
一种铝合金汽车轮毂的低压铸造方法.pdf

雨星****萌娃


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金汽车轮毂的低压铸造方法.pdf
本发明公开了铝合金汽车轮毂的低压铸造方法。本发明方法通过优化合金成分设计,添加适当含量的Al-Ti-B-C细化剂和稀土变质剂,优化了低压铸造工艺参数和热处理参数,从而使得制备的汽车轮毂具有细小均匀的a枝晶和细小均匀的蠕虫状或球状硅组成的组织,提高铝合金汽车轮毂的性能。

汽车铝合金轮毂低压铸造缺陷控制方法.pdf
一种汽车铝合金轮毂低压铸造缺陷控制方法,为保障铁浇口与陶瓷保温杯区域的温度稳定,在铁浇口下方、陶瓷保温杯周围安装加热电阻丝及热电偶,加热电阻丝、热电偶与低压铸造系统控制柜相连接,热电偶与温度感应器连接。依据低压铸造铝合金轮毂工艺需求设定铁浇口与陶瓷保温杯区域温度为500~550℃,当温度低于500℃时热电偶通过温度感应器感应使加热电阻丝电源接通开始加热;当温度高于550℃时热电偶通过温度感应器感应使加热电阻丝电源断开停止加热,该方法可有效地保持铁浇口与陶瓷保温杯区域温度稳定,防止铝合金轮毂补缩不足造成缩孔
一种大巴汽车铝合金轮毂的低压铸造工艺.pdf
本发明属于金属熔铸技术领域,涉及一种大巴汽车铝合金轮毂的低压铸造工艺,包括:将铝合金熔化成铝水温度720~740℃,除气除渣;静置待杂质充分上浮,扒出铝渣;转入中转包后再次进行除气精炼,添加一定量铝钛硼合金、铝镁合金和铝锶合金;铸造模具边摸温度400~420℃;低压铸造,浇注温度680~700℃,升液压力0.25~0.27MPa,升液时间6~10s,充型压力0.38~0.42MPa,充型时间15~25s,增压压力0.85~0.95MPa,增压时间8~12s,保压30~50s,泄压凝固待其冷却后脱模。本

一种铝合金汽车轮毂低压铸造成型方法.pdf
本发明提供了一种铝合金汽车轮毂低压铸造成型方法,由底板、下模组装置、调节装置和上模组装置配合完成铝合金汽车轮毂的低压铸造成型;本发明可以解决目前的汽车轮毂在采用低压铸造成型工艺过程中主要存在的汽车轮毂低压铸造成型后不便于轮毂与模具之间脱模,导致脱模的轮毂外壁存在刮伤损坏,以及轮毂铸造过程中液体填充成型的过程中由于内部的气体压力,常常导致成型的轮毂内部存在大量的气泡,从而影响成型的轮毂的质量;以及现有轮毂生产的过程中不便于更换生产的轮毂的花纹,导致生产的实用性较低等问题。
一种用于生产汽车铝合金轮毂的低压铸造装置.pdf
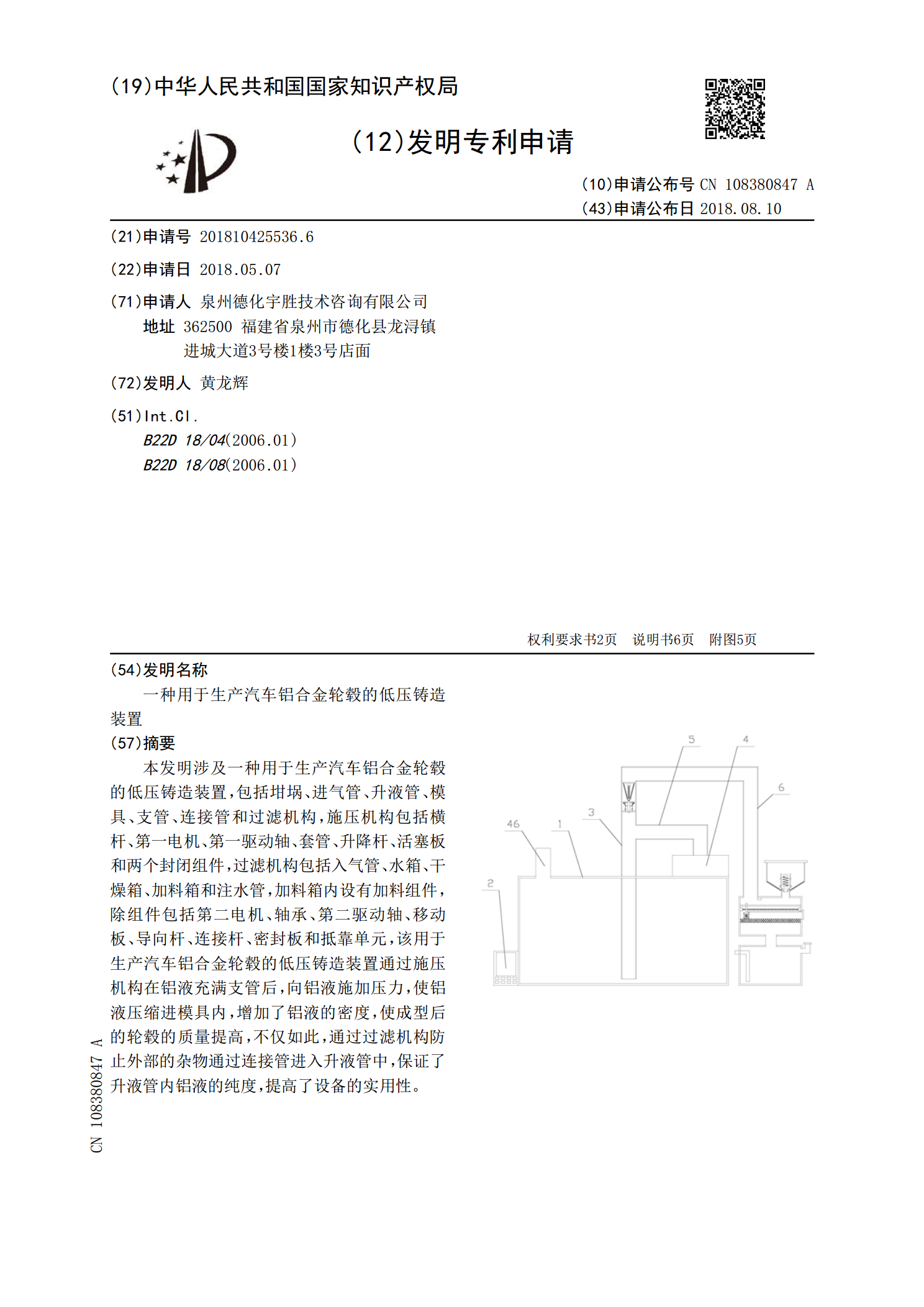
本发明涉及一种用于生产汽车铝合金轮毂的低压铸造装置,包括坩埚、进气管、升液管、模具、支管、连接管和过滤机构,施压机构包括横杆、第一电机、第一驱动轴、套管、升降杆、活塞板和两个封闭组件,过滤机构包括入气管、水箱、干燥箱、加料箱和注水管,加料箱内设有加料组件,除组件包括第二电机、轴承、第二驱动轴、移动板、导向杆、连接杆、密封板和抵靠单元,该用于生产汽车铝合金轮毂的低压铸造装置通过施压机构在铝液充满支管后,向铝液施加压力,使铝液压缩进模具内,增加了铝液的密度,使成型后的轮毂的质量提高,不仅如此,通过过滤机构防止