
一种金属型离心铸造复合锤头装置.pdf

猫巷****傲柏

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属型离心铸造复合锤头装置.pdf
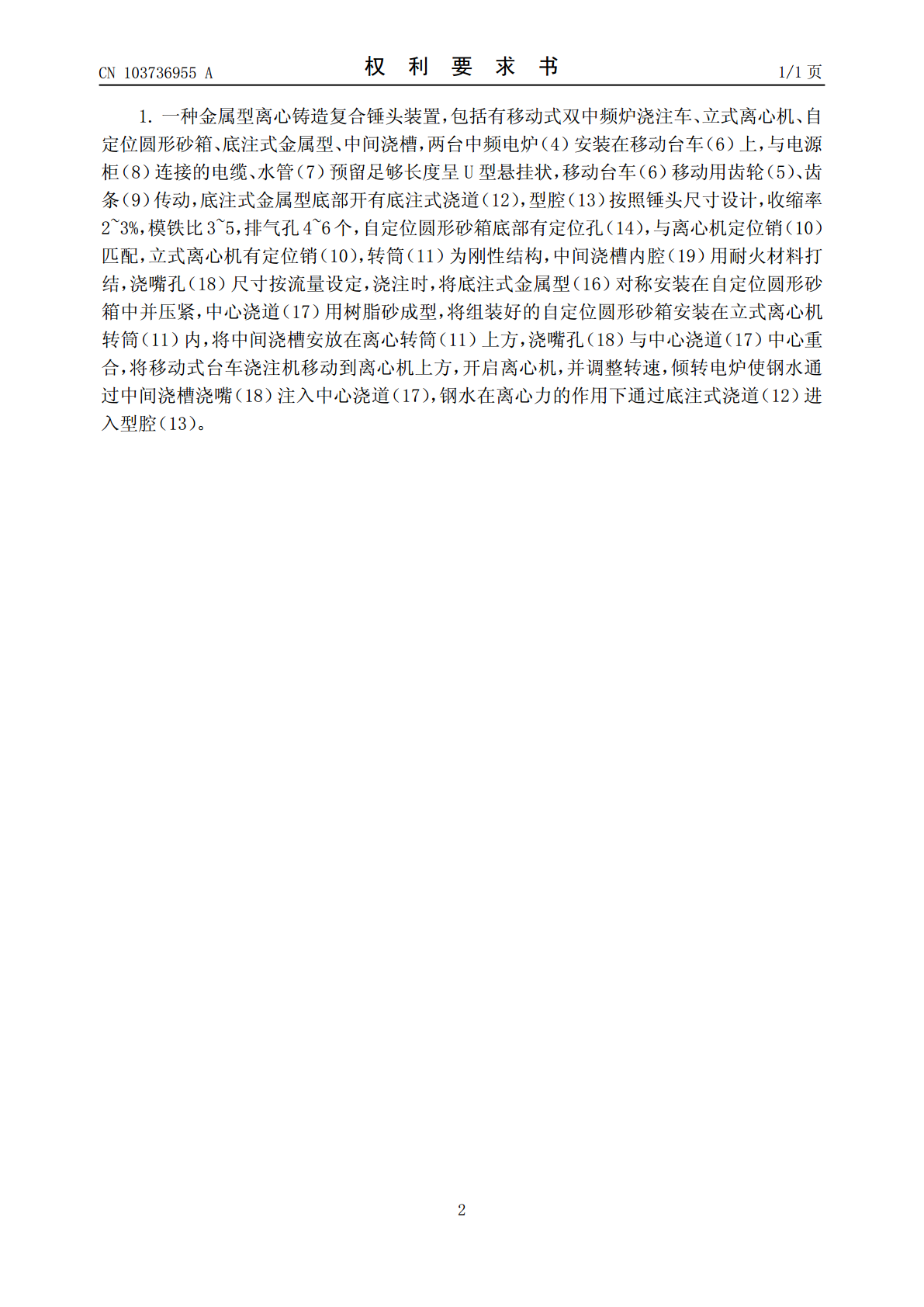
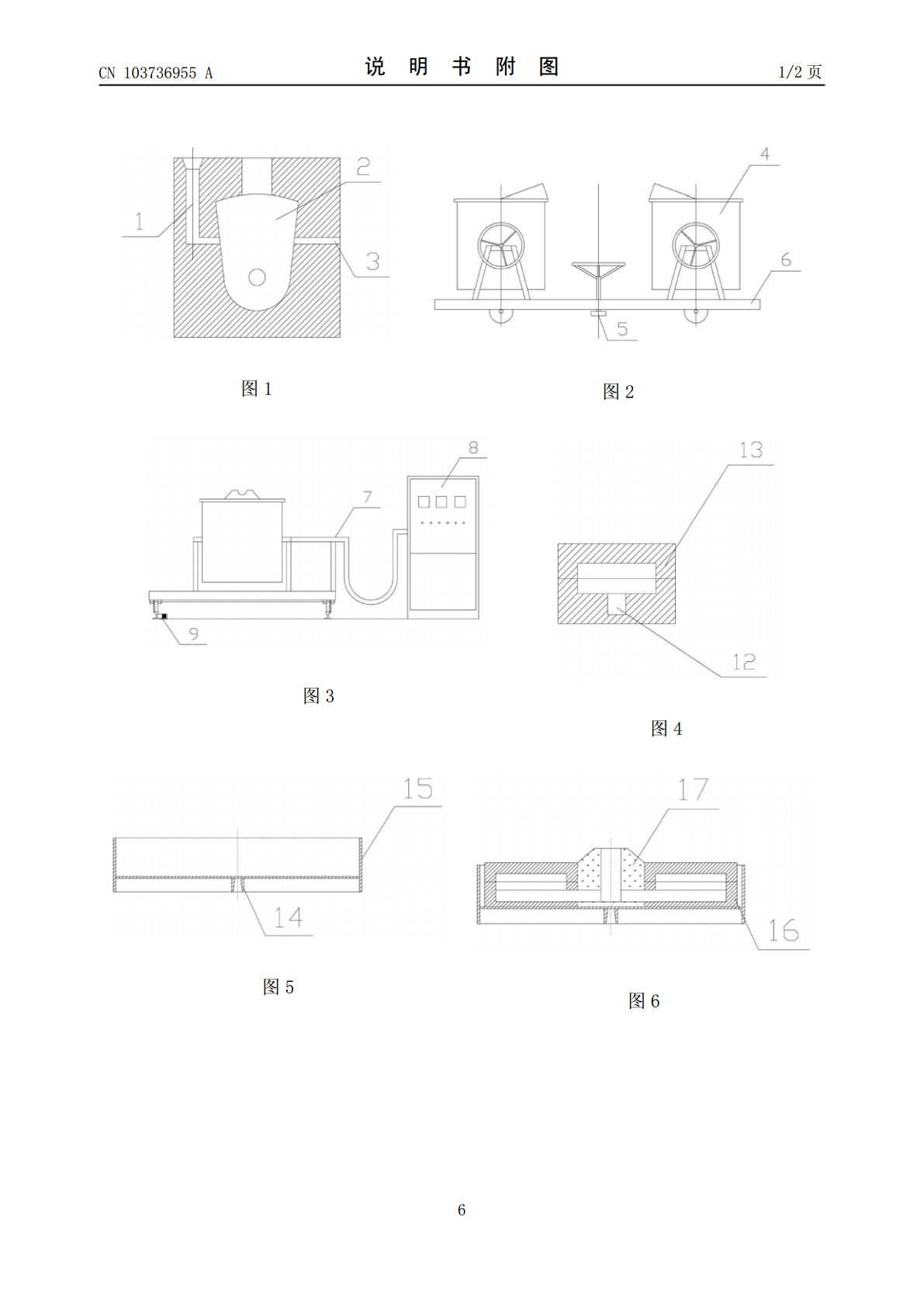
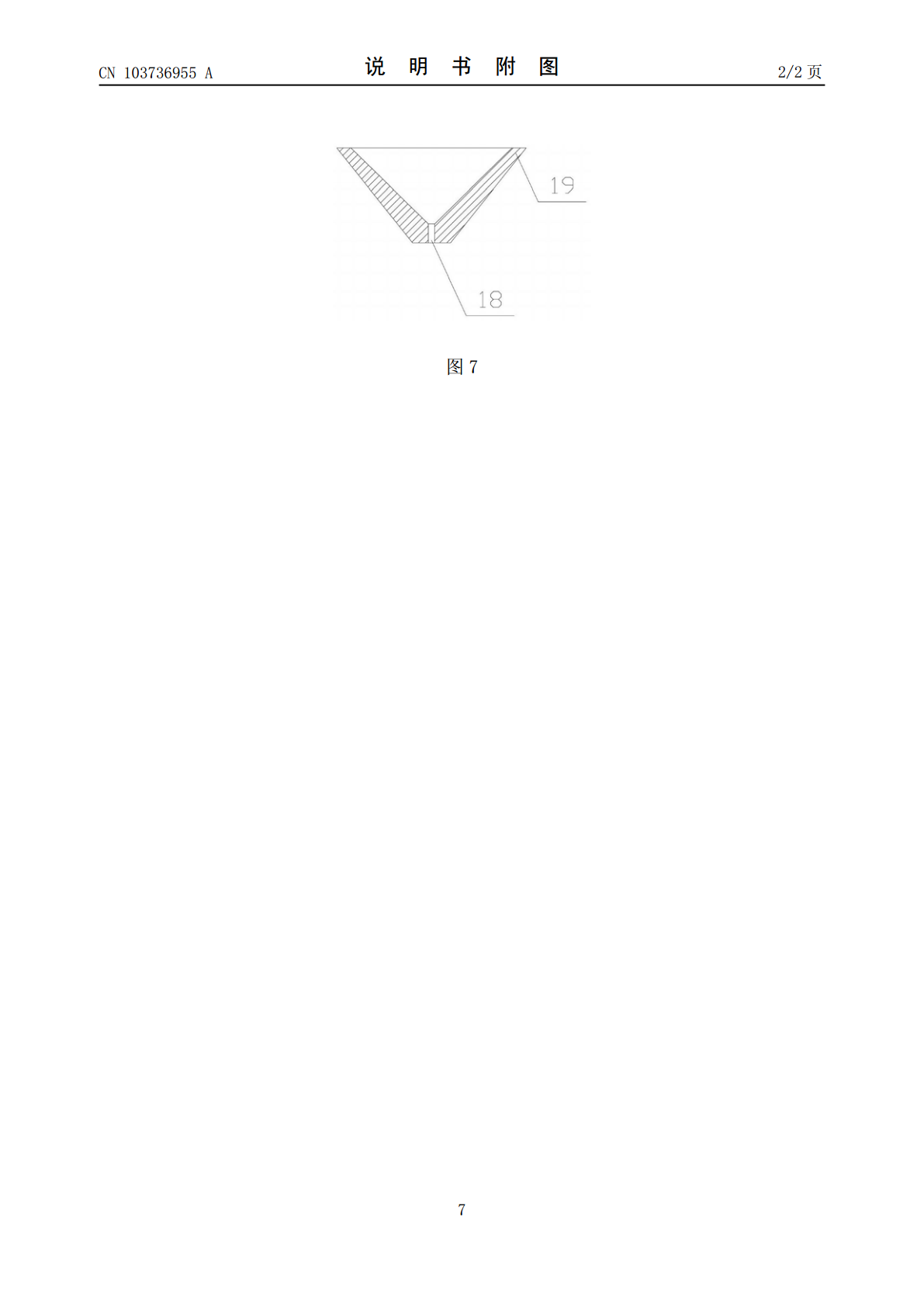
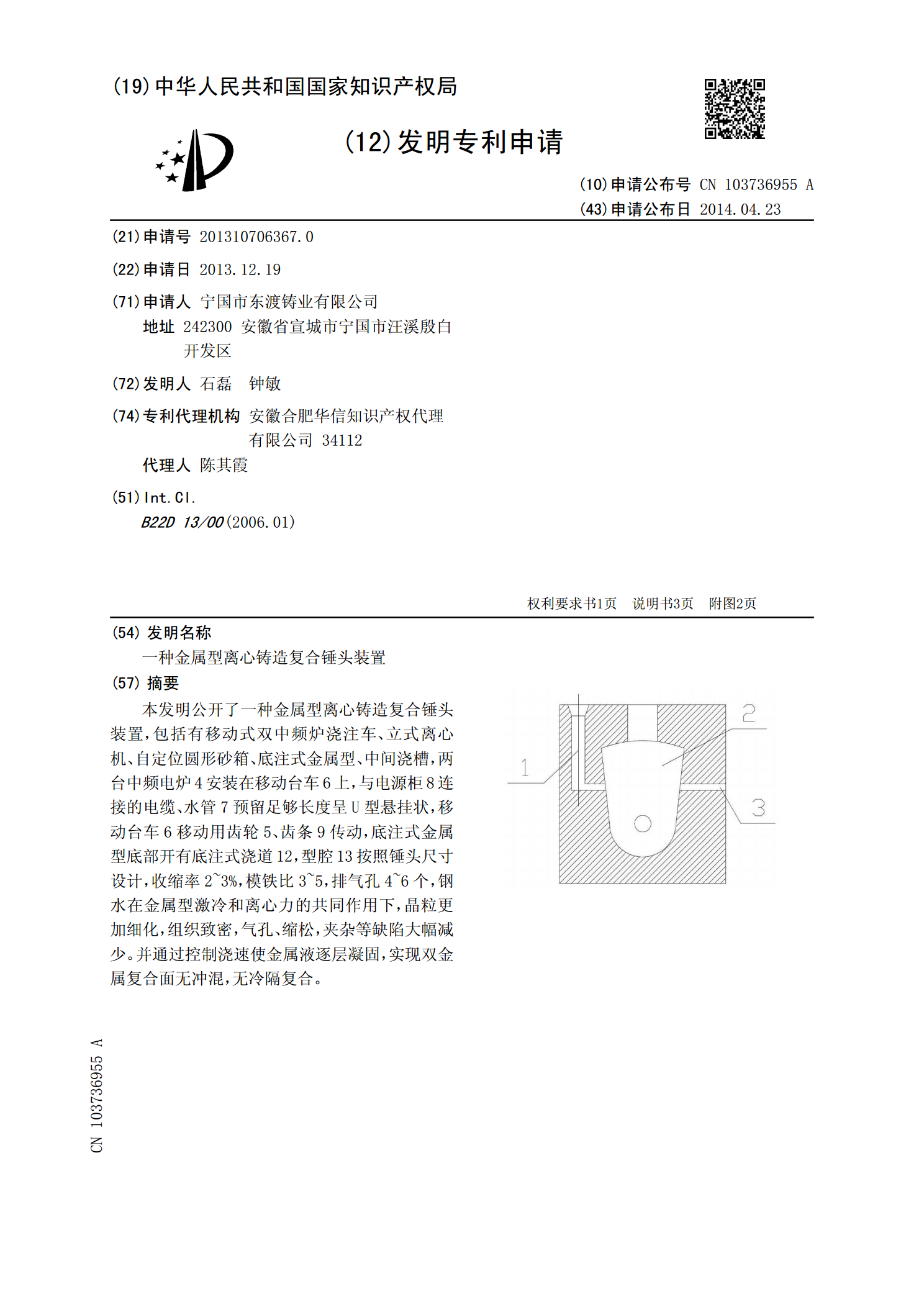
本发明公开了一种金属型离心铸造复合锤头装置,包括有移动式双中频炉浇注车、立式离心机、自定位圆形砂箱、底注式金属型、中间浇槽,两台中频电炉4安装在移动台车6上,与电源柜8连接的电缆、水管7预留足够长度呈U型悬挂状,移动台车6移动用齿轮5、齿条9传动,底注式金属型底部开有底注式浇道12,型腔13按照锤头尺寸设计,收缩率2~3%,模铁比3~5,排气孔4~6个,钢水在金属型激冷和离心力的共同作用下,晶粒更加细化,组织致密,气孔、缩松,夹杂等缺陷大幅减少。并通过控制浇速使金属液逐层凝固,实现双金属复合面无冲混,无冷
一种金属型离心铸造双金属锤头工艺.pdf
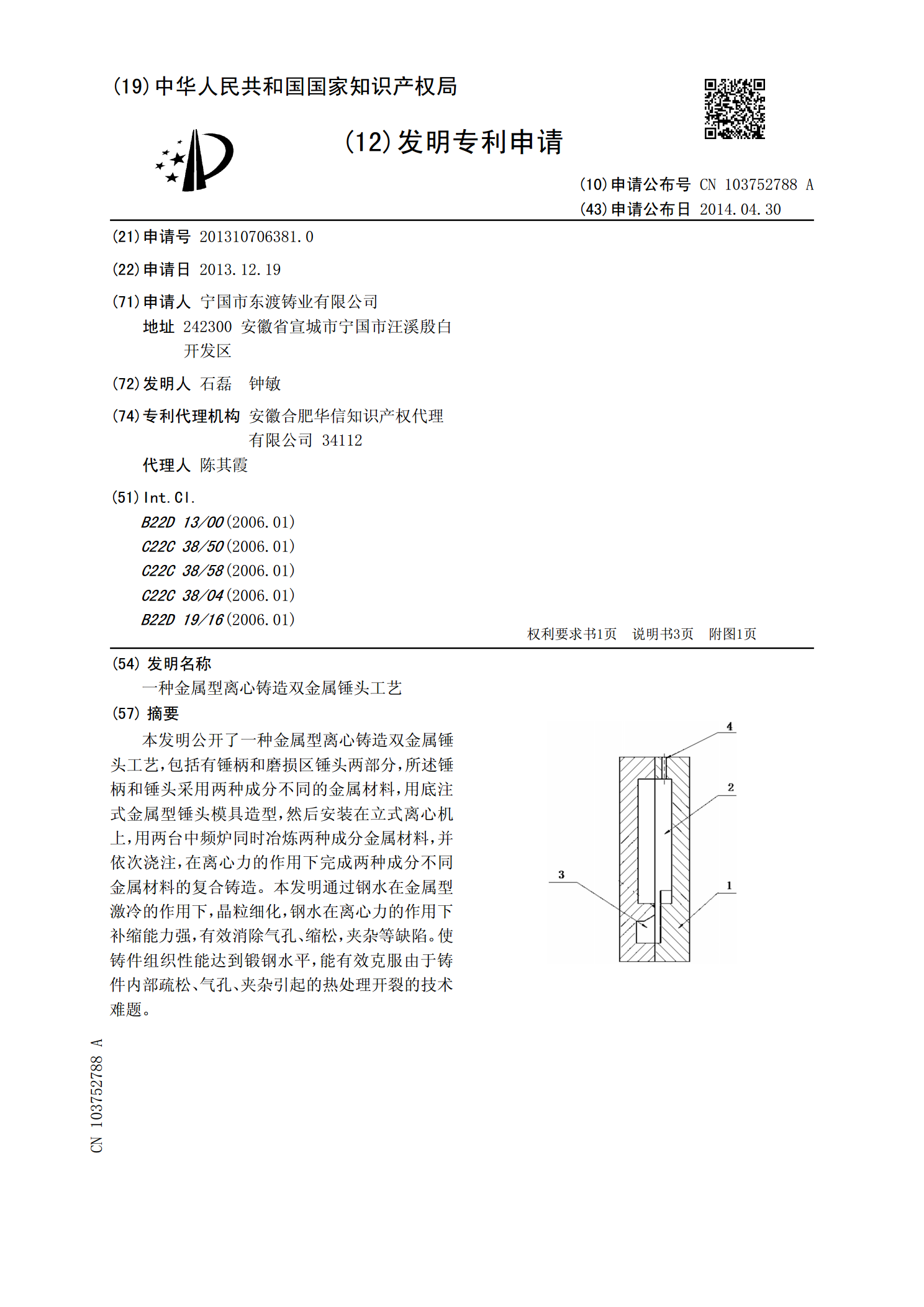
本发明公开了一种金属型离心铸造双金属锤头工艺,包括有锤柄和磨损区锤头两部分,所述锤柄和锤头采用两种成分不同的金属材料,用底注式金属型锤头模具造型,然后安装在立式离心机上,用两台中频炉同时冶炼两种成分金属材料,并依次浇注,在离心力的作用下完成两种成分不同金属材料的复合铸造。本发明通过钢水在金属型激冷的作用下,晶粒细化,钢水在离心力的作用下补缩能力强,有效消除气孔、缩松,夹杂等缺陷。使铸件组织性能达到锻钢水平,能有效克服由于铸件内部疏松、气孔、夹杂引起的热处理开裂的技术难题。
一种金属型离心铸造复合高低碳锰钢锤头的工艺.pdf
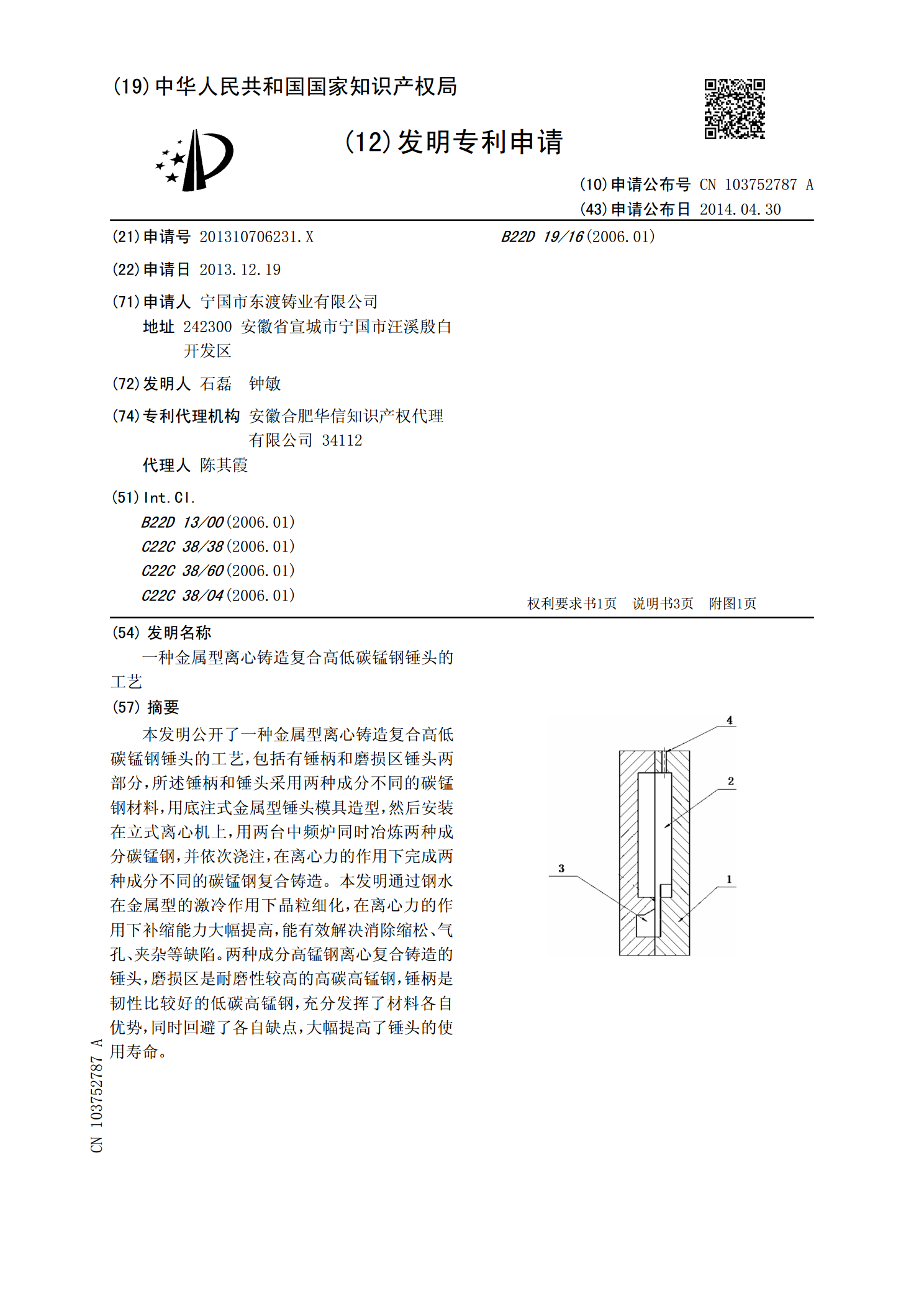
本发明公开了一种金属型离心铸造复合高低碳锰钢锤头的工艺,包括有锤柄和磨损区锤头两部分,所述锤柄和锤头采用两种成分不同的碳锰钢材料,用底注式金属型锤头模具造型,然后安装在立式离心机上,用两台中频炉同时冶炼两种成分碳锰钢,并依次浇注,在离心力的作用下完成两种成分不同的碳锰钢复合铸造。本发明通过钢水在金属型的激冷作用下晶粒细化,在离心力的作用下补缩能力大幅提高,能有效解决消除缩松、气孔、夹杂等缺陷。两种成分高锰钢离心复合铸造的锤头,磨损区是耐磨性较高的高碳高锰钢,锤柄是韧性比较好的低碳高锰钢,充分发挥了材料各自
一种复合锤头用离心铸造机以及复合锤头的铸造工艺.pdf
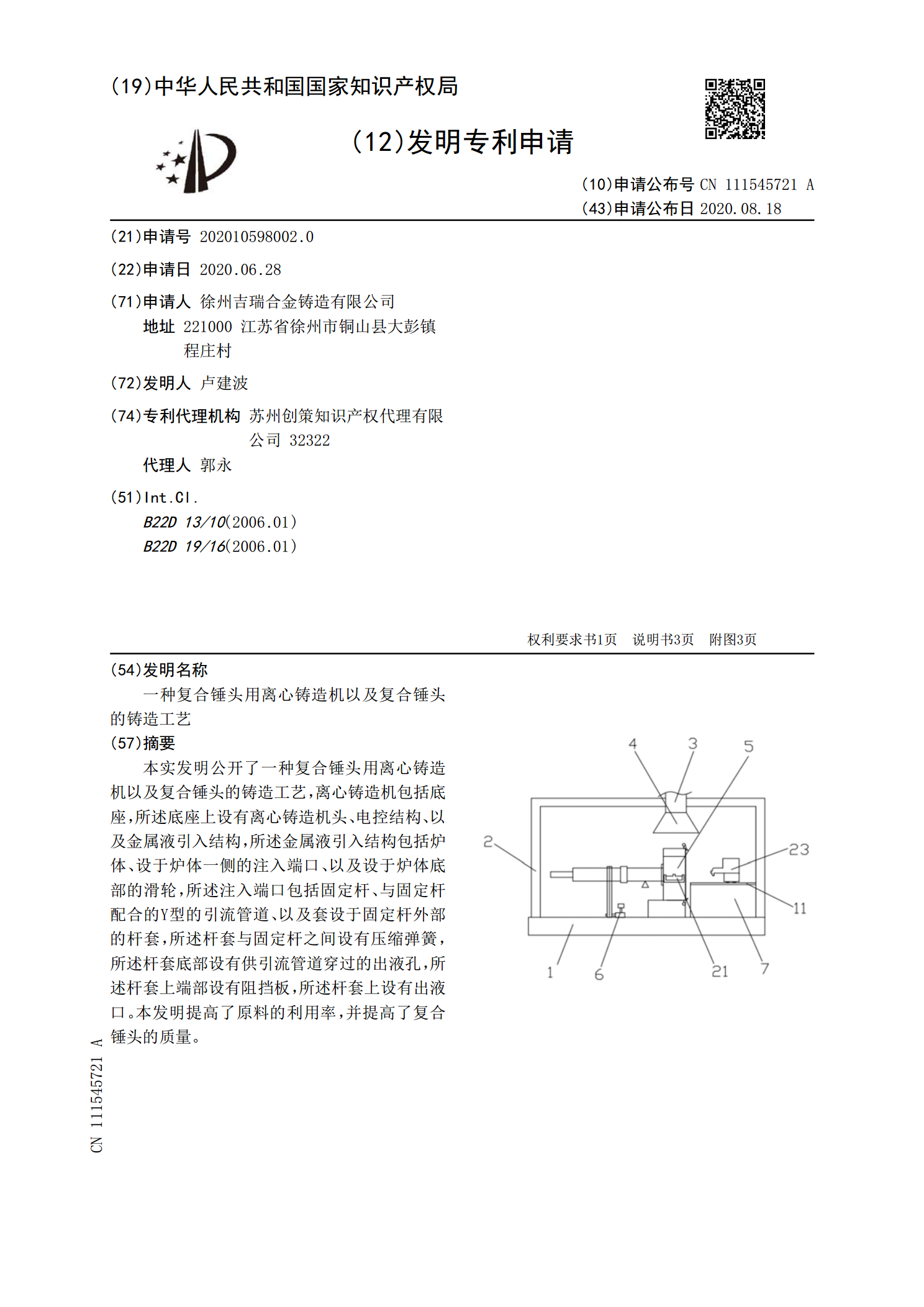
本实发明公开了一种复合锤头用离心铸造机以及复合锤头的铸造工艺,离心铸造机包括底座,所述底座上设有离心铸造机头、电控结构、以及金属液引入结构,所述金属液引入结构包括炉体、设于炉体一侧的注入端口、以及设于炉体底部的滑轮,所述注入端口包括固定杆、与固定杆配合的Y型的引流管道、以及套设于固定杆外部的杆套,所述杆套与固定杆之间设有压缩弹簧,所述杆套底部设有供引流管道穿过的出液孔,所述杆套上端部设有阻挡板,所述杆套上设有出液口。本发明提高了原料的利用率,并提高了复合锤头的质量。
蜂窝型双金属复合锤头铸造工艺.pdf
本发明公开了一种蜂窝型双金属复合锤头铸造工艺,步骤1:在中频感应电炉中熔炼化学成分:1.8%一2.2%C,10.5%~15.0%Cr,0.5%Si,1.5%~2.0%Mo,1.0%Cu,