
蜂窝型双金属复合锤头铸造工艺.pdf

音景****ka

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
蜂窝型双金属复合锤头铸造工艺.pdf
本发明公开了一种蜂窝型双金属复合锤头铸造工艺,步骤1:在中频感应电炉中熔炼化学成分:1.8%一2.2%C,10.5%~15.0%Cr,0.5%Si,1.5%~2.0%Mo,1.0%Cu,

蜂窝型双金属复合锤头铸造工艺.docx
蜂窝型双金属复合锤头铸造工艺蜂窝型双金属复合锤头铸造工艺摘要:蜂窝型双金属复合锤头是一种具有高强度、高韧性和高耐磨性的锤头材料,广泛应用于矿石破碎领域。本文研究了蜂窝型双金属复合锤头的铸造工艺,包括铸型设计、熔炼工艺、铸造参数和热处理工艺等方面。通过实验和仿真模拟分析,确定了最佳的铸造工艺参数,以提高蜂窝型双金属复合锤头的性能和可靠性。1.引言锤头作为矿石破碎设备的重要部件,需要具备较高的耐磨性和冲击性能。传统的锤头采用单一材料制造,难以同时兼顾强度和韧性。而蜂窝型双金属复合锤头具有两种不同材料的不同特性
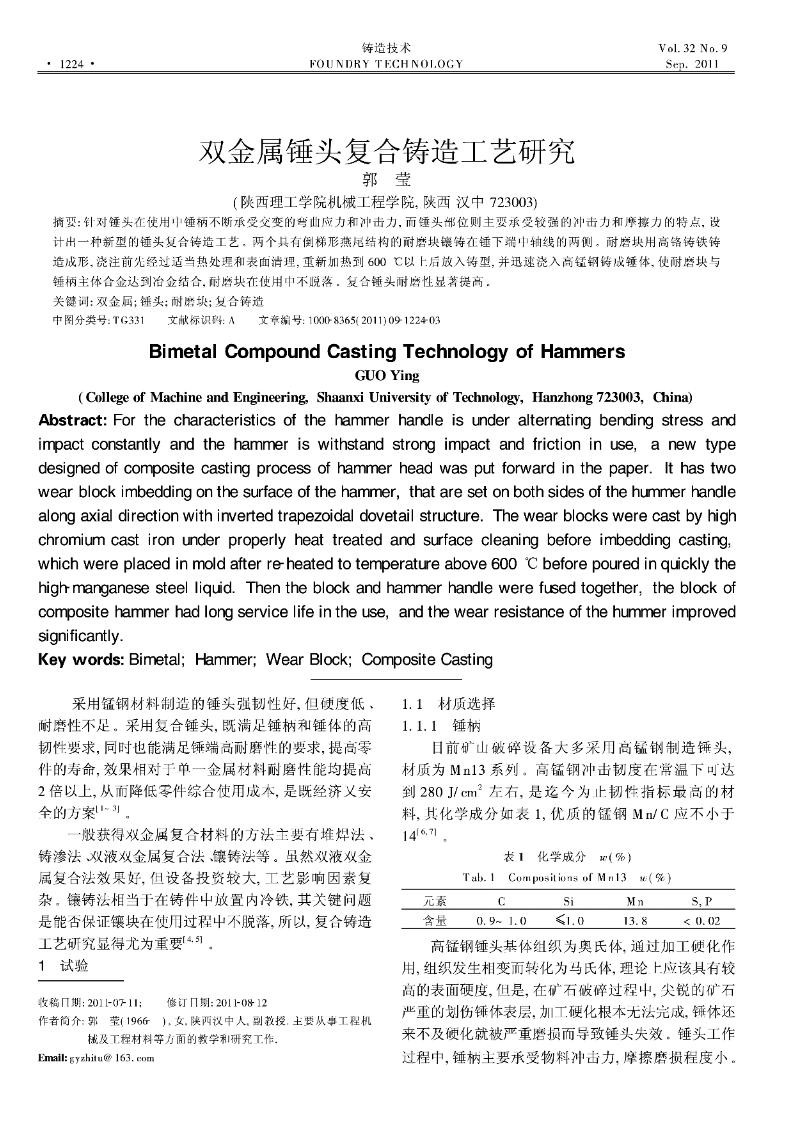
双金属锤头复合铸造工艺研究.pdf

双金属复合锤头铸造工艺性能研究.docx
双金属复合锤头铸造工艺性能研究标题:双金属复合锤头铸造工艺性能研究摘要:双金属复合锤头是一种应用广泛的工具,其需要具备良好的耐用性和高强度。本文针对双金属复合锤头的铸造工艺进行了深入研究,探究了不同工艺参数对双金属复合锤头性能的影响,并通过实验和分析得出了一些结论。结果表明,合理的铸造工艺可以显著提高双金属复合锤头的性能。关键词:双金属复合锤头、铸造工艺、工艺参数、性能研究引言:双金属复合锤头在工业生产中具有重要的作用,能够提高工作效率和产品质量。铸造是双金属复合锤头制造过程中的重要环节,工艺参数的选择对
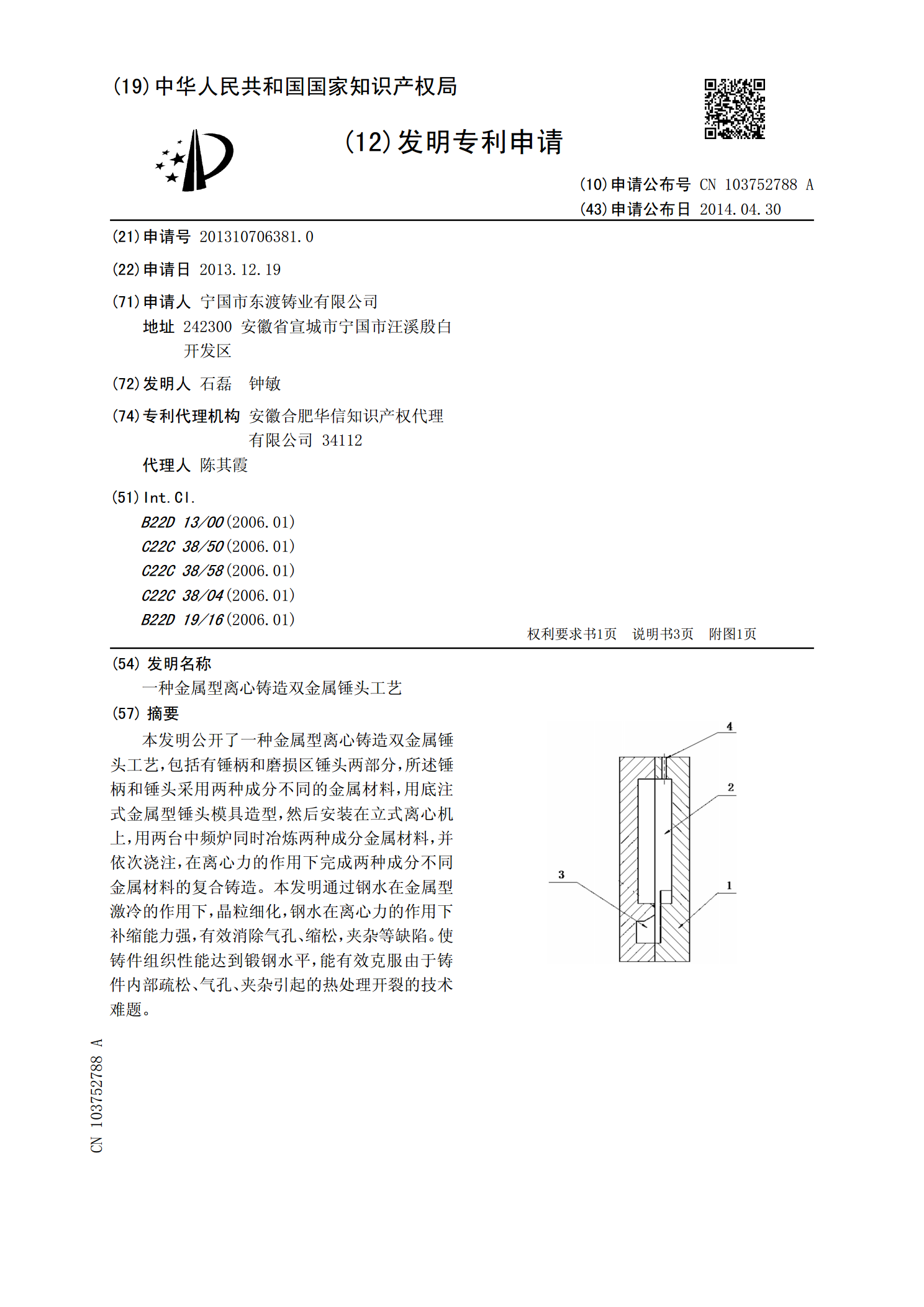
一种金属型离心铸造双金属锤头工艺.pdf
本发明公开了一种金属型离心铸造双金属锤头工艺,包括有锤柄和磨损区锤头两部分,所述锤柄和锤头采用两种成分不同的金属材料,用底注式金属型锤头模具造型,然后安装在立式离心机上,用两台中频炉同时冶炼两种成分金属材料,并依次浇注,在离心力的作用下完成两种成分不同金属材料的复合铸造。本发明通过钢水在金属型激冷的作用下,晶粒细化,钢水在离心力的作用下补缩能力强,有效消除气孔、缩松,夹杂等缺陷。使铸件组织性能达到锻钢水平,能有效克服由于铸件内部疏松、气孔、夹杂引起的热处理开裂的技术难题。