
一种消除罩式炉锈蚀缺陷的方法.pdf

一吃****仕龙

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种消除罩式炉锈蚀缺陷的方法.pdf
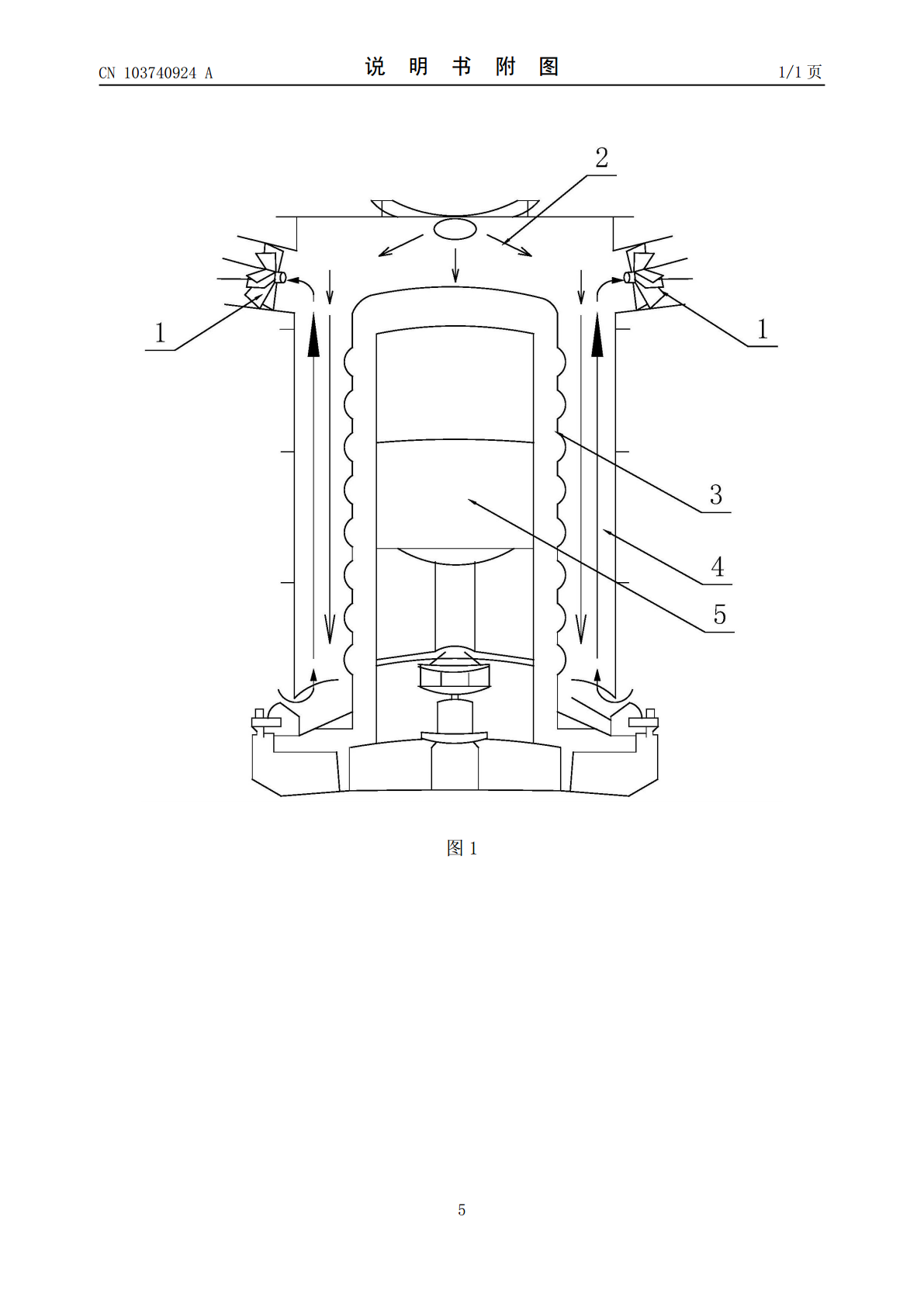
本发明涉及一种消除罩式炉锈蚀缺陷的方法,包括以下步骤:1)罩式炉加热结束后扣上冷却罩首先由冷却风机冷却,当炉气温度降低到255-260℃时卸下冷却风机插头、结束风冷,同时接上喷淋水管开始喷淋冷却;2)在钢卷温度高于出炉温度3-5℃时卸下喷淋水管、停止喷淋冷却,同时接上冷却风机插头开始风冷,利用风机吹干残留在冷却风机外壳底部和内罩水盒内的存水;3)当钢卷温度降低到出炉温度时卸下冷却风机插头,吊走冷却罩和内罩。本发明的优点是:增加喷淋后启动冷却风机的冷却流程,消除残留在冷却风机外壳底部和内罩水盒内的存水,避免

一种冷轧罩式炉机组点锈缺陷的控制方法.pdf
一种冷轧罩式炉机组点锈缺陷的控制方法,清洗机组:刷洗水电导率≤1000μs/cm;漂洗水电导率≤100μs/cm;挤干辊压力>0.4MPa;刷辊负载>10%。罩式炉机组:当炉区内任意一个温度表超过30℃或湿度表超过50%时,执行以下退火工艺:出炉温度45℃,出炉后直发平整机前,出炉48h内平整;出炉温度80℃,出炉后走终冷台,出炉72h内平整;对厚度≤0.6mm的带钢及焊丝用钢,出炉温度按60℃控制,出炉72h内进行平整;5~9月份开启平整机前风机,雨天关闭;平整机组:带钢平整开始温度为38~45℃;存放

冷轧罩式炉退火带钢表面锈蚀问题研究.docx
冷轧罩式炉退火带钢表面锈蚀问题研究摘要:退火带钢是高品质钢材的重要组成部分,而冷轧罩式炉是其生产过程中的关键环节。然而,在生产过程中,冷轧罩式炉退火带钢表面出现锈蚀问题,严重影响了产品的品质和性能,给生产带来了很大的困扰。本文通过对该问题的深入研究,分析了锈蚀问题发生的原因,提出相应的解决方法和措施,旨在为冷轧罩式炉退火带钢生产提供有效的指导和保障。关键词:退火带钢、冷轧罩式炉、锈蚀、原因、解决方法、措施1.引言退火带钢是一种用途广泛的钢材,广泛应用于汽车、电子、机械制造、建筑等领域。其生产中的冷轧罩式炉

罩式炉粘结&氧化色 缺陷分析.doc
钢卷氧化原因分析:1.正常退火时的氧化钢卷表面有轧制乳化液乳化液的主要成分是什么?为什么在退火过程中高温不能将它蒸发掉?残留:包括在轧机出口处吹扫不干净,炉子点火前吹扫不干净。内罩水槽内的积水影响程度?不能自动排干。内罩缺陷:内罩底部裂纹处有泄漏是H2漏出去了还是空气通过裂纹进到内罩里来了?。钢卷出炉时:局部温度仍然很高,这种氧化主要集中在带钢表面中部,钢卷的内表面。2.紧急吹扫引起的氧化由设备故障等原因引起的炉台泄露时,必须用氮气进行紧急吹扫【意外情况下导致的氧化,应该不在考虑之列。】3.来料原因钢卷卷

一种冷轧卷锈蚀缺陷消除工艺.pdf
本发明公开了一种冷轧卷锈蚀缺陷消除工艺,包括以下步骤:S1:制定措施,加热消除,S101:温度程序的设定,加热到氢气还原铁锈的温度范围立即停止加热,避免高温加热导致的能耗浪费以及产生不必要的高温缺陷,全速加热到500‑650℃,开始保温,直到缺陷部位的温度能上升到氢气大量还原铁的氧化物的温度段400‑550℃,保温结束,开始换冷却罩风冷,到260‑350℃转喷水冷却,冷却到40‑95℃出炉,放置到终冷台终冷到可以平整的温度。通过该消除工艺,可以将贯穿于钢带表面不规则或局部存在的锈进行预防和去除,从而提高了