
一种镀铝锌半硬质钢炉内跑偏及入锌炉温度控制的方法.pdf

一只****iu


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镀铝锌半硬质钢炉内跑偏及入锌炉温度控制的方法.pdf
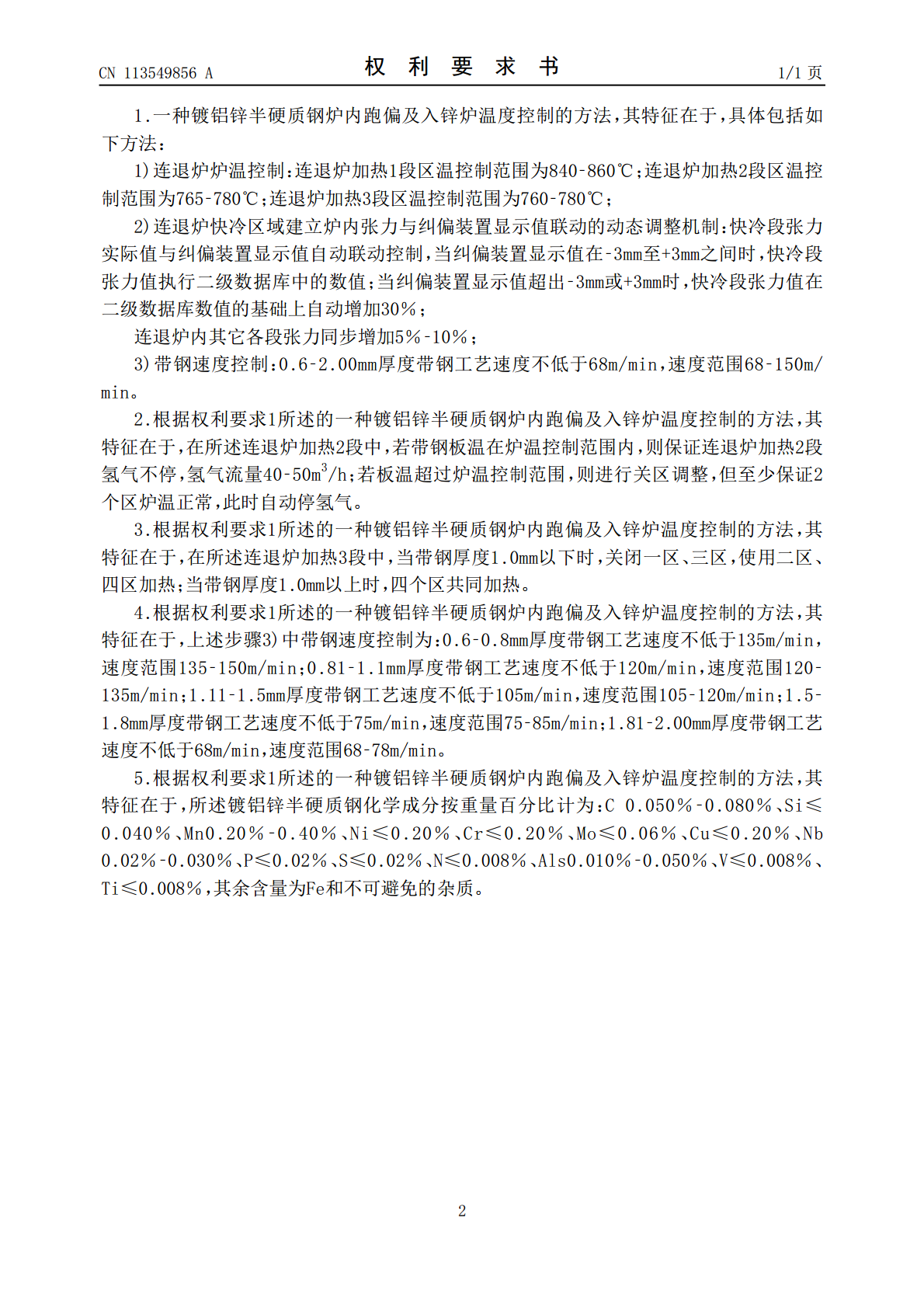
本发明的目的在于提供一种镀铝锌半硬质钢炉内跑偏及入锌炉温度控制的方法,为确保带钢在炉内跑偏及入锌锅温度精确受控,从两个方面进行优化方案设计。其一,是通过研究炉内各段炉膛区域温度、炉区张力、纠偏装置的控制等手段,降低带钢横向受力及张力波动等原因造成的跑偏趋势,从而可以减少半硬质高强钢生产时的跑偏风险;其二,是通过研究带钢成分、退火速度,炉内各段炉膛区域温度、快冷段电感应加热器功率的优化等方面,可以尽最大程度提高带钢再结晶温度、减少快冷风机对带钢的冷却降温影响,从而实现对带钢入锌锅温度的精确控制,保证成品性能
一种提高半硬质镀铝锌带钢入锌锅温度的方法.pdf
本发明涉及退火炉生产半硬质镀铝锌高强钢领域,尤其涉及一种提高半硬质镀铝锌带钢入锌锅温度的方法,其特征在于,针对0.4~0.6mm薄料带钢,控制喷冷段的冷却系统的冷却能力,提高喷冷段保护气体温度,其具体控制步骤如下:1)带钢在保温缓冷段和喷冷段区域内行进速度为110~130米/分;2)将喷冷段冷却风机的功率控制在额定的5~10%,冷却水的循环量减少到总量的30~50%;3)喷冷段保护气体温度提到300~320℃,带钢入锌锅温度550~600℃。与现有技术相比,本发明的有益效果是:从而既保证了带钢入锌锅温度稳
带钢连续热镀铝锌开机跑偏控制方法.pdf
本发明公开了一种带钢连续热镀铝锌开机跑偏控制方法,涉及热镀铝锌产品的生产技术领域,提供一种生产长度为1.5~2.3mm,宽度为900mm~1250mm的带钢时,能够避免开机带钢跑偏和断带的带钢连续热镀铝锌开机跑偏控制方法。带钢连续热镀铝锌开机跑偏控制方法通过对退火炉各段以及锌锅内带钢张力的控制,对带钢移动速度的控制和对带钢加热及冷却的控制,保证带钢在连续热镀铝锌开机初期能够实现不跑偏也不断带,尽快产出合格的热镀铝锌带钢。本方法的使用可以将带钢连续热镀铝锌机组开机至出合格产品时间缩短为40分钟,废品量控制在

一种可对炉胆内温度进行实时测温的渗锌炉.pdf
本发明涉及一种热处理炉,特别是一种可对炉胆内温度进行实时测温的渗锌炉,包括炉体11、炉胆13、电机1、底座15和支撑架2,炉胆13设于炉体11内,并可在电机1的驱动下在炉体11内转动;炉胆13通过支撑架2和托轮4支撑于底座15上。炉胆13的一端设有支撑筒10,支撑筒10内设有热电偶导热管8,热电偶导热管8的一头为封闭端,另一头为开口端;热电偶导热管8的封闭端伸入炉胆13内,并与炉胆13焊接连接,热电偶导热管8的开口端与支撑筒端板7焊接连接,使炉胆13构成封闭容器;热电偶5插入在热电偶导热管8内,可对炉胆1

利于抑制锌灰的炉鼻子内气氛温度控制方法和加热装置.pdf
本发明公开了一种利于抑制锌灰的炉鼻子内气氛温度控制方法和加热装置,本发明的气氛温度控制方法包括:在炉鼻子(3)的外壁上设置加热装置,控制所述加热装置对炉鼻子全部长度的外壁加热,将炉鼻子外壁温度减锌液温度的温差控制在预定的第一温差范围内;控制钢板(2)进入炉鼻子时的温度,将钢板进入炉鼻子时的钢板温度减锌液温度的温差控制在预定的第二温差范围内。本发明的气氛温度加热装置包括加热元件和保温覆盖层(10),所述加热元件布置在炉鼻子的全部长度的外壁上,所述保温覆盖层包覆在加热元件上。本发明的气氛温度控制方法和加热装置