
一种陶瓷结合剂超硬材料砂轮磨料层高效制备工艺.pdf

一只****ng

1/9
2/9

3/9
4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种陶瓷结合剂超硬材料砂轮磨料层高效制备工艺.pdf
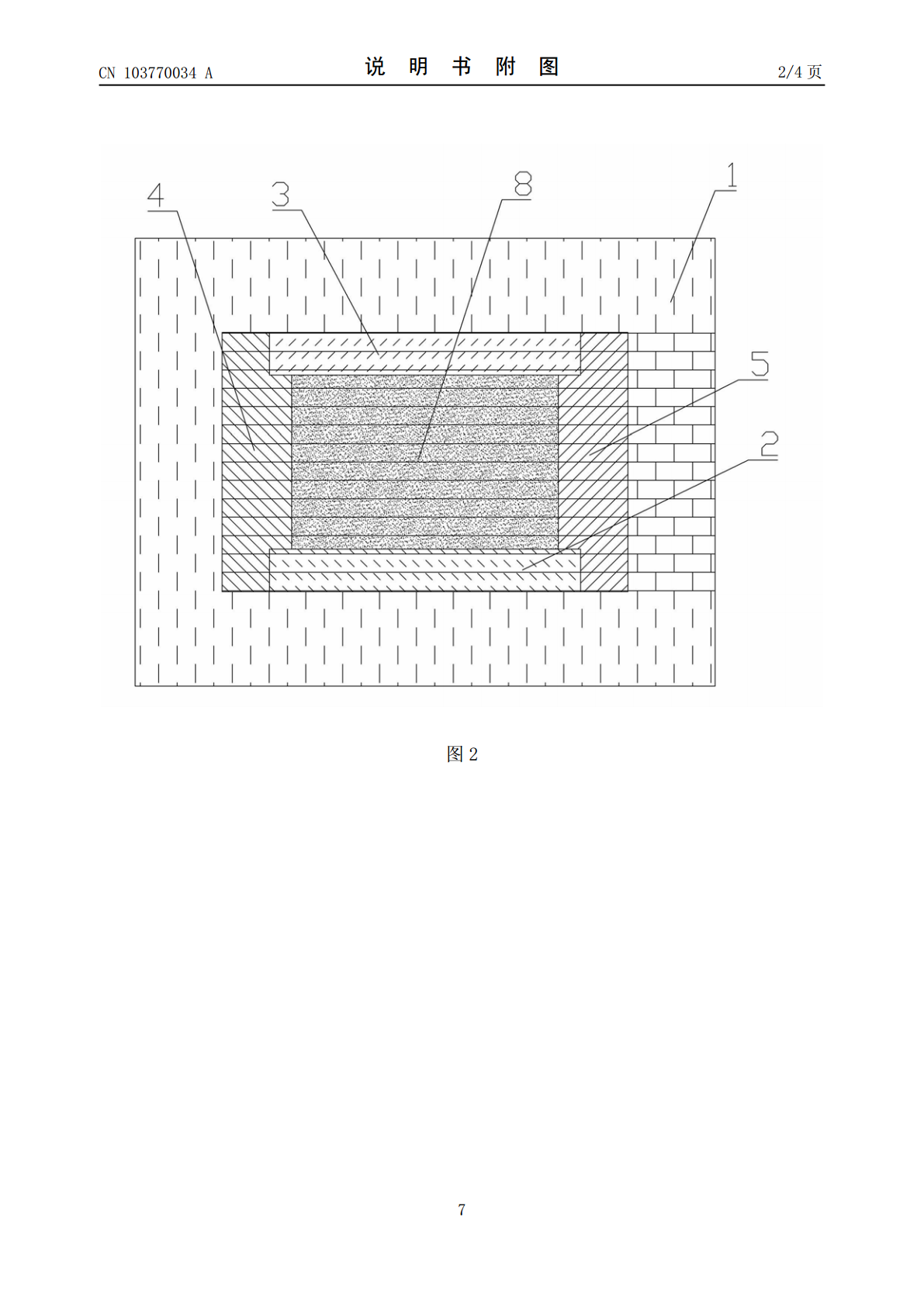
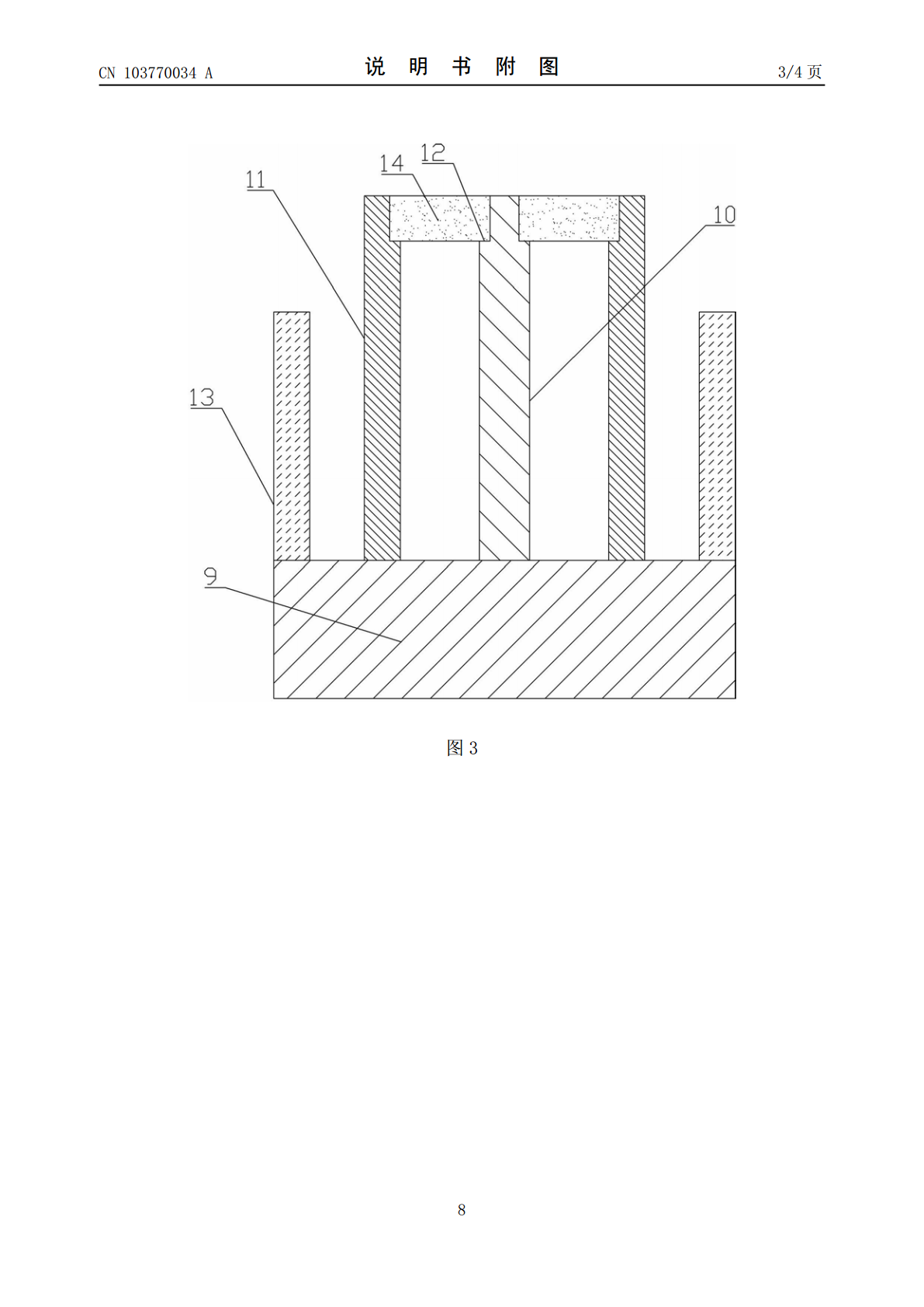
本发明属于砂轮制造工艺技术领域,本发明要解决的技术问题是传统砂轮块制备工艺过程中劳动量大、效率低、人工投入成本高、工艺稳定性差,为解决上述问题,提供一种陶瓷结合剂超硬材料砂轮磨料层高效制备工艺。包括如下步骤:(1)压制工序:采用卧式整体模具,一次压制成型磨料层;(2)烧结:用烧结炉将磨料层烧结成磨料块;(3)切割:将磨料块放置到专用夹具上,利用激光切割设备,将磨料块切割成形状尺寸符合要求的砂轮用磨料层。本发明操作简便,砂轮块的压制成型次数减少,成型成功率得到提高,保证了成型工艺稳定性,同时减少了劳动量,节
一种含有超硬磨料陶瓷结合剂的打磨列车专用砂轮及其制备方法.pdf
本发明涉及一种含有超硬磨料陶瓷结合剂的打磨列车专用砂轮及其制备方法,它是由如下重量份的原料制成:CBN磨料40~75、陶瓷结合剂30~50、辅助磨料5~30和造孔剂2~15;它的制备方法包括以下步骤:(1)按照上述配比称取CBN磨料、陶瓷结合剂、辅助磨料和造孔剂,再加入原料总重量的1~2%粘结剂,混合,过筛,获得成型料;(2)压制:将成型料均匀投入模具内并刮平,置入液压机定模热压,冷却出模后得砂轮坯体;然后干燥、烧结、加工检验、包装、入库,制得成品。该砂轮能够有效地提高其强度、自锐性能和磨削性能,从而相应

一种纳米陶瓷结合剂超硬材料砂轮的制备方法.pdf
本发明采用一步法制备纳米陶瓷结合剂的超硬材料砂轮,使用的原料是所需制备的陶瓷粉体对应的水溶性硝酸盐或氯化盐、超硬材料磨料以及造孔剂,通过把原料、单体和交联剂溶于水中,加入引发剂和催化剂以后在恒温(20-80℃)条件下聚合成纳米级的三维空间网络并形成凝胶,凝胶干燥的过程中这些水溶性硝酸盐或氯化盐析出,并受此三维空间网络的限制形成纳米晶粒,同时使超硬材料磨料均匀的分布在陶瓷结合剂基体中,同时加入一种或多种水溶性较好且熔点较低的有机物,显著减小湿凝胶低温干燥时的收缩,并在干凝胶煅烧过程中较早地熔化或分解,逐步缓
一种陶瓷超硬砂轮磨料及其制备方法.pdf
本发明公开了一种陶瓷超硬砂轮磨料,包括下述重量份的原料:白刚玉30‑40份,立方氮化硼10‑15份,二氧化硅10‑20份,二氧化钛10‑20份,金刚石15‑25份,冰晶石1‑5份,钾冰晶石3‑5份,环氧树脂5‑10份;本发明的陶瓷砂轮磨料选用硬度高的各种原料进行配比,得到的砂轮硬度高,边缘不容易破碎,砂轮磨片打磨效率高,生产成本低,打磨后工件表面具有良好的光洁度和平整度,具有较好的社会效益和经济效益。
一种含有超硬磨料金属陶瓷结合剂的打磨列车专用砂轮及其制备方法.pdf
本发明涉及一种含有超硬磨料金属陶瓷结合剂的打磨列车专用砂轮及其制备方法,它是由如下原料制成:CBN磨料、金属结合剂、辅助磨料、陶瓷结合剂、固体润滑剂和造孔剂;它的制备方法包括以下步骤:(1)按照上述配比称取金刚石粉末、CBN磨料、金属结合剂、辅助磨料、陶瓷结合剂、固体润滑剂和造孔剂,再加入粘结剂,混合,过筛,获得成型料;(2)压制:将成型料均匀投入模具内并刮平,置入液压机定模热压,冷却出模后得砂轮坯体;然后干燥、烧结、加工检验、包装、入库,制得成品。该砂轮能够有效地提高其强度、自锐性能和磨削性能,从而相应