
加热炉自动上料装置.pdf

安双****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
加热炉自动上料装置.pdf
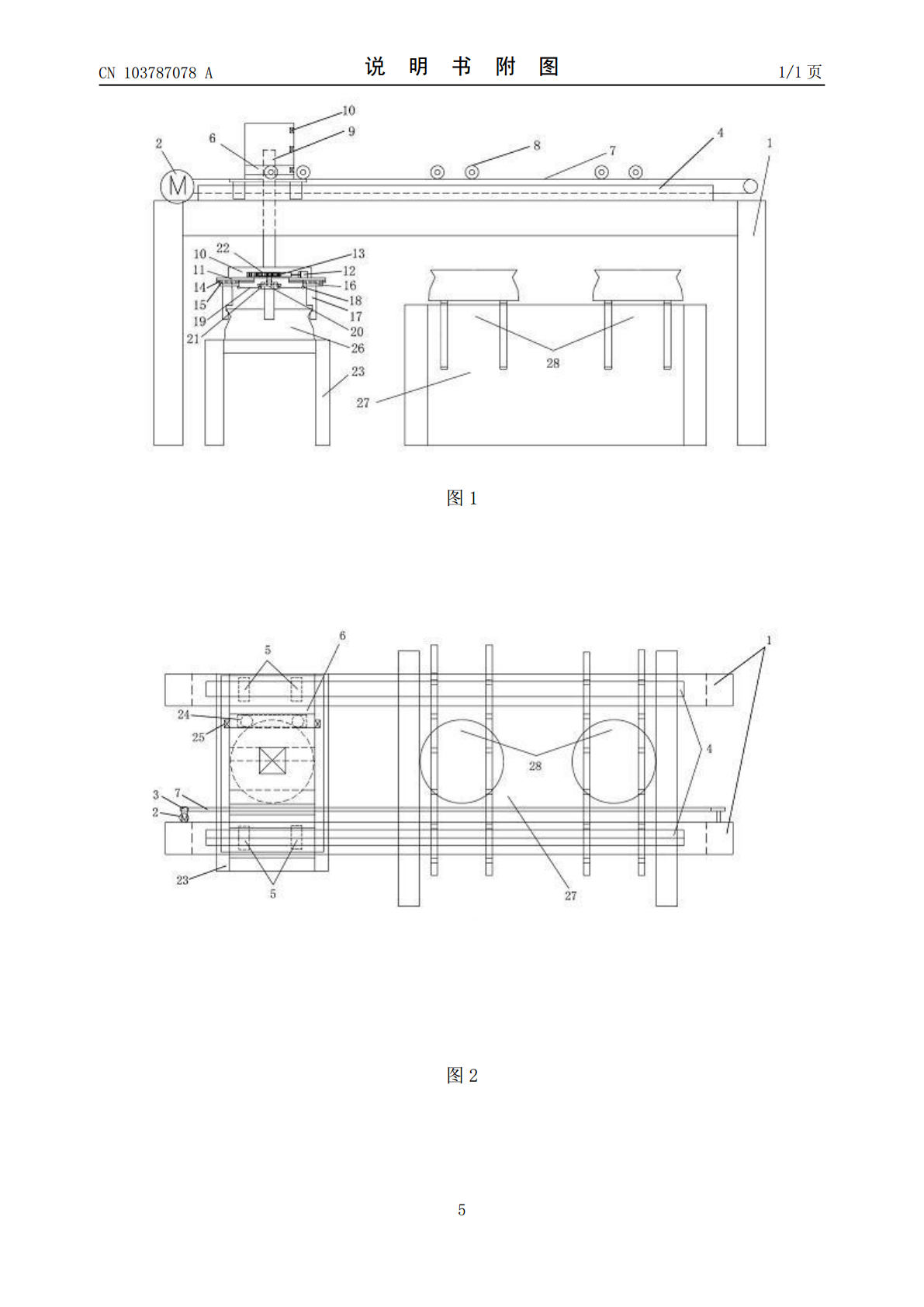
一种加热炉自动上料装置,它包括有主机架,一套行走夹紧机构,及一段设置有阻挡机构的辊道构成。当辊道上的检测开关发出料准备好信号后,行走夹紧机构会自动夹取辊道上的坯料并等待。当加热炉的某条生产线发出信号后,行走夹紧机构会自动移动到生产线相应位置并放下坯料,然后返回等待辊道发出的坯料准备好信号。本加热炉自动上料装置用于轮毂自动生产线中,能够实现给加热炉进行全自动上料,可以实现上料位置的精确定位,并且,具有性能稳定,维护简单的特点。
加热炉的自动上料装置.pdf
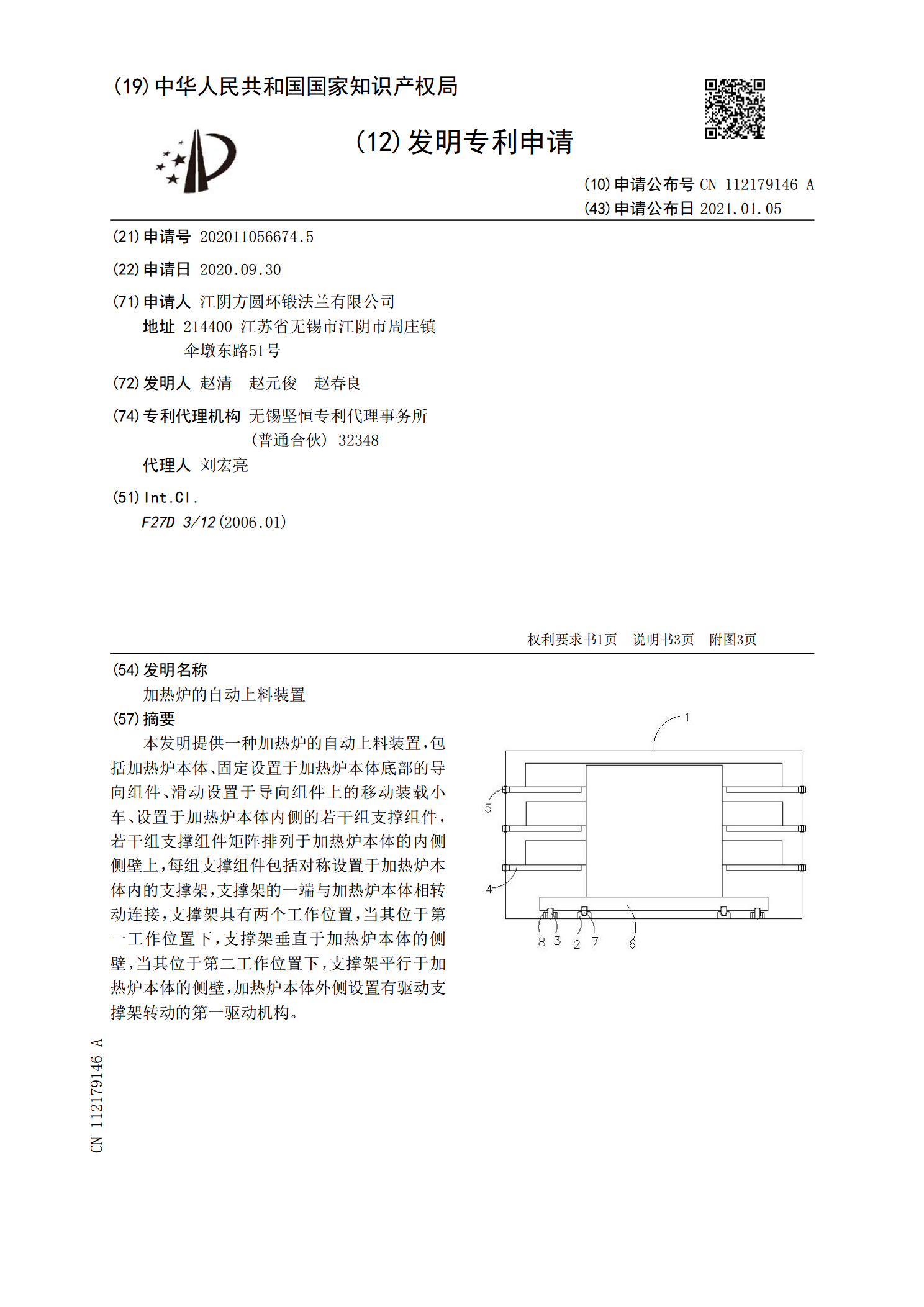
本发明提供一种加热炉的自动上料装置,包括加热炉本体、固定设置于加热炉本体底部的导向组件、滑动设置于导向组件上的移动装载小车、设置于加热炉本体内侧的若干组支撑组件,若干组支撑组件矩阵排列于加热炉本体的内侧侧壁上,每组支撑组件包括对称设置于加热炉本体内的支撑架,支撑架的一端与加热炉本体相转动连接,支撑架具有两个工作位置,当其位于第一工作位置下,支撑架垂直于加热炉本体的侧壁,当其位于第二工作位置下,支撑架平行于加热炉本体的侧壁,加热炉本体外侧设置有驱动支撑架转动的第一驱动机构。
一种锻造加热炉的自动上料装置.pdf
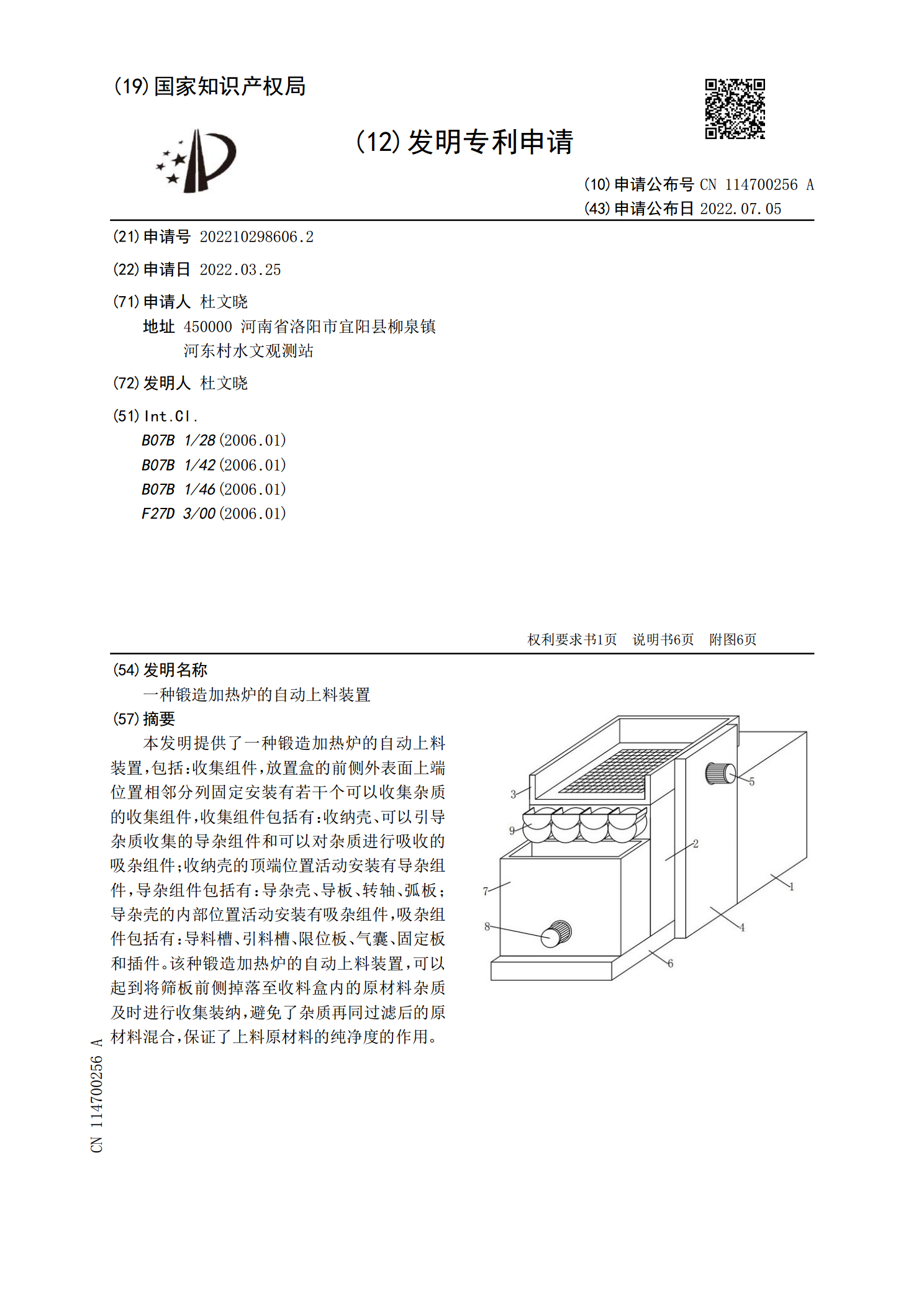
本发明提供了一种锻造加热炉的自动上料装置,包括:收集组件,放置盒的前侧外表面上端位置相邻分列固定安装有若干个可以收集杂质的收集组件,收集组件包括有:收纳壳、可以引导杂质收集的导杂组件和可以对杂质进行吸收的吸杂组件;收纳壳的顶端位置活动安装有导杂组件,导杂组件包括有:导杂壳、导板、转轴、弧板;导杂壳的内部位置活动安装有吸杂组件,吸杂组件包括有:导料槽、引料槽、限位板、气囊、固定板和插件。该种锻造加热炉的自动上料装置,可以起到将筛板前侧掉落至收料盒内的原材料杂质及时进行收集装纳,避免了杂质再同过滤后的原材料混
一种加热炉全自动上料装置.pdf
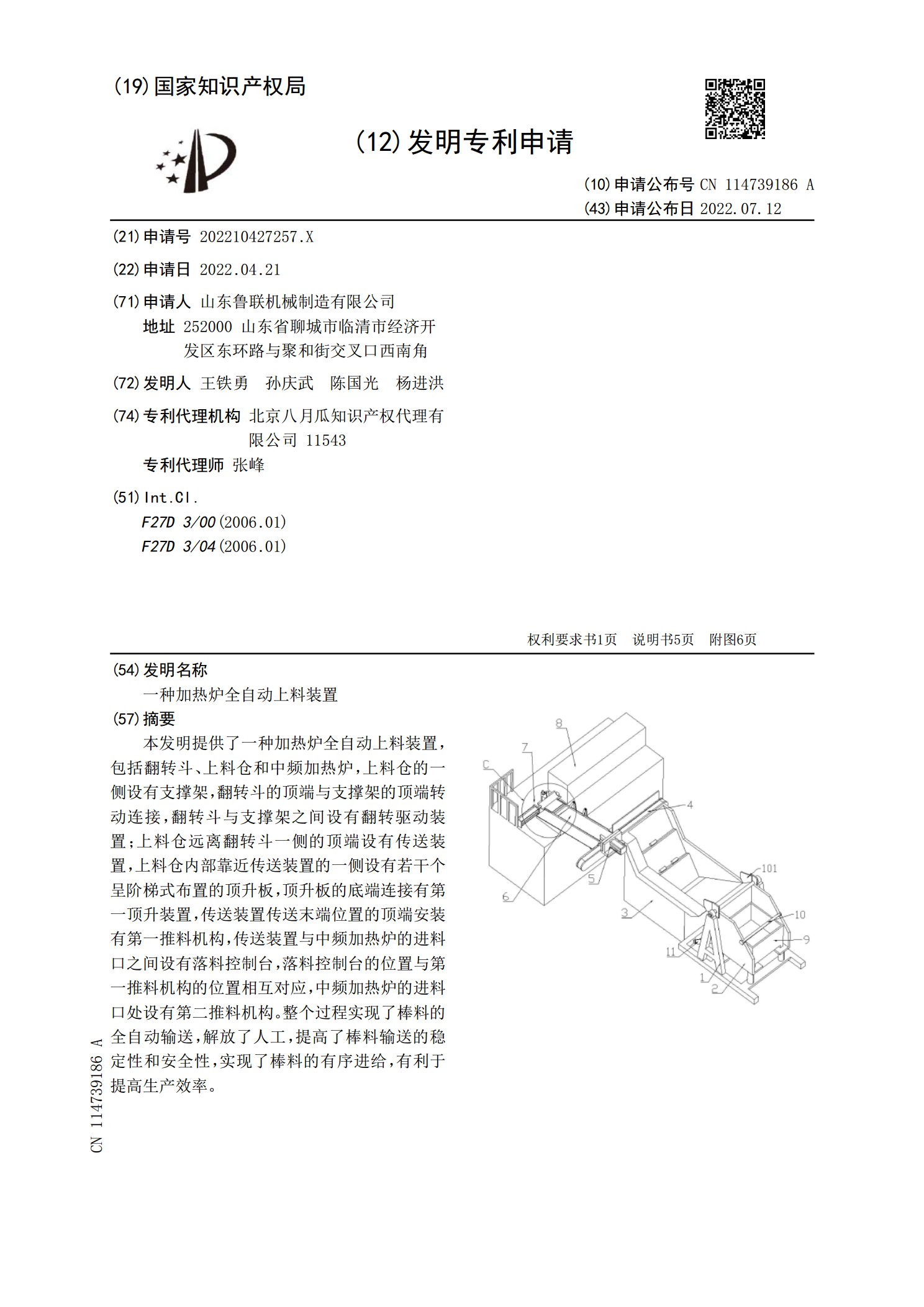
本发明提供了一种加热炉全自动上料装置,包括翻转斗、上料仓和中频加热炉,上料仓的一侧设有支撑架,翻转斗的顶端与支撑架的顶端转动连接,翻转斗与支撑架之间设有翻转驱动装置;上料仓远离翻转斗一侧的顶端设有传送装置,上料仓内部靠近传送装置的一侧设有若干个呈阶梯式布置的顶升板,顶升板的底端连接有第一顶升装置,传送装置传送末端位置的顶端安装有第一推料机构,传送装置与中频加热炉的进料口之间设有落料控制台,落料控制台的位置与第一推料机构的位置相互对应,中频加热炉的进料口处设有第二推料机构。整个过程实现了棒料的全自动输送,解
加热炉用金属棒自动上料装置.pdf
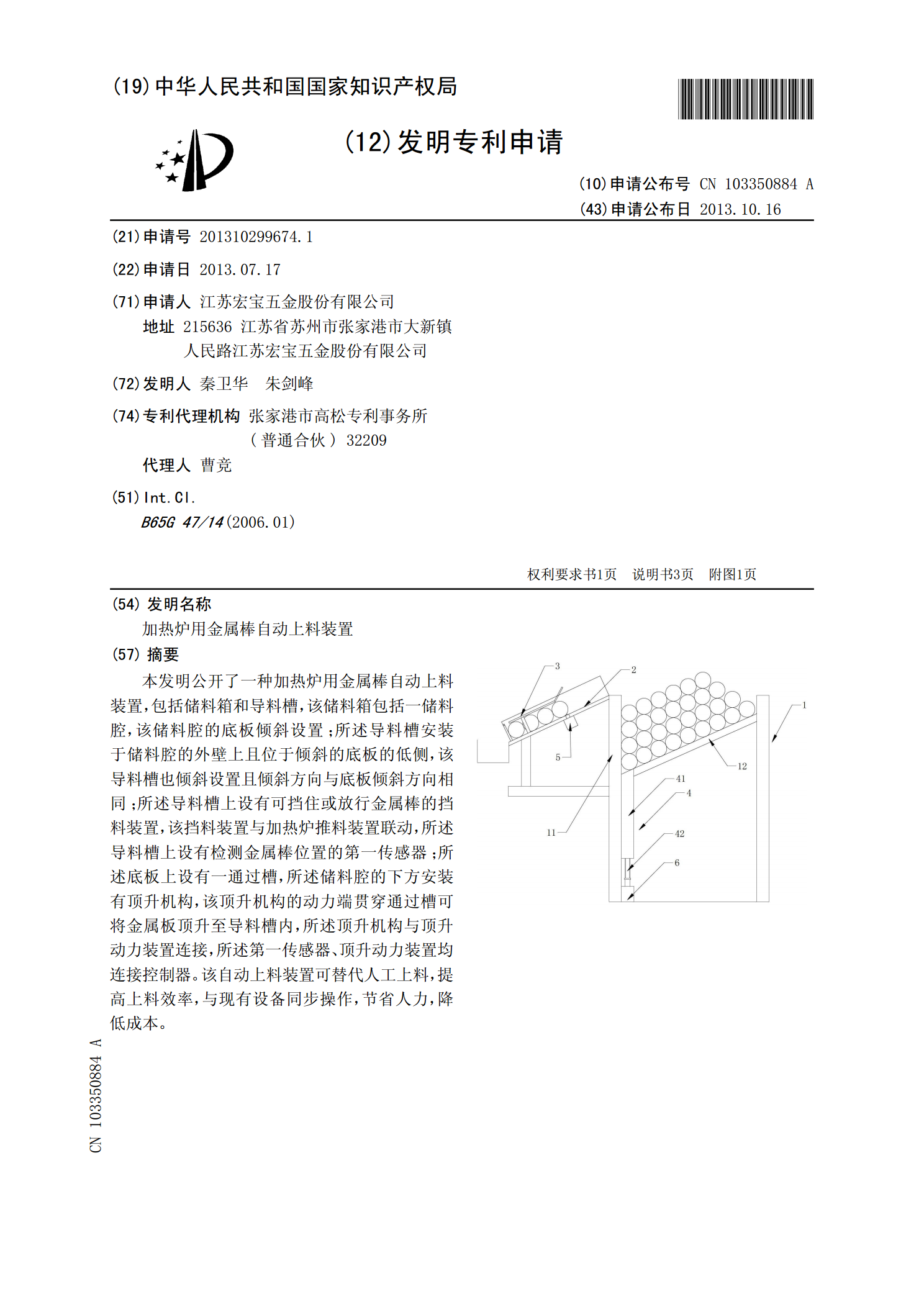
本发明公开了一种加热炉用金属棒自动上料装置,包括储料箱和导料槽,该储料箱包括一储料腔,该储料腔的底板倾斜设置;所述导料槽安装于储料腔的外壁上且位于倾斜的底板的低侧,该导料槽也倾斜设置且倾斜方向与底板倾斜方向相同;所述导料槽上设有可挡住或放行金属棒的挡料装置,该挡料装置与加热炉推料装置联动,所述导料槽上设有检测金属棒位置的第一传感器;所述底板上设有一通过槽,所述储料腔的下方安装有顶升机构,该顶升机构的动力端贯穿通过槽可将金属板顶升至导料槽内,所述顶升机构与顶升动力装置连接,所述第一传感器、顶升动力装置均连接