
一种真空感应熔炼炉用石墨坩埚打结固定方法.pdf

Ch****75

1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空感应熔炼炉用石墨坩埚打结固定方法.pdf
本发明涉及真空冶金领域,具体为一种真空感应熔炼炉用石墨坩埚打结固定的方法。固定和支撑石墨坩埚的材料包含三层结构。第一层为一块圆形的耐高温氧化铝陶瓷垫;第二层由耐高温的正六边形氧化锆陶瓷方砖铺砌而成;第三层是靠近石墨坩埚部分,由颗粒及粉状的耐高温打结料捣打而成。本发明可以提高打结坩埚和拆炉的效率,并且可以节约打结固定石墨坩埚所需要的材料。
真空感应熔炼炉用坩埚的制备方法.pdf
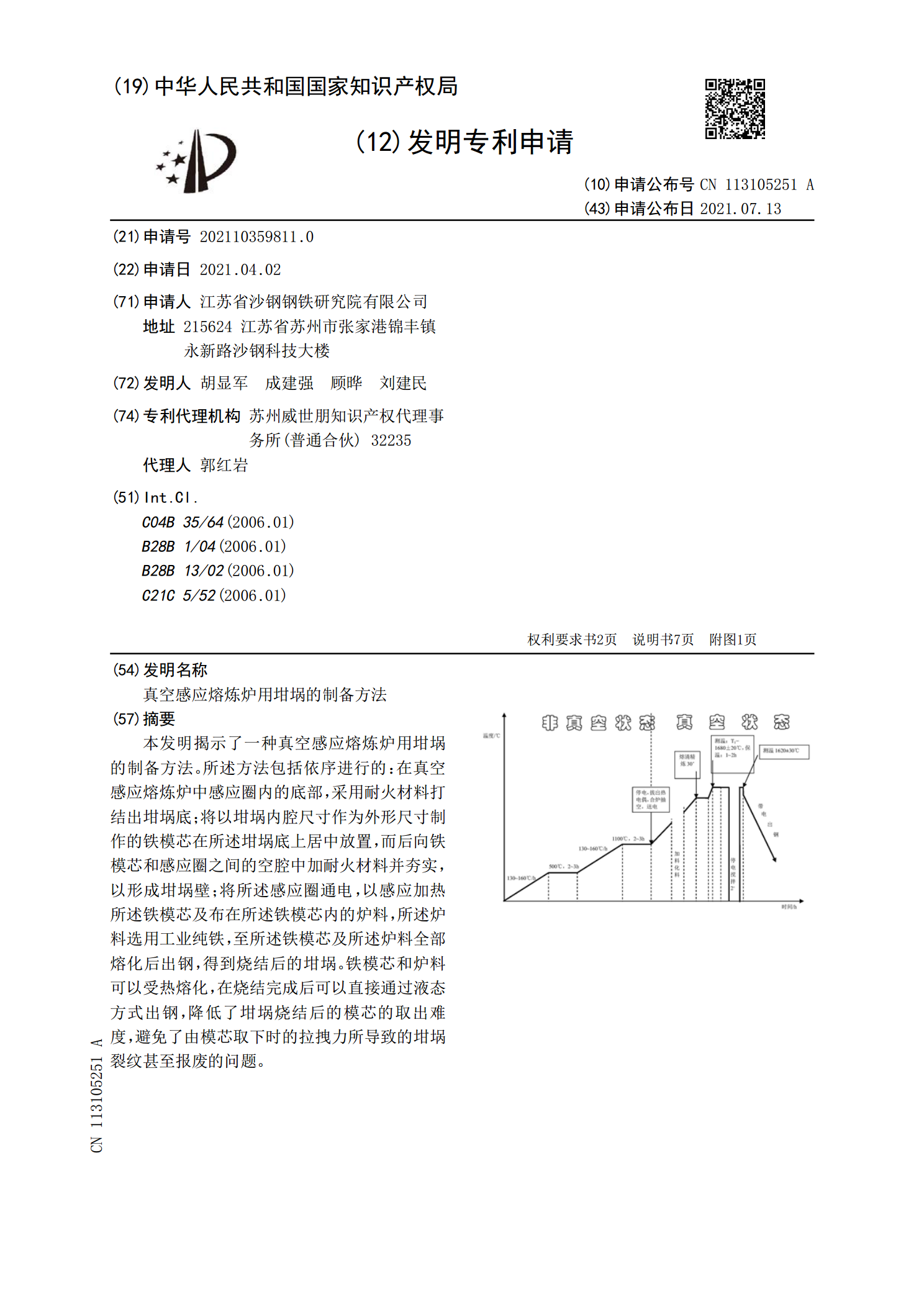
本发明揭示了一种真空感应熔炼炉用坩埚的制备方法。所述方法包括依序进行的:在真空感应熔炼炉中感应圈内的底部,采用耐火材料打结出坩埚底;将以坩埚内腔尺寸作为外形尺寸制作的铁模芯在所述坩埚底上居中放置,而后向铁模芯和感应圈之间的空腔中加耐火材料并夯实,以形成坩埚壁;将所述感应圈通电,以感应加热所述铁模芯及布在所述铁模芯内的炉料,所述炉料选用工业纯铁,至所述铁模芯及所述炉料全部熔化后出钢,得到烧结后的坩埚。铁模芯和炉料可以受热熔化,在烧结完成后可以直接通过液态方式出钢,降低了坩埚烧结后的模芯的取出难度,避免了由模

真空感应熔炼炉用坩埚的制备方法.pdf
本发明揭示了一种真空感应熔炼炉用坩埚的制备方法。所述方法的捣打坩埚工序包括:在真空感应熔炼炉中感应圈内的底部,采用耐火材料打结出坩埚底,将所述坩埚底上表面的耐火材料刮平;将以坩埚内腔尺寸作为外形尺寸制作的模芯在所述坩埚底上居中放置,而后逐层加料并夯实,以形成坩埚壁;其中,每当向模芯和感应圈之间的空腔中加入厚度为5~10cm的一层耐火材料,使用振动器夯实,而后将该层耐火材料的上部1~3cm划松,再加入下一层耐火材料;使用预制的成型砖在所述坩埚壁上方制备出坩埚嘴;或者将与水均匀混合后的耐火材料置于所述坩埚壁上

一种真空感应熔炼炉坩埚的打炉方法.pdf
本发明公开了一种真空感应熔炼炉坩埚的打炉方法,涉及感应炉坩埚制作技术领域。本发明所述真空感应熔炼炉坩埚的打炉方法包括如下步骤:固定线圈;以高纯石英砂和结合剂配制砂料A、砂料B;以砂料A打制炉底;以筑炉炉衬材料进行炉衬衬底和炉壁的打结;待打结至自上而下数第二根线圈的上端时,以砂料B进行炉口打结,打结至线圈的顶部,得到新打制的坩埚;烘烤,得到所述真空感应熔炼炉坩埚;所述步骤(2)中,砂料A由如下重量份的成分组成:高纯石英砂86~88份和结合剂12~14份,砂料B由如下重量份的成分组成:高纯石英砂75~77份和
一种真空炉坩埚打结方法.pdf
一种真空炉坩埚打结方法,属于感应炉坩埚制作技术领域。步骤为固定炉底座后,在感应圈四周及炉底垫一层石棉布进行炉底打结;然后铺、填电熔镁砂重复操作打结到第一圈感应圈上沿,并沿感应圈四周将电熔镁砂交叉划松,之后坐石墨芯进行炉身打结,填入新电熔镁砂并分层加砂打结,打结4~5遍至3/4钢液面位置后,余料兑入白刚玉粉和水玻璃继续进行炉口打结;最后放好炉嘴模具打结炉嘴;全部完成后要求炉嘴上翘15~30°。优点在于,设备易于修补,有效延长使用寿命长。