
核电容器用SA508-3大型锻件的性能热处理方法.pdf

猫巷****熙柔

1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
提高核电容器用大型锻件强韧性的性能热处理方法.pdf
本发明公开了一种提高核电容器用大型锻件强韧性的性能热处理方法,用于对材料为SA508-3,外径为3.5~6.5m、高度不超过5m、壁厚为100~250mm的核电容器用锻件进行性能热处理,采用电加热环形炉;电加热环形炉的温度控制精度为±10℃;包括如下步骤:第一步,亚温淬火;第二步,淬火;第三步,回火。本发明在调质热处理前增加一次亚温淬火,由于亚温淬火温度低,锻件材料未经过完全的奥氏体化,这些未溶铁素体可阻止晶粒长大,沿淬火前原粗大奥氏体晶界可形成极细的奥氏体晶粒,从而能够获得较好的晶粒细化效果,为后续调质
核电容器用SA508-3大型锻件的性能热处理方法.pdf
本发明公开了一种核电容器用SA508-3大型锻件的性能热处理方法,用于对材料为SA508-3,外径为3.5~6.5m、高度不超过5m、壁厚为100~250mm的核电容器用锻件进行性能热处理,包括以下步骤:第一步,第一次淬火;将锻件进炉加热至600~700℃后保温4~5小时;然后以≤100℃/小时的升温速度加热至880~920℃之间保温4~5小时;之后出炉水冷至室温;第二步,第二次淬火;第三步,回火;将锻件以≤100℃/小时的升温速度加热至635~660℃后保温4~5小时,出炉空冷。本发明在高温回火前采用多
一种大型铸锻件热处理性能物理模拟方法.pdf
本专利介绍了一种大型铸锻件热处理性能物理模拟方法,具体步骤为:选用测温试块,并在测温试块上加工不同深度的测温孔;在测温试块上的测温孔中加装热电偶并密封;在待模拟热处理性能的铸锻件本体取料加工若干试样坯,将试样坯装入可控冷速的热处理装置中;将试样坯在热处理装置中加热、保温,然后按已输入系统的淬火冷却温度场数据冷却至特定温度后出炉;将出炉的试样进行回火,然后进行热处理性能检测,得到大型铸锻件的热处理模拟性能结果,热处理性能模拟工作完成。本发明用实现了纯物理方法的热处理性能模拟,规避了数值模拟热处理性能误差大的
提高核电用Cr-Ni-Mo材质大型锻件综合机械性能的热处理工艺.pdf
本发明公开了一种提高核电用Cr‑Ni‑Mo材质大型锻件综合机械性能的热处理工艺,包括1)一次正火:先将锻件加热到600℃~650℃并保温,再升温至900℃~940℃均温后再次保温,出炉后鼓风冷却至室温;2)二次正火:将经一次正火后的锻件加热到600℃~650℃并保温,再升温至840℃~880℃均温后再次保温,出炉后鼓风冷却至室温;3)淬火:将经二次正火后的锻件加热到600℃~650℃并保温,再升温至850℃~890℃均温后再次保温,出炉后水冷至250℃以下;4)高温回火将淬火后的锻件加热到200℃~250
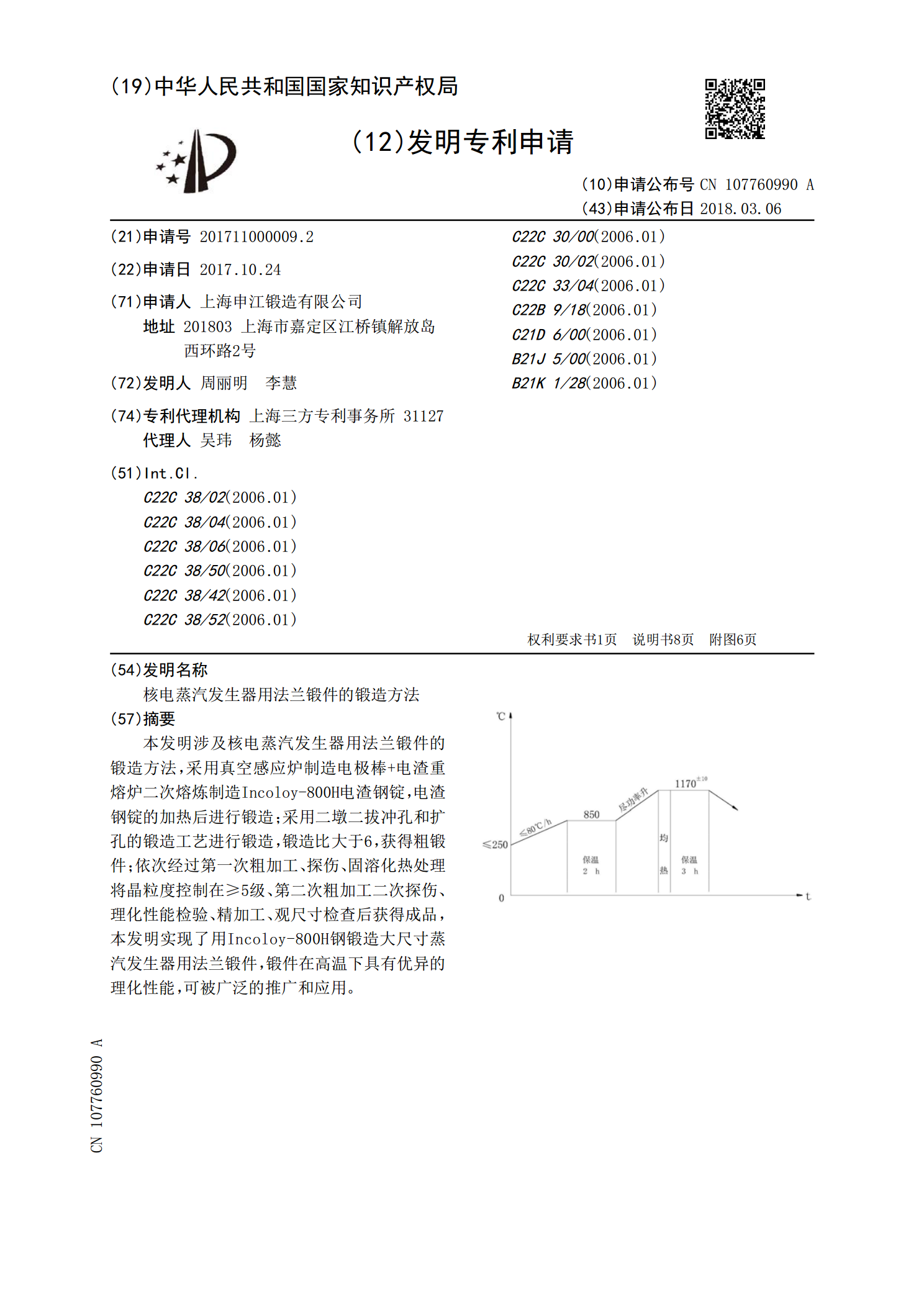
核电蒸汽发生器用法兰锻件的锻造方法.pdf
本发明涉及核电蒸汽发生器用法兰锻件的锻造方法,采用真空感应炉制造电极棒+电渣重熔炉二次熔炼制造Incoloy‑800H电渣钢锭,电渣钢锭的加热后进行锻造;采用二墩二拔冲孔和扩孔的锻造工艺进行锻造,锻造比大于6,获得粗锻件;依次经过第一次粗加工、探伤、固溶化热处理将晶粒度控制在≥5级、第二次粗加工二次探伤、理化性能检验、精加工、观尺寸检查后获得成品,本发明实现了用Incoloy‑800H钢锻造大尺寸蒸汽发生器用法兰锻件,锻件在高温下具有优异的理化性能,可被广泛的推广和应用。