
提高核电用Cr-Ni-Mo材质大型锻件综合机械性能的热处理工艺.pdf

哲妍****彩妍

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
提高核电用Cr-Ni-Mo材质大型锻件综合机械性能的热处理工艺.pdf
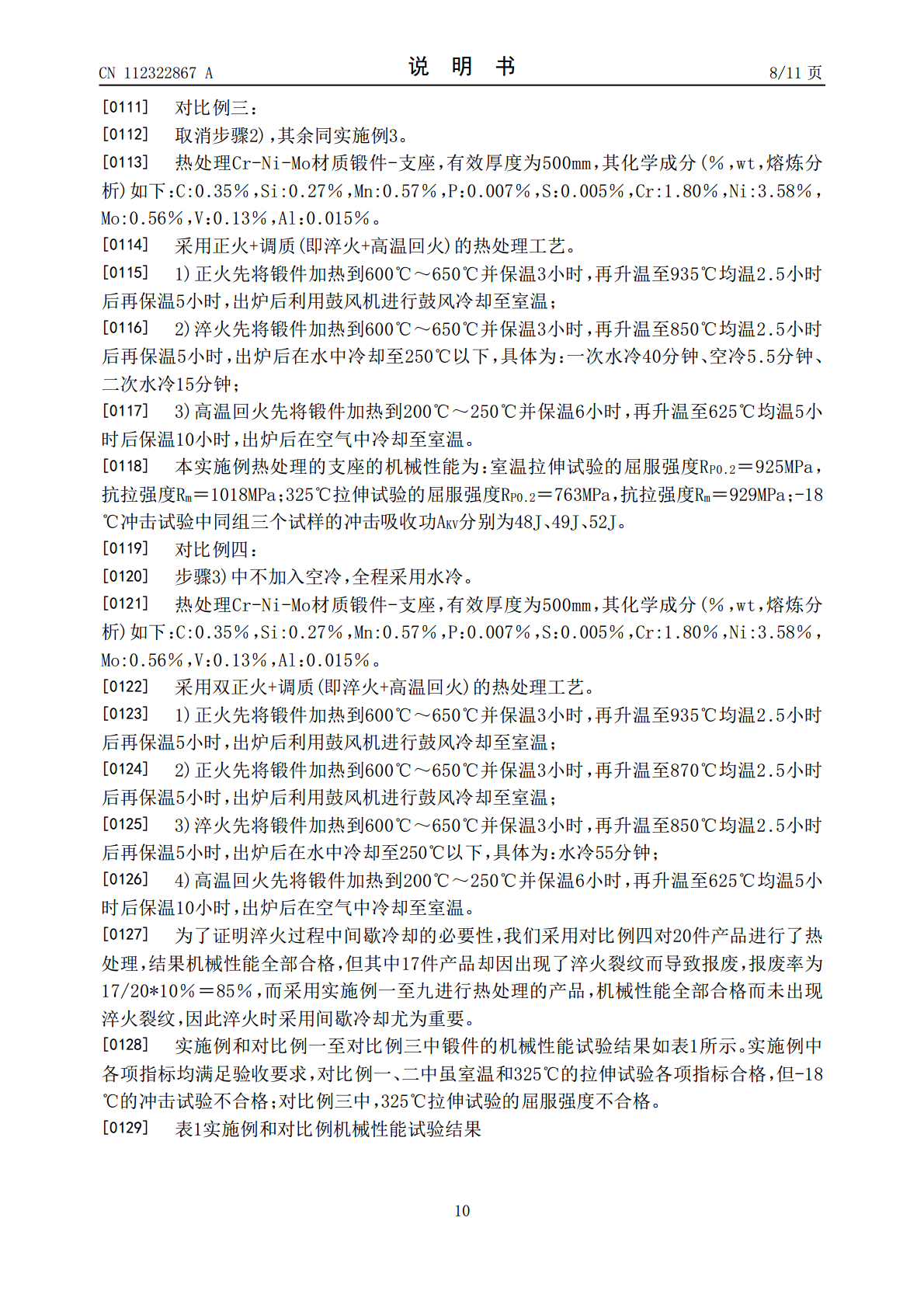
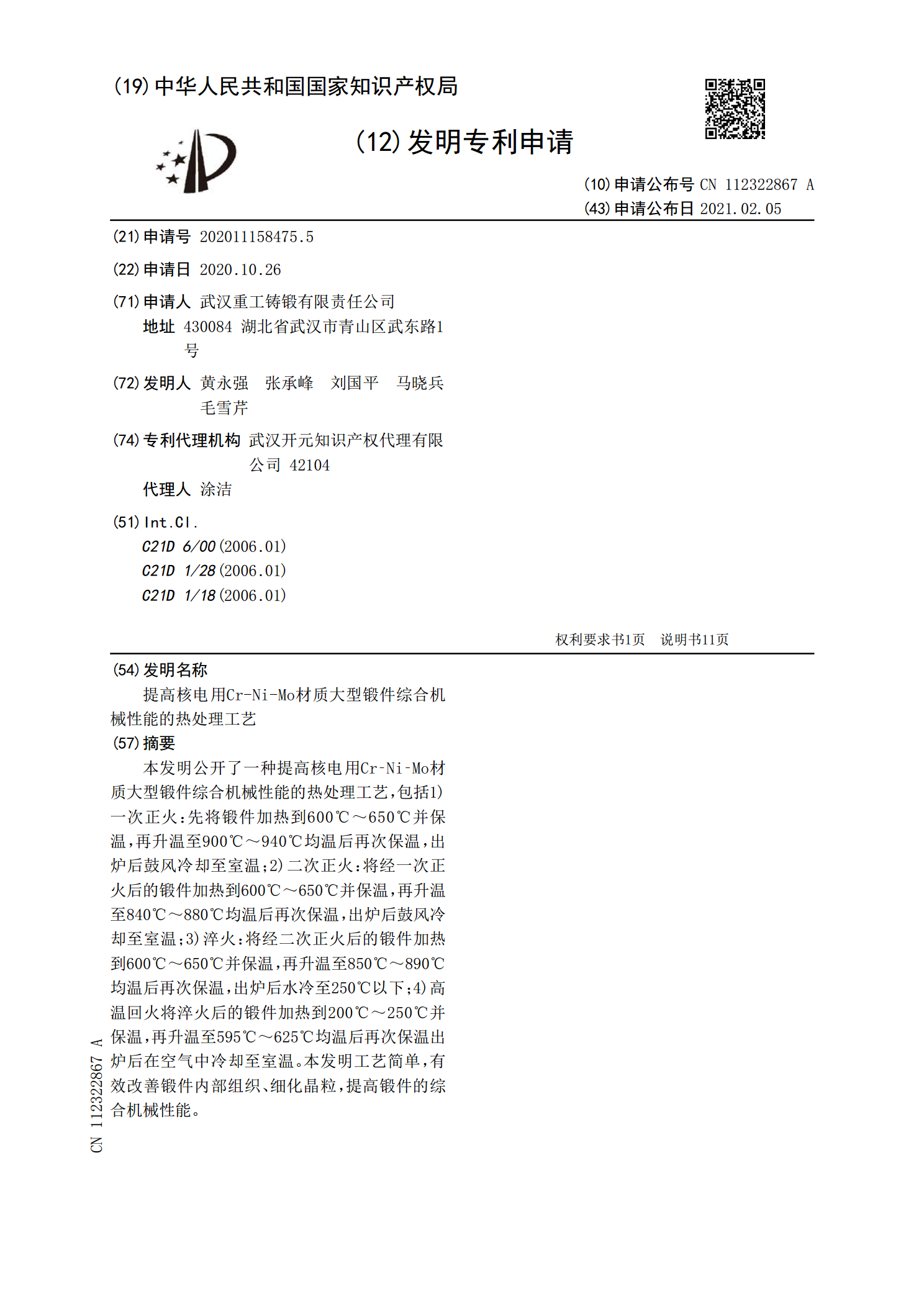
本发明公开了一种提高核电用Cr‑Ni‑Mo材质大型锻件综合机械性能的热处理工艺,包括1)一次正火:先将锻件加热到600℃~650℃并保温,再升温至900℃~940℃均温后再次保温,出炉后鼓风冷却至室温;2)二次正火:将经一次正火后的锻件加热到600℃~650℃并保温,再升温至840℃~880℃均温后再次保温,出炉后鼓风冷却至室温;3)淬火:将经二次正火后的锻件加热到600℃~650℃并保温,再升温至850℃~890℃均温后再次保温,出炉后水冷至250℃以下;4)高温回火将淬火后的锻件加热到200℃~250
一种提高锻件锻后机械性能的热处理工艺.pdf
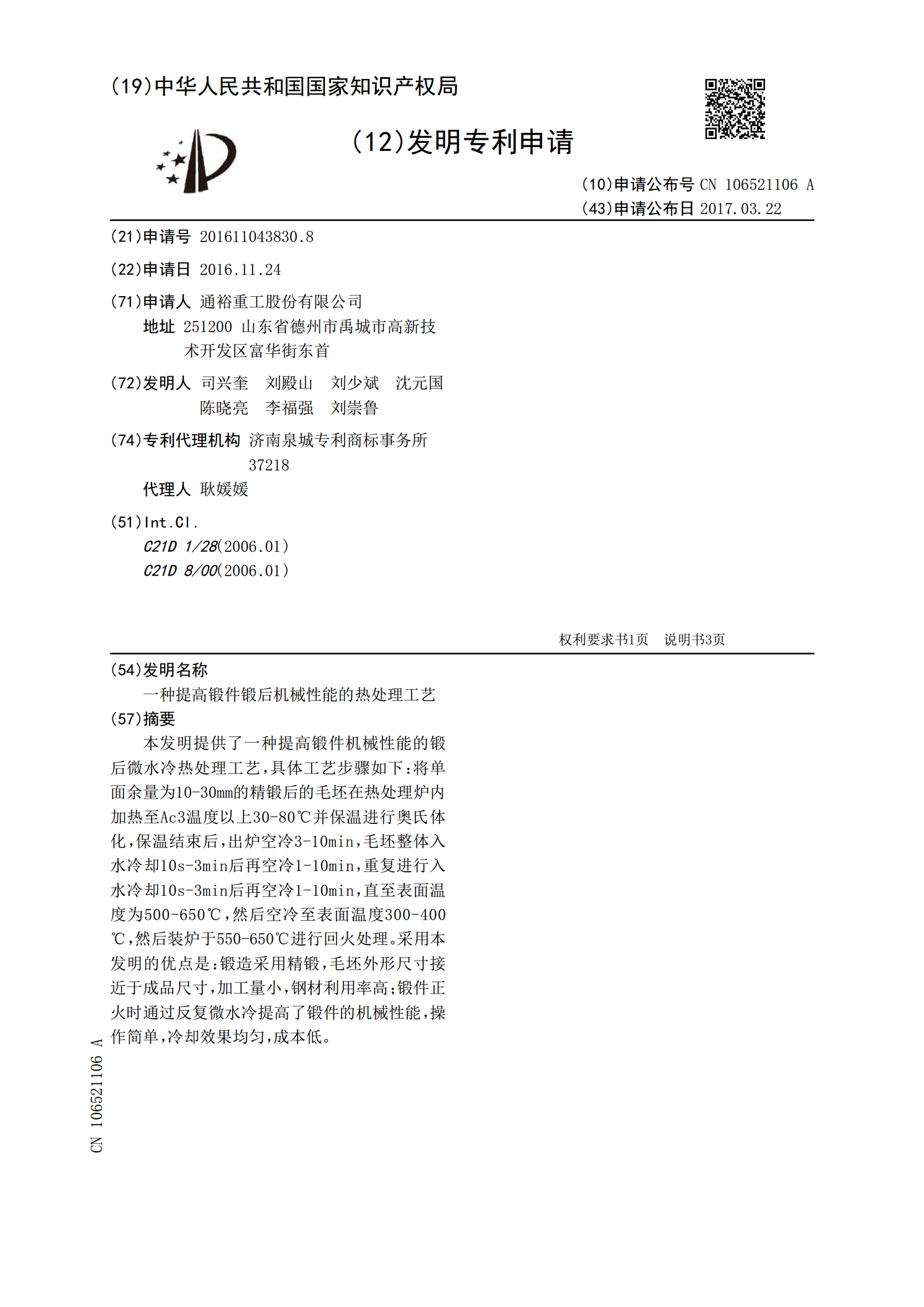
本发明提供了一种提高锻件机械性能的锻后微水冷热处理工艺,具体工艺步骤如下:将单面余量为10‑30mm的精锻后的毛坯在热处理炉内加热至Ac3温度以上30‑80℃并保温进行奥氏体化,保温结束后,出炉空冷3‑10min,毛坯整体入水冷却10s‑3min后再空冷1‑10min,重复进行入水冷却10s‑3min后再空冷1‑10min,直至表面温度为500‑650℃,然后空冷至表面温度300‑400℃,然后装炉于550‑650℃进行回火处理。采用本发明的优点是:锻造采用精锻,毛坯外形尺寸接近于成品尺寸,加工量小,钢材
提高核电容器用大型锻件强韧性的性能热处理方法.pdf
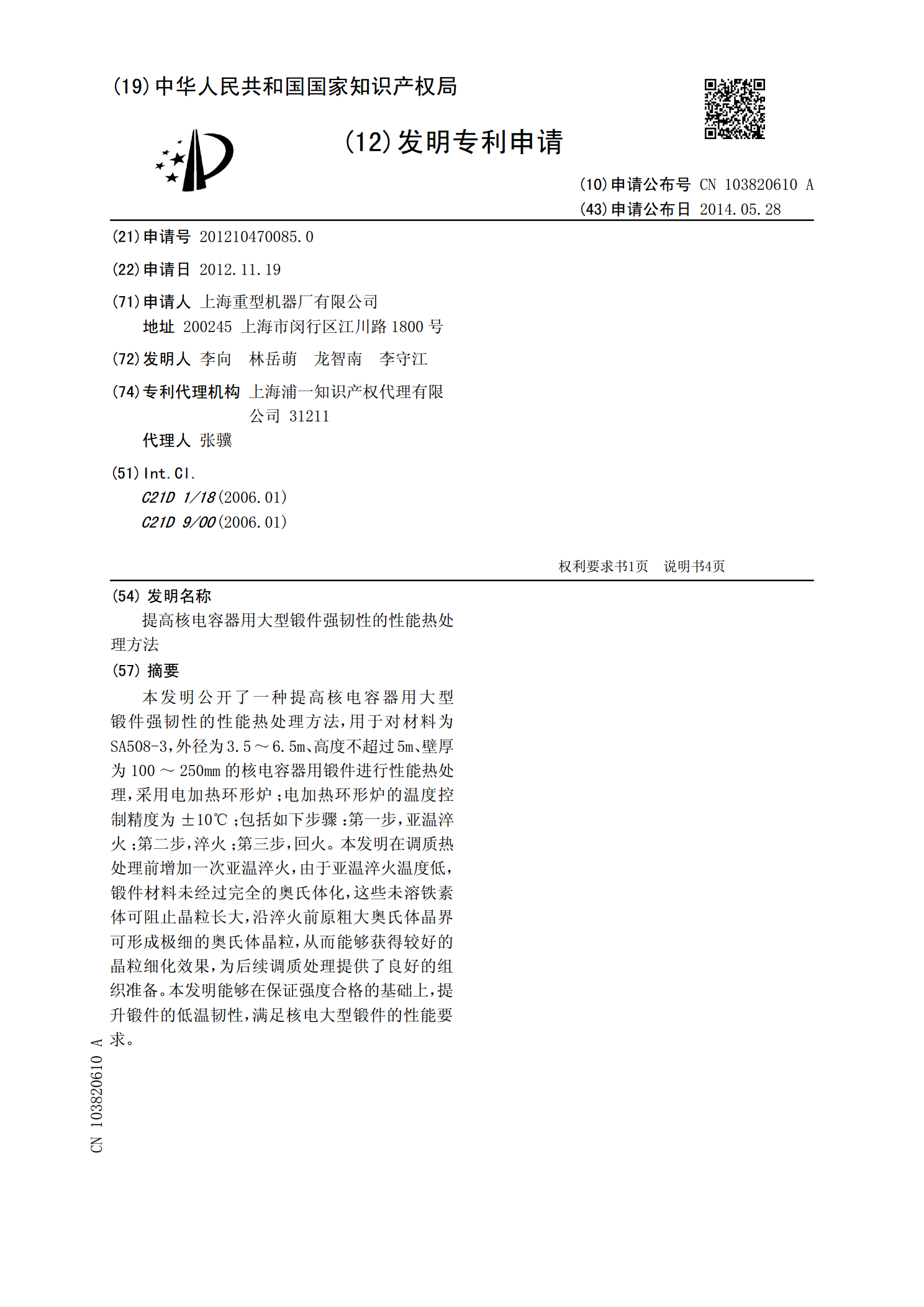
本发明公开了一种提高核电容器用大型锻件强韧性的性能热处理方法,用于对材料为SA508-3,外径为3.5~6.5m、高度不超过5m、壁厚为100~250mm的核电容器用锻件进行性能热处理,采用电加热环形炉;电加热环形炉的温度控制精度为±10℃;包括如下步骤:第一步,亚温淬火;第二步,淬火;第三步,回火。本发明在调质热处理前增加一次亚温淬火,由于亚温淬火温度低,锻件材料未经过完全的奥氏体化,这些未溶铁素体可阻止晶粒长大,沿淬火前原粗大奥氏体晶界可形成极细的奥氏体晶粒,从而能够获得较好的晶粒细化效果,为后续调质

大型铸锻件热处理工艺.docx
大型铸锻件热处理工艺大型铸锻件热处理工艺摘要:大型铸锻件是现代制造业中常见的一类重要零部件,其质量和性能直接影响到整个工程装备的可靠性和使用寿命。热处理技术是提高大型铸锻件材料性能的重要手段,热处理工艺对于大型铸锻件的内部组织、力学性能和表面性能均有影响。本文主要介绍了大型铸锻件的热处理工艺,包括热处理的目的、分类、工艺参数的选择、具体工艺过程以及常见问题的处理。一、引言大型铸锻件是指重量超过100千克,并且尺寸较大的铸锻件。这类件通常在航空、航天、船舶、核工业等领域中使用,承受着各种复杂的力学载荷和工作

大型耳轴锻件热处理工艺研究.docx
大型耳轴锻件热处理工艺研究收稿日期:2013-04-06作者简介:郎庆斌(1980-)男硕士工程师.主要从事大型铸锻件的材料及热处理技术研究、齿轮渗碳工艺技术研究.E-mail:.摘要:通过对18CrMnMoB钢进行不同温度的淬火、回火调质处理测定其力学性能并对其显微组织进行对比分析找出合理的热处理工艺范围.结果表明:18CrMnMoB钢的最佳淬火温度范围为880~900℃大型耳轴水淬后在560~580℃回火具有良好的强韧性性能完全