
轧机硬面辊的制造方法.pdf

书生****66

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轧机硬面辊的制造方法.pdf
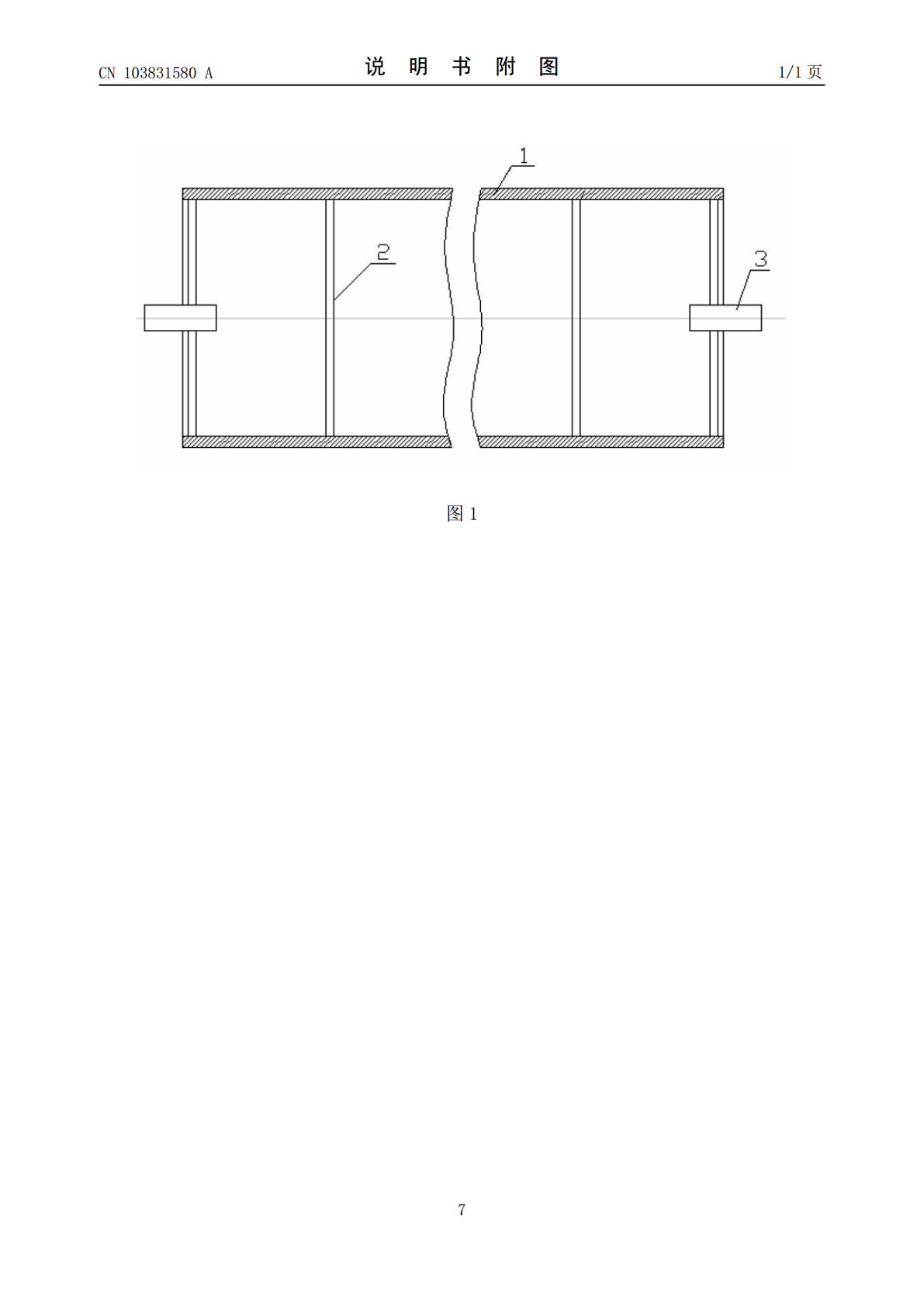
本发明公开了一种轧机硬面辊的制造方法,硬面辊辊身采用45#钢或50#钢板材卷板圈圆,辊身拼接缝制作成Y型坡口焊接,焊后石棉包裹焊缝并保温缓冷,辊身复轧整圆,要求圆度≤2mm,淬火前辊身内圈间隔设置若干圈形支撑筋板、两端安装辅助工装轴头,辊身外圆机加工至淬火前尺寸;采用立式中频淬火方式对辊身表面淬火,淬火后移入电炉或燃气炉内回火处理;拆除安装的工装,辊身内孔机加工到硬面辊尺寸、两端安装轴头辐板;磨削辊身表面至喷涂前尺寸,辊身表面制备耐磨防腐涂层并磨削至工艺要求粗糙度。本方法克服了辊身的条状色差缺陷,控制辊身
用于钢管轧机的复合辊套及其制造方法.pdf
用于钢管轧机的复合辊套及其制造方法,属于轧钢技术领域。分别在中频感应电炉内熔炼复合辊套的外层材料和内层材料,外层材料的化学组成及其质量分数为2.19‑2.35%C,0.82‑0.97%B,0.31‑0.38%Al,8.87‑9.16%Cr,3.57‑3.76%Mn,0.52‑0.58%Te,0.15‑0.23%Ce,0.08‑0.13%Ti,0.05‑0.11%N,0.13‑0.17%Ca,0.54‑0.70%Si,
用于Kocks轧机复合辊环及其制造方法.pdf
用于Kocks轧机复合辊环及其制造方法,属于轧钢技术领域,使用无缝钢管作为复合辊环的内层,外层使用高碳高钴耐磨钢,外层材料熔炼过程中,先将铌铁、生铁、废钢和金属钴在炉内混合加热熔化,当炉内温度达到1583‑1605℃时,加入铬铁和钼铁,钢水熔清后,化验并调整炉内钢水成分,外层金属液体和内层无缝钢管实现牢固的冶金结合,获得的复合辊环强韧性好,且工作层红硬性好,具有优异的抗高温磨损能力,在Kocks轧机使用,效果良好。

森吉米尔轧机工作辊的制造方法.pdf
本发明公开了一种森吉米尔轧机工作辊的制造方法,包括:电炉冶炼→真空脱气→炉外精炼→浇注成锭→锻打成坯→预备热处理→辊面粗车→粗加工→最终热处理→精加工→成品,炉外精炼之后进行真空浇注。所述用于森吉米尔轧机的工作辊,其材质中的化学组分及各组分的重量百分含量为C1.40-1.60%,Si≤0.60%,Mn≤0.60%,Cr11.00-13.00%,Mo0.80-1.20%,V0.70-1.00%,Co0.30-0.50%,P≤0.025%,S≤0.025%,其余为Fe和不可避免的杂质。本发明通过反复墩拔锻造及
一种kocks轧机复合辊环及制造方法.pdf
本发明公开了一种kocks轧机复合辊环及制造方法,包括以下步骤:将所述辊环芯的工作面进行车床加工,使工作面减少单边18mm;将所述辊环芯放置加热炉加热至400℃,并且保温8小时;将所述辊环芯的表面通过堆焊设置有单边2mm打底层焊丝;所述打底层焊丝的外层通过堆焊设置有单边2mm过渡层焊丝;所述过渡层焊丝的外层通过堆焊设置有单边14mm硬面层焊丝形成复合辊环;将所述复合辊环放置预加热的加热炉中随炉冷却;所述复合辊环进行若干次630℃高温回火。本方法生产的复合辊环采用了合金结构钢作为母坯,使辊环具有良好的机械韧