
一种用于退火炉的炉辊及其制备方法.pdf

靖烟****魔王


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于退火炉的炉辊及其制备方法.pdf
本发明公开了一种用于退火炉的炉辊,该炉辊包括钢质辊芯、陶瓷材料的辊体、金属材料的轴头和碳套,辊体内部开孔,辊芯穿置于辊体内孔中,轴头分别套置于辊体两端且相固定,碳套套置于辊体上,并通过陶瓷连接键与辊体相固定。本发明的还公开了一种用于退火炉的炉辊的制备方法。由于该辊体和连接键均为陶瓷材料,其膨胀系数低,具有耐高温、耐磨、不发生高温变形的特点,能够在高温状态下持续稳定,使用寿命较长,完全能够满足高温热处理等生产使用需求。
一种连续退火炉及其炉辊以及该炉辊的辊型设计方法.pdf
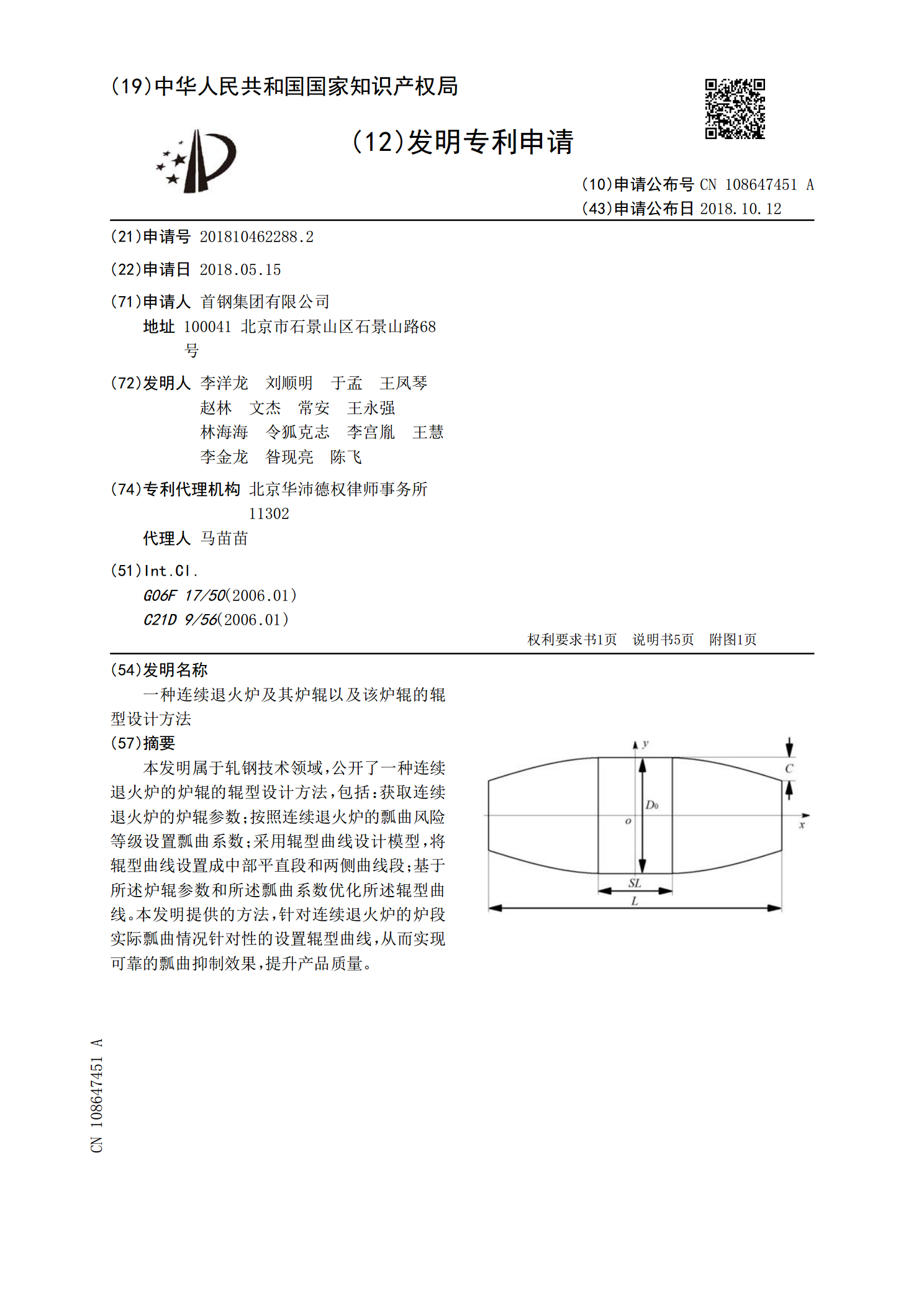
本发明属于轧钢技术领域,公开了一种连续退火炉的炉辊的辊型设计方法,包括:获取连续退火炉的炉辊参数;按照连续退火炉的瓢曲风险等级设置瓢曲系数;采用辊型曲线设计模型,将辊型曲线设置成中部平直段和两侧曲线段;基于所述炉辊参数和所述瓢曲系数优化所述辊型曲线。本发明提供的方法,针对连续退火炉的炉段实际瓢曲情况针对性的设置辊型曲线,从而实现可靠的瓢曲抑制效果,提升产品质量。
一种节能炉辊及其制备方法.pdf
本发明公开了一种节能炉辊,由辊身、轴端、轴头组装焊接而成,辊身为三层复合型结构,包括外层辊、中间层和内胆;的外层辊身为金属层,的中间层为高温纳米节能涂抹料,的内胆为离心铸管。本发明的辊身为三层复合型结构,外层辊身为金属层,材质为Cr

用于高温退火炉的纤维炉辊.pdf
本发明涉及用于金属薄板热处理所用的炉子领域,具体为一种用于高温退火炉的纤维炉辊。一种用于高温退火炉的纤维炉辊,包括前辊轴(11),其特征是:还包括后辊轴(12)、套管(2)、固定法兰(31)、活动法兰(32)、卡环(33)、纤维管(34)、导向管(4)和水管(5),固定法兰(31)和活动法兰(32)都套设在套管(2)的外侧面上,纤维管(34)包覆在套管(2)的外侧面上;套管(2)内设有导向管(4);水管(5)的前端依次经后辊轴(12)的支撑通孔(121)和导向管(4)后插入前辊轴(11)的支撑盲孔(111
一种用于辅助退火炉炉辊安装的装置.pdf
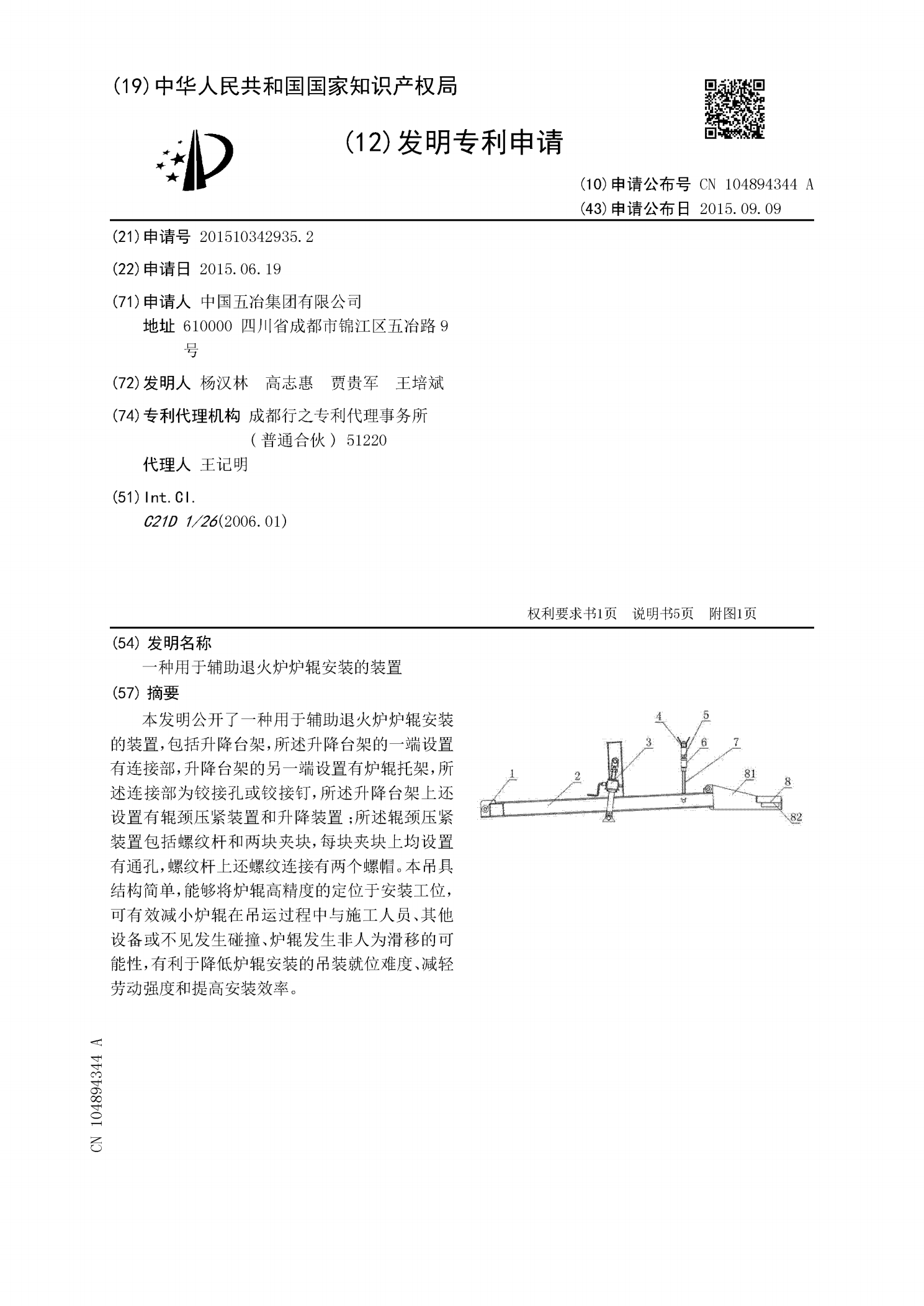
本发明公开了一种用于辅助退火炉炉辊安装的装置,包括升降台架,所述升降台架的一端设置有连接部,升降台架的另一端设置有炉辊托架,所述连接部为铰接孔或铰接钉,所述升降台架上还设置有辊颈压紧装置和升降装置;所述辊颈压紧装置包括螺纹杆和两块夹块,每块夹块上均设置有通孔,螺纹杆上还螺纹连接有两个螺帽。本吊具结构简单,能够将炉辊高精度的定位于安装工位,可有效减小炉辊在吊运过程中与施工人员、其他设备或不见发生碰撞、炉辊发生非人为滑移的可能性,有利于降低炉辊安装的吊装就位难度、减轻劳动强度和提高安装效率。