
一种节能炉辊及其制备方法.pdf

宏硕****mo

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种节能炉辊及其制备方法.pdf
本发明公开了一种节能炉辊,由辊身、轴端、轴头组装焊接而成,辊身为三层复合型结构,包括外层辊、中间层和内胆;的外层辊身为金属层,的中间层为高温纳米节能涂抹料,的内胆为离心铸管。本发明的辊身为三层复合型结构,外层辊身为金属层,材质为Cr

一种甩带炉铜辊涂层及其制备方法.pdf
本发明属于钕铁硼材料用甩带炉铜辊的表面强化技术领域,具体涉及到一种甩带炉铜辊涂层及其制备方法。一种甩带炉铜辊表面涂层包括金属陶瓷涂层,包括硅胶涂层,硅胶涂层由硅酸酯与水反应水解制得,由于硅胶涂层中‑Si‑O‑的网络结构具有一定的弹性及伸缩性,使涂层较好的抗冷热疲劳性能;甩带炉铜辊表面涂层还包括金属陶瓷涂层,金属陶瓷涂层包括Ni、Gr、Mo、W、Nb、Si、B、C及Zr元素;硅胶涂层涂覆在金属陶瓷涂层可以缓解各金属及陶瓷成分热膨胀造成的涂层膨胀,进而缓减因热膨胀差异造成的涂层的脱落,金属陶瓷涂层对硅胶涂层进
CSP隧道式辊底炉底辊辊环及其制备方法.pdf
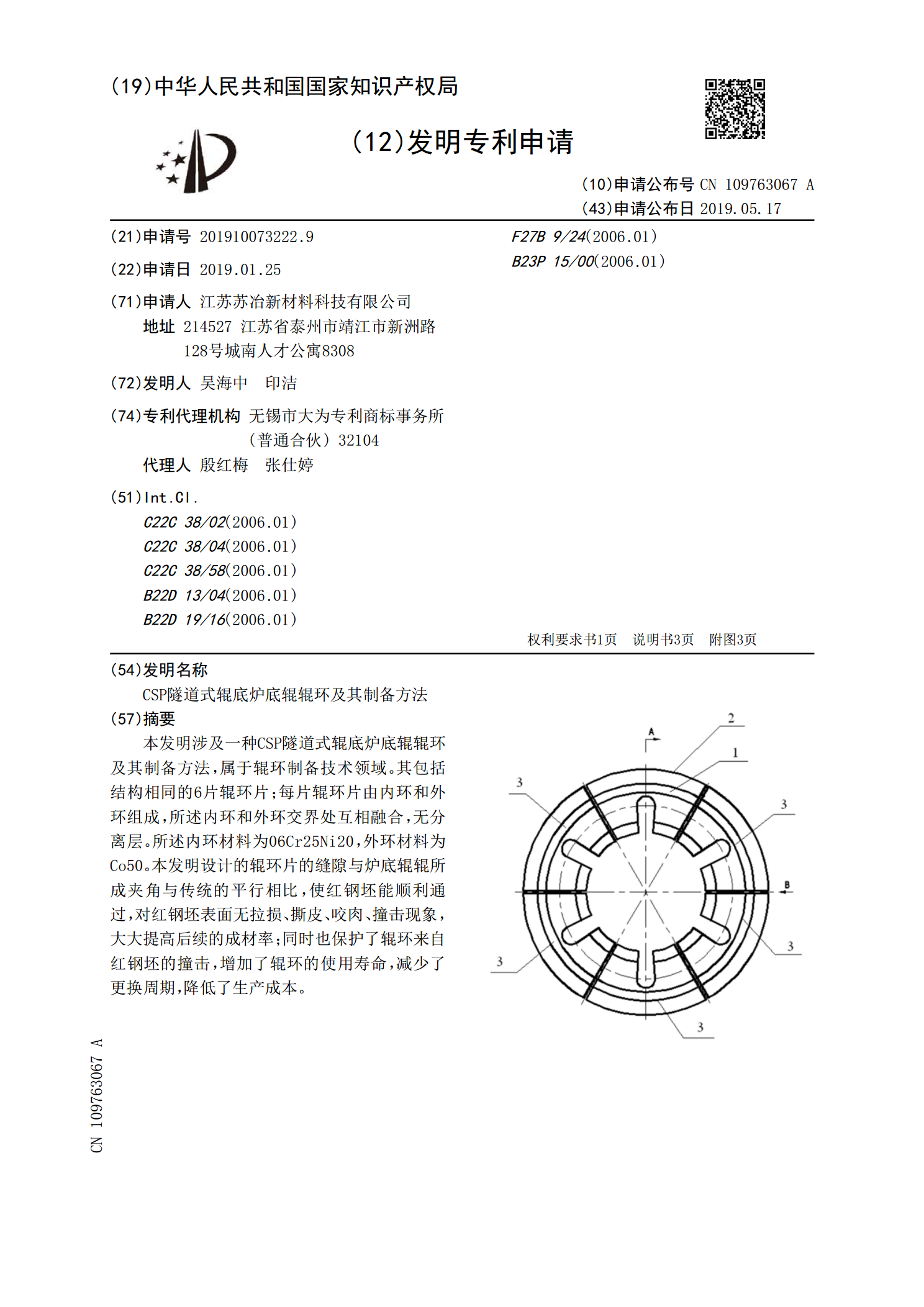
本发明涉及一种CSP隧道式辊底炉底辊辊环及其制备方法,属于辊环制备技术领域。其包括结构相同的6片辊环片;每片辊环片由内环和外环组成,所述内环和外环交界处互相融合,无分离层。所述内环材料为06Cr25Ni20,外环材料为Co50。本发明设计的辊环片的缝隙与炉底辊辊所成夹角与传统的平行相比,使红钢坯能顺利通过,对红钢坯表面无拉损、撕皮、咬肉、撞击现象,大大提高后续的成材率;同时也保护了辊环来自红钢坯的撞击,增加了辊环的使用寿命,减少了更换周期,降低了生产成本。

一种用于退火炉的炉辊及其制备方法.pdf
本发明公开了一种用于退火炉的炉辊,该炉辊包括钢质辊芯、陶瓷材料的辊体、金属材料的轴头和碳套,辊体内部开孔,辊芯穿置于辊体内孔中,轴头分别套置于辊体两端且相固定,碳套套置于辊体上,并通过陶瓷连接键与辊体相固定。本发明的还公开了一种用于退火炉的炉辊的制备方法。由于该辊体和连接键均为陶瓷材料,其膨胀系数低,具有耐高温、耐磨、不发生高温变形的特点,能够在高温状态下持续稳定,使用寿命较长,完全能够满足高温热处理等生产使用需求。
一种内衬浇注石英管炉辊及其制备方法.pdf
本发明公开了一种内衬浇注石英管炉辊,其包含以下质量份数的各组分:SiO