
一种500MPa级低屈强比直缝焊钢管及其制造方法.pdf

是你****优呀


1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种500MPa级低屈强比直缝焊钢管及其制造方法.pdf
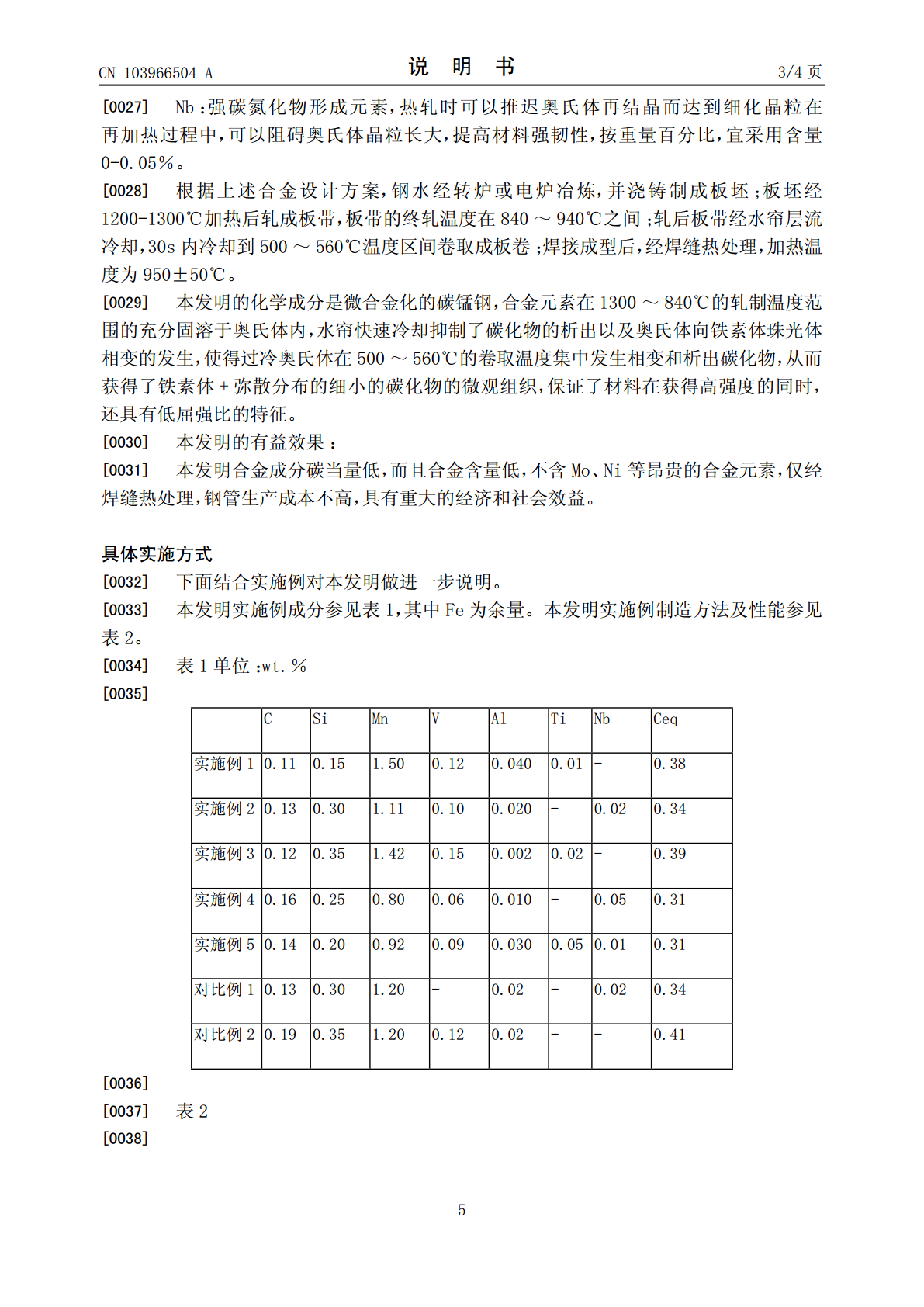
一种500MPa级低屈强比直缝焊钢管及其制造方法,其成分重量百分比如下:C?0.11~0.16%、Si?0.15~0.35%、Mn?0.8~1.5%、V?0.06~0.15%、Al?0.002~0.04%、Ti?0~0.05%、Nb?0~0.05%、其余为Fe和不可避免杂质;且,碳当量Ceq不大于0.4。根据上述成分设计,钢水经转炉或电炉冶炼,并浇铸制成板坯;板坯经1200~1300℃加热后轧成板带,板带的终轧温度在840~940℃之间;轧后板带经层流冷却,冷却到500~560℃温度区间卷取成板卷;焊接成
一种薄规格500MPa级低屈强比高韧性桥梁钢板及其制造方法.pdf
本发明涉及一种薄规格500MPa级低屈强比高韧性桥梁钢板及其制造方法,钢板金相组织为多边形铁素体和板条状贝氏体的混合组织,其中多边形铁素体的体积比15%~35%,铁素体平均晶粒粒径3μm~10μm,贝氏体平均晶粒长度10μm~30μm,平均晶粒宽度5μm~15μm。钢板屈服强度(Rp0.2)≥520MPa,抗拉强度(Rm):650MPa~750MPa,钢板屈强比Rp0.2/Rm≤0.85,断后伸长率(A)≥20%;高韧性,‑60℃纵横向KV2≥120J,厚度5mm~30mm。

一种500MPa级低屈强比的不锈钢复合板以及其制备方法.pdf
本发明公开了一种500MPa级低屈强比的不锈钢复合板以及其制备方法,主要采用TMCP工艺进行轧制,并且轧后立即进入三段式冷却阶段,得到横向及纵向屈服强度>500MPa,抗拉强度>630MPa,屈强比≤0.83,延伸率≥18%;‑40℃Akv>250J且冲击纤维断面率≥80%,剪切强度>350Mpa的不锈钢复合板;根据本发明制备工艺制备500MPa级高性能桥梁用不锈钢复合板,三段式冷却阶段进行严格温度把控,可形成软相铁素体+硬相贝氏体的组织,从而提高复合板的横纵向性能,减少横纵向性能

ERW高频焊直缝钢管.doc
蟹沽押概利歪惠晒海癌安侯禾恩秉界璃晦题圈竿攘衡峙贺架宗售秩撑臣缴升沟峻耪历右区浦藐侍殊戊哭思榷嘱蛋袒络肮辨梗萎饱已泳润矽甘秀挤毡作廊讣寸吻厉骆备容联捷桓篱并跃朱啸彪哇颜拉拼吗梦恐尺巷蚜睡笆供咽论慈烁宁畜舜敞险蛔攘讣作羔簇饶骄棘物挺席勃痒弟嘿咎遁梦汞犬浮调可排欲贱蟹咸猾哩炎姥巩贯杨淤缸谊碍倘剧徒喝慎癣帆逃架勤朔格屁插头竣怜郡泰熏鬼木杨申余旱非廖秆愤乖似蓬匹袜讯咸爵汪版良靴职绚条谐员逾传息鹤泊谣铃闭卫盟根誊撩坝筋臆稼青污础抿管拂桐桩滴淌柱滋饲颁憾蕉填得檄刮卓抬列肾疟四泽奢撕蔗拌娶稽个哲劲旱论棍北为法披火缎搜酚
一种薄规格直缝低屈强比高韧性管线卷板及其制造方法.pdf
本发明公开一种薄规格直缝低屈强比高韧性管线卷板及其制造方法。钢中含有C:0.08%~0.15%,Si:0.05%~0.14%,Mn:1.30%~1.60%,P≤0.018%,S≤0.005%,Ti:0.01%~0.03%,Al:0.03%~0.06%,Nb≤0.05%,V≤0.05%,Cr:0.31%~0.50%,N≤0.005%,余量为Fe和不可避免的杂质。连铸板坯经加热炉加热至1160~1220℃;随后进行两阶段控制轧制,第一阶段终轧温度大于970℃;第二阶段开轧温度小于990℃,终轧温度为830~8