
锌锅辊轴套和衬套保护涂层的制备方法.pdf

努力****骞北

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锌锅辊轴套和衬套保护涂层的制备方法.pdf
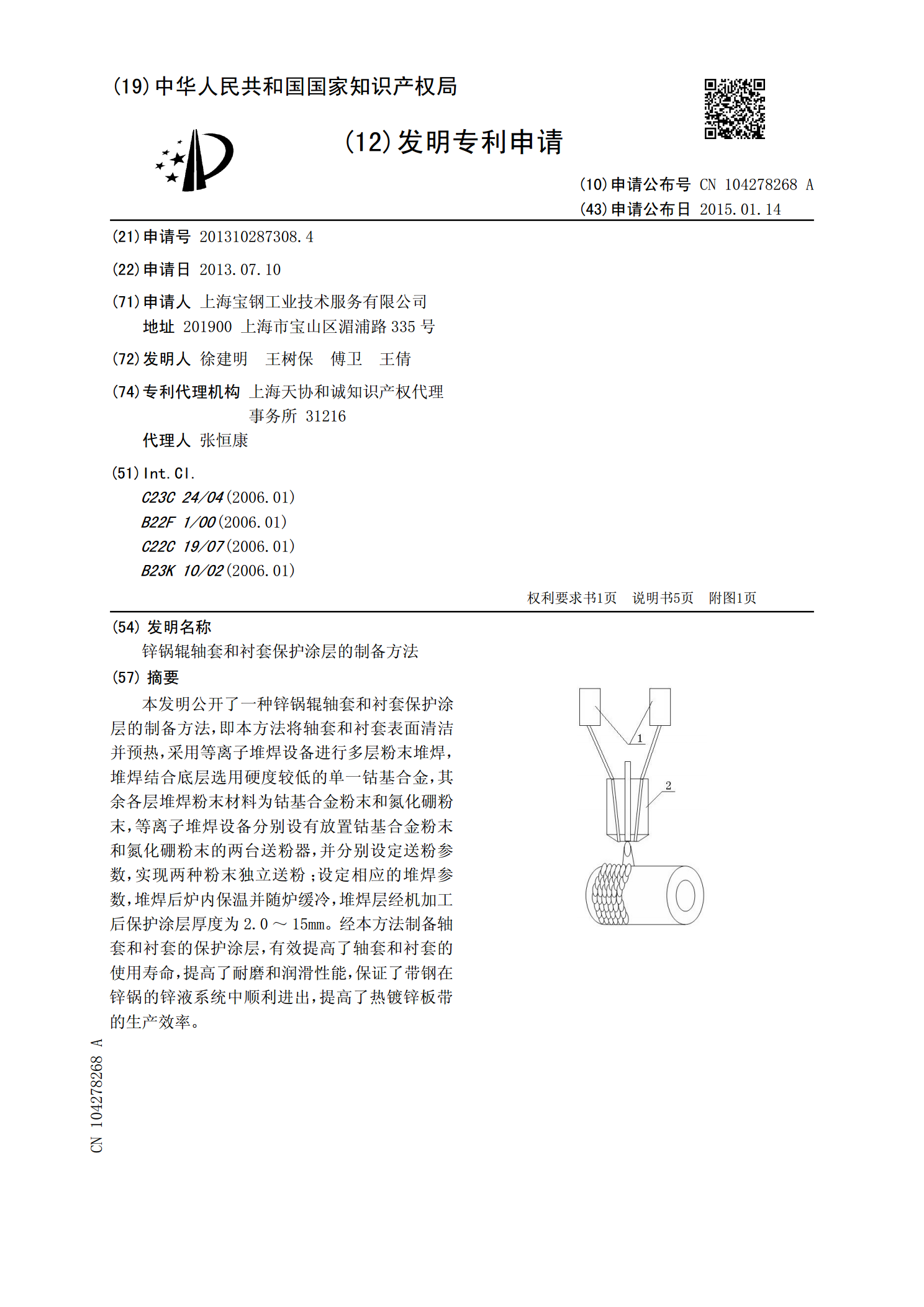
本发明公开了一种锌锅辊轴套和衬套保护涂层的制备方法,即本方法将轴套和衬套表面清洁并预热,采用等离子堆焊设备进行多层粉末堆焊,堆焊结合底层选用硬度较低的单一钴基合金,其余各层堆焊粉末材料为钴基合金粉末和氮化硼粉末,等离子堆焊设备分别设有放置钴基合金粉末和氮化硼粉末的两台送粉器,并分别设定送粉参数,实现两种粉末独立送粉;设定相应的堆焊参数,堆焊后炉内保温并随炉缓冷,堆焊层经机加工后保护涂层厚度为2.0~15mm。经本方法制备轴套和衬套的保护涂层,有效提高了轴套和衬套的使用寿命,提高了耐磨和润滑性能,保证了带钢
强防腐耐磨锌锅辊轴套复合涂层的制备方法.pdf
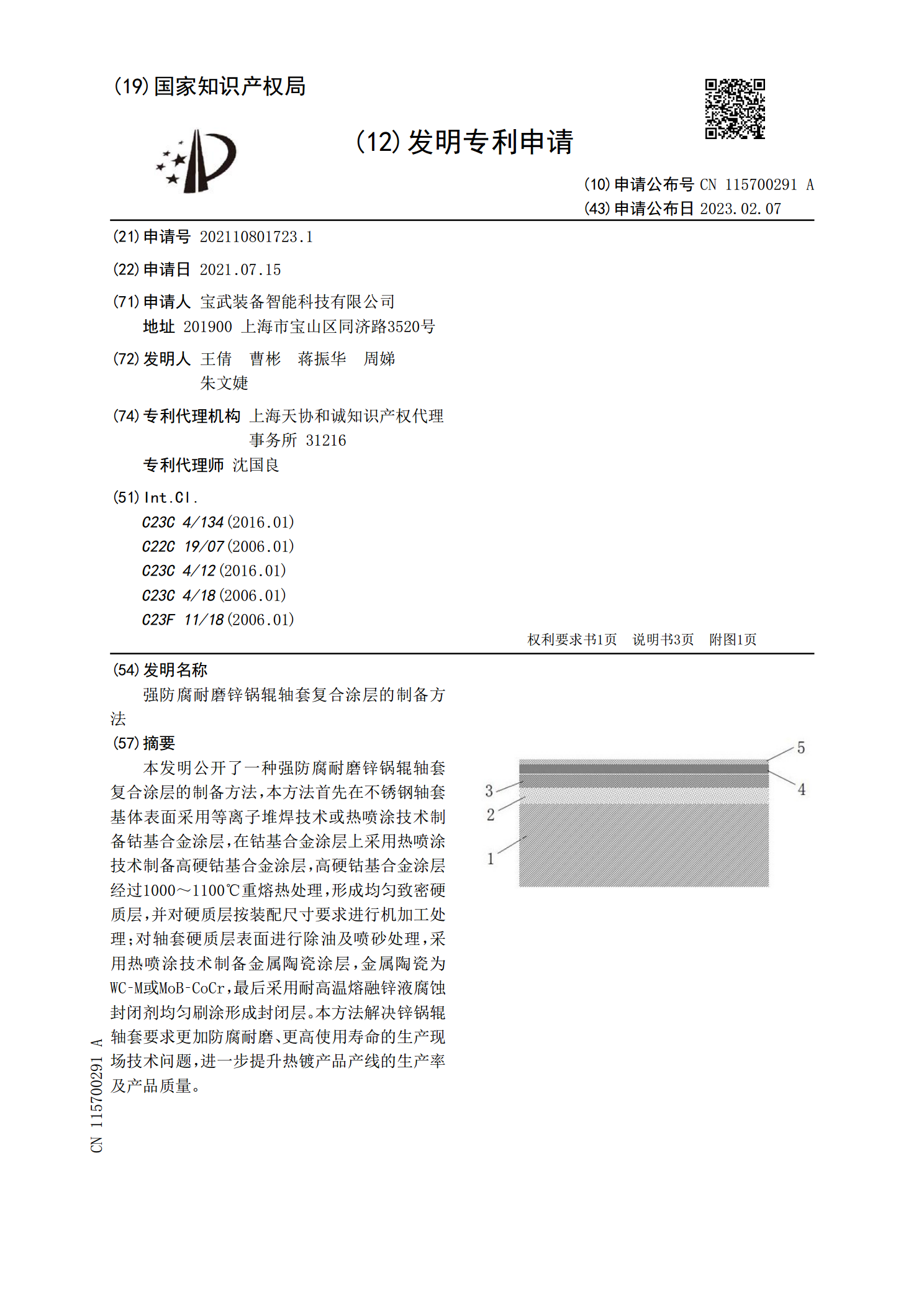
本发明公开了一种强防腐耐磨锌锅辊轴套复合涂层的制备方法,本方法首先在不锈钢轴套基体表面采用等离子堆焊技术或热喷涂技术制备钴基合金涂层,在钴基合金涂层上采用热喷涂技术制备高硬钴基合金涂层,高硬钴基合金涂层经过1000~1100℃重熔热处理,形成均匀致密硬质层,并对硬质层按装配尺寸要求进行机加工处理;对轴套硬质层表面进行除油及喷砂处理,采用热喷涂技术制备金属陶瓷涂层,金属陶瓷为WC?M或MoB?CoCr,最后采用耐高温熔融锌液腐蚀封闭剂均匀刷涂形成封闭层。本方法解决锌锅辊轴套要求更加防腐耐磨、更高使用寿命的生
锌锅沉没辊刮刀.pdf
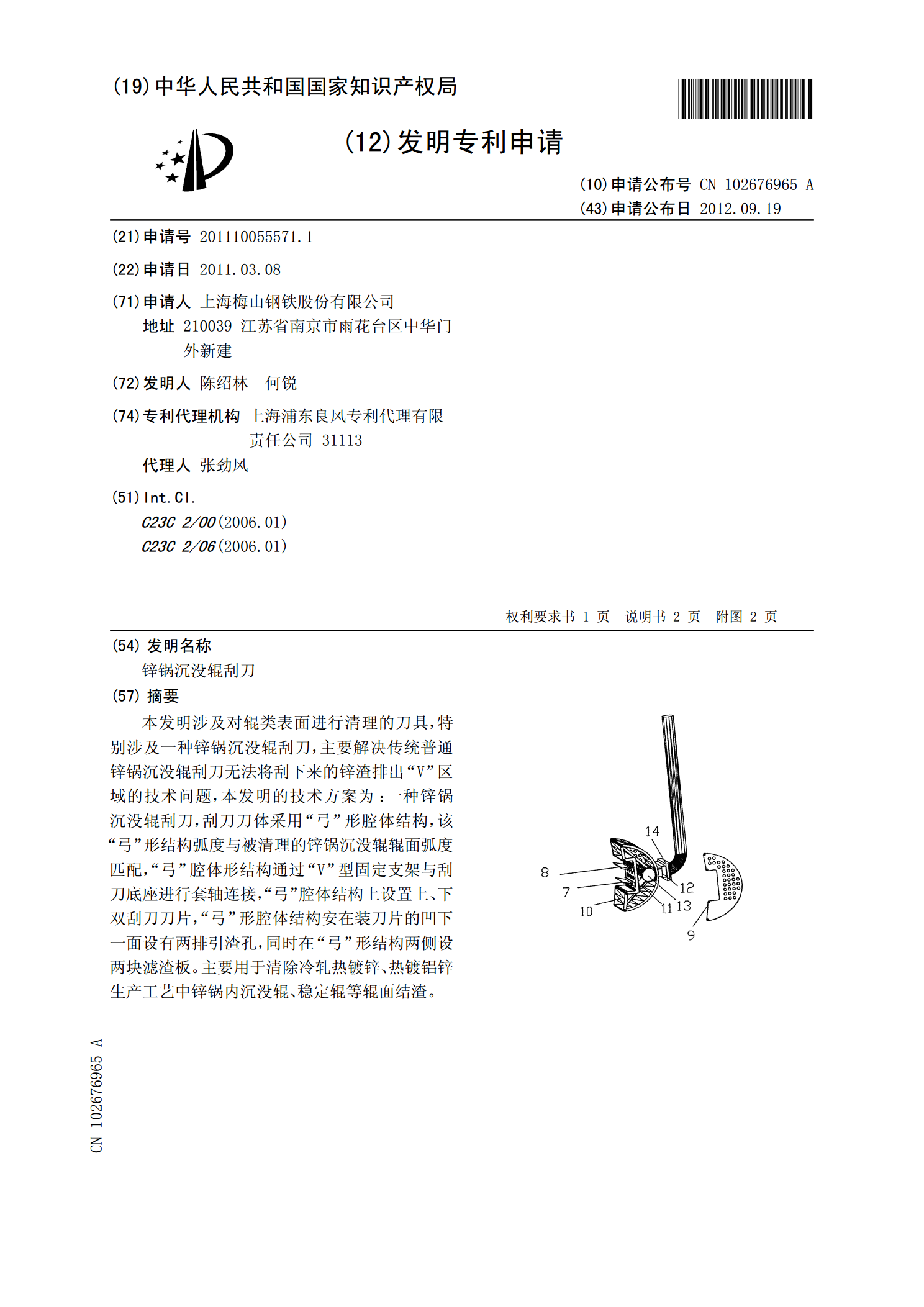
本发明涉及对辊类表面进行清理的刀具,特别涉及一种锌锅沉没辊刮刀,主要解决传统普通锌锅沉没辊刮刀无法将刮下来的锌渣排出“V”区域的技术问题,本发明的技术方案为:一种锌锅沉没辊刮刀,刮刀刀体采用“弓”形腔体结构,该“弓”形结构弧度与被清理的锌锅沉没辊辊面弧度匹配,“弓”腔体形结构通过“V”型固定支架与刮刀底座进行套轴连接,“弓”腔体结构上设置上、下双刮刀刀片,“弓”形腔体结构安在装刀片的凹下一面设有两排引渣孔,同时在“弓”形结构两侧设两块滤渣板。主要用于清除冷轧热镀锌、热镀铝锌生产工艺中锌锅内沉没辊、稳定辊等

锌锅内涂层的应用.docx
锌锅内涂层的应用锌锅内涂层的应用摘要:锌锅内涂层是以锌为主要成分的涂层,具有优异的耐腐蚀性能和导热性能。本文旨在探讨锌锅内涂层的应用领域,包括食品加工、化学工业、医疗器械和航空航天等。研究表明,锌锅内涂层在这些领域中发挥了重要作用,并具有广阔的应用前景。1.引言锌锅内涂层是一种将锌材料应用于食品加工和工业用途的技术。锌具有良好的耐腐蚀性和导热性能,在高温和酸碱环境下表现出色。因此,锌锅内涂层被广泛应用于食品加工、化学工业、医疗器械和航空航天等领域。本文将重点介绍锌锅内涂层的应用领域和其优势。2.锌锅内涂层
一种镀铝锌锌锅用耐磨轴衬套.pdf
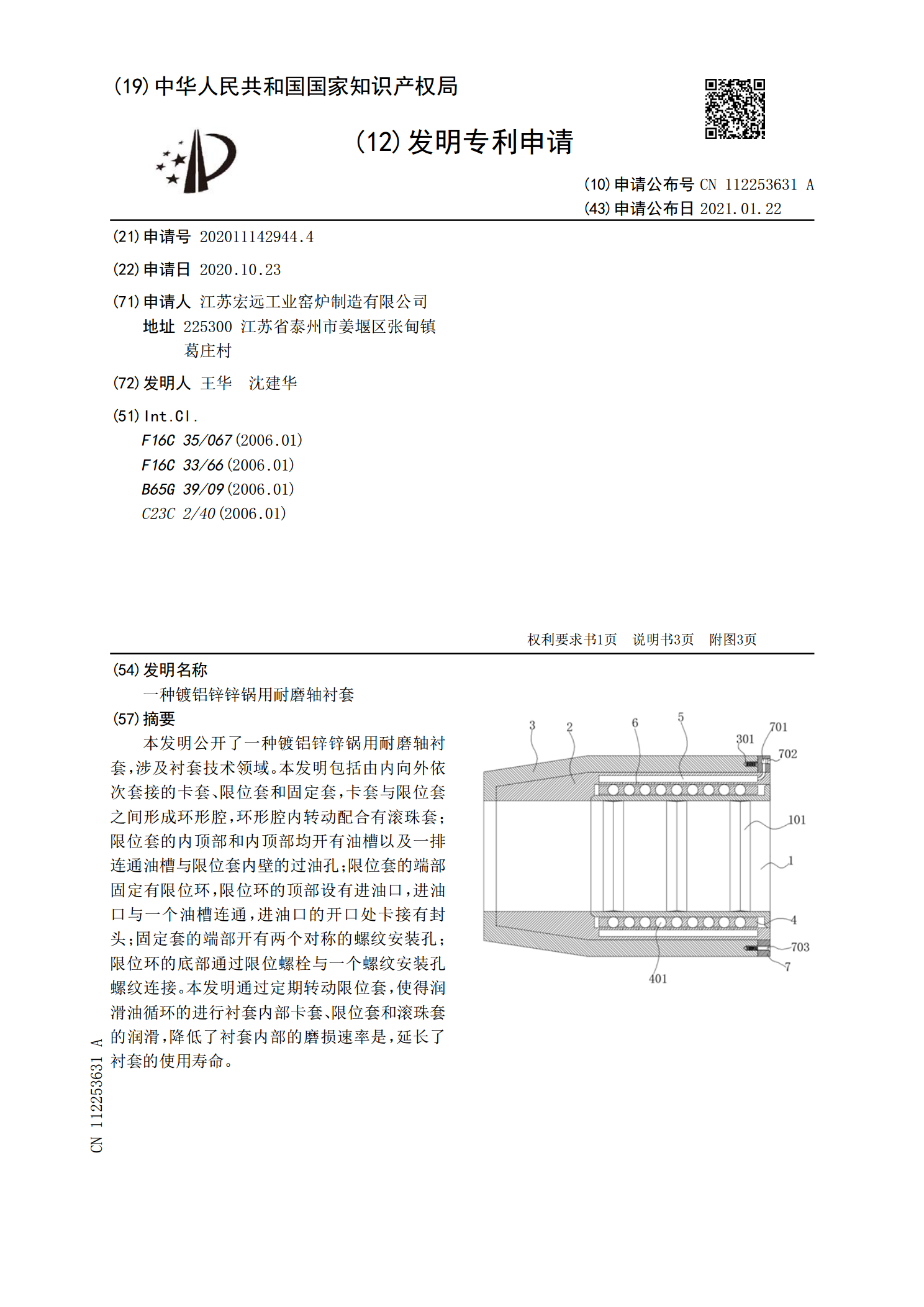
本发明公开了一种镀铝锌锌锅用耐磨轴衬套,涉及衬套技术领域。本发明包括由内向外依次套接的卡套、限位套和固定套,卡套与限位套之间形成环形腔,环形腔内转动配合有滚珠套;限位套的内顶部和内顶部均开有油槽以及一排连通油槽与限位套内壁的过油孔;限位套的端部固定有限位环,限位环的顶部设有进油口,进油口与一个油槽连通,进油口的开口处卡接有封头;固定套的端部开有两个对称的螺纹安装孔;限位环的底部通过限位螺栓与一个螺纹安装孔螺纹连接。本发明通过定期转动限位套,使得润滑油循环的进行衬套内部卡套、限位套和滚珠套的润滑,降低了衬套