
强防腐耐磨锌锅辊轴套复合涂层的制备方法.pdf

努力****妙风

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
强防腐耐磨锌锅辊轴套复合涂层的制备方法.pdf
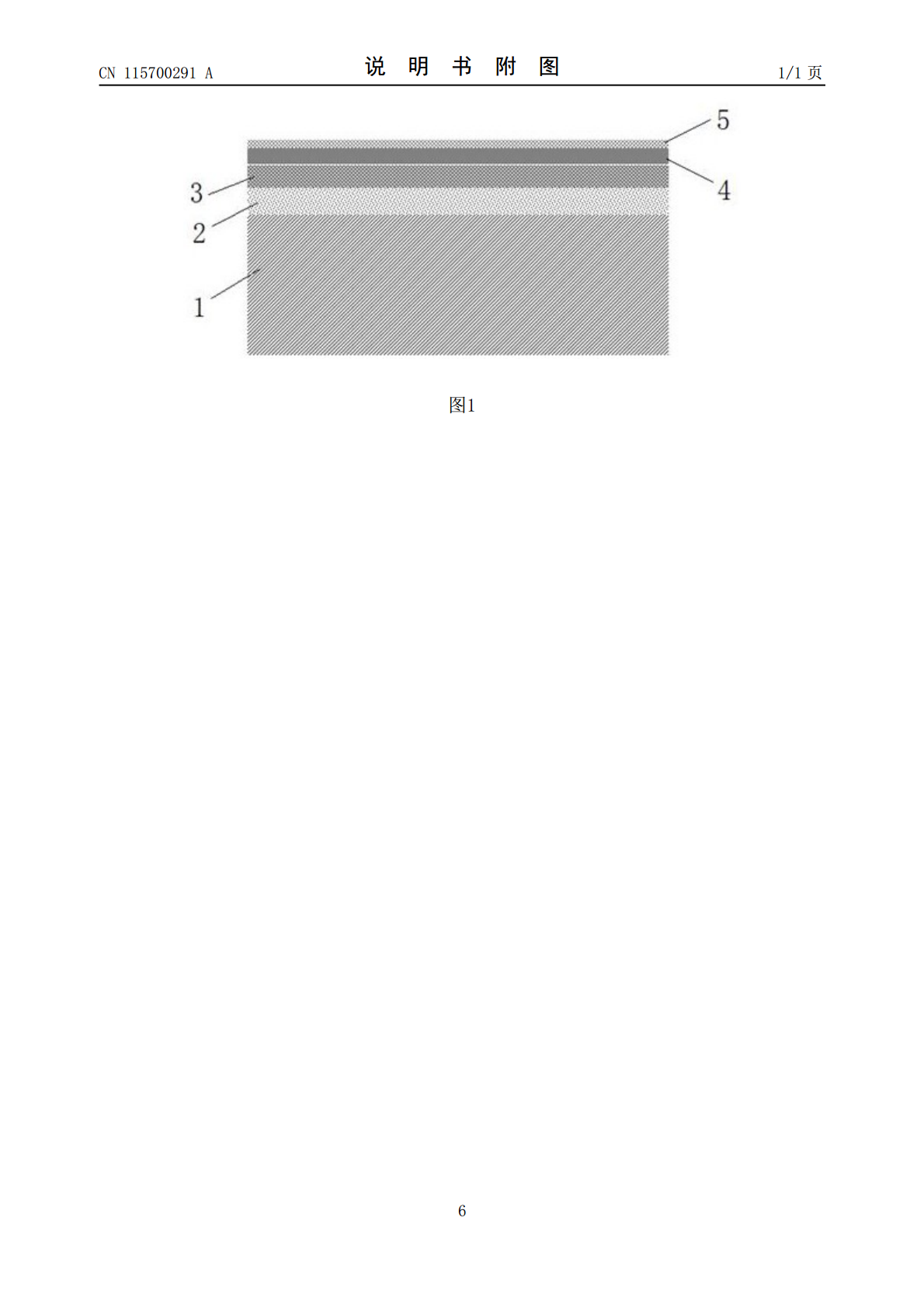
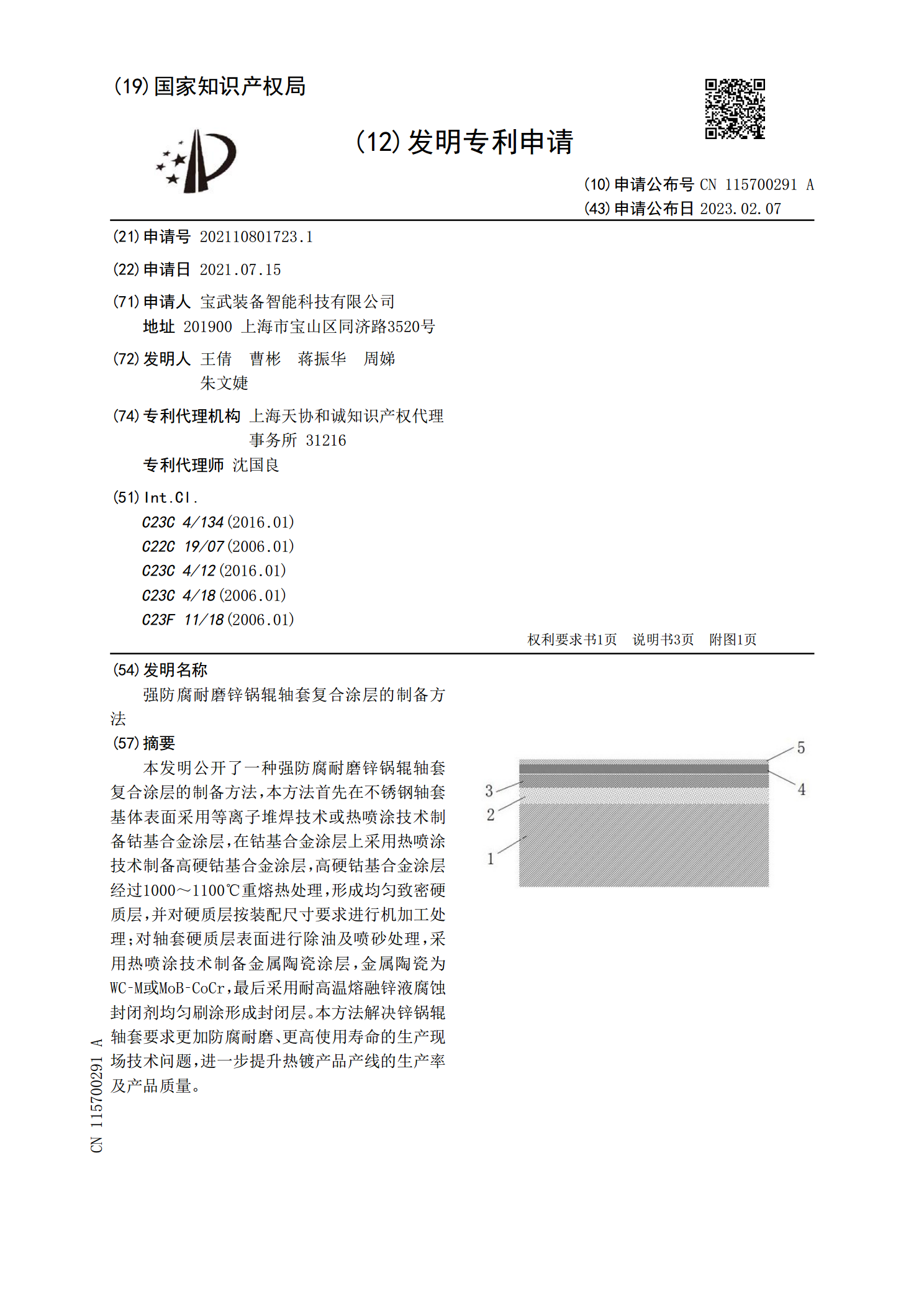
本发明公开了一种强防腐耐磨锌锅辊轴套复合涂层的制备方法,本方法首先在不锈钢轴套基体表面采用等离子堆焊技术或热喷涂技术制备钴基合金涂层,在钴基合金涂层上采用热喷涂技术制备高硬钴基合金涂层,高硬钴基合金涂层经过1000~1100℃重熔热处理,形成均匀致密硬质层,并对硬质层按装配尺寸要求进行机加工处理;对轴套硬质层表面进行除油及喷砂处理,采用热喷涂技术制备金属陶瓷涂层,金属陶瓷为WC?M或MoB?CoCr,最后采用耐高温熔融锌液腐蚀封闭剂均匀刷涂形成封闭层。本方法解决锌锅辊轴套要求更加防腐耐磨、更高使用寿命的生
锌锅辊轴套和衬套保护涂层的制备方法.pdf
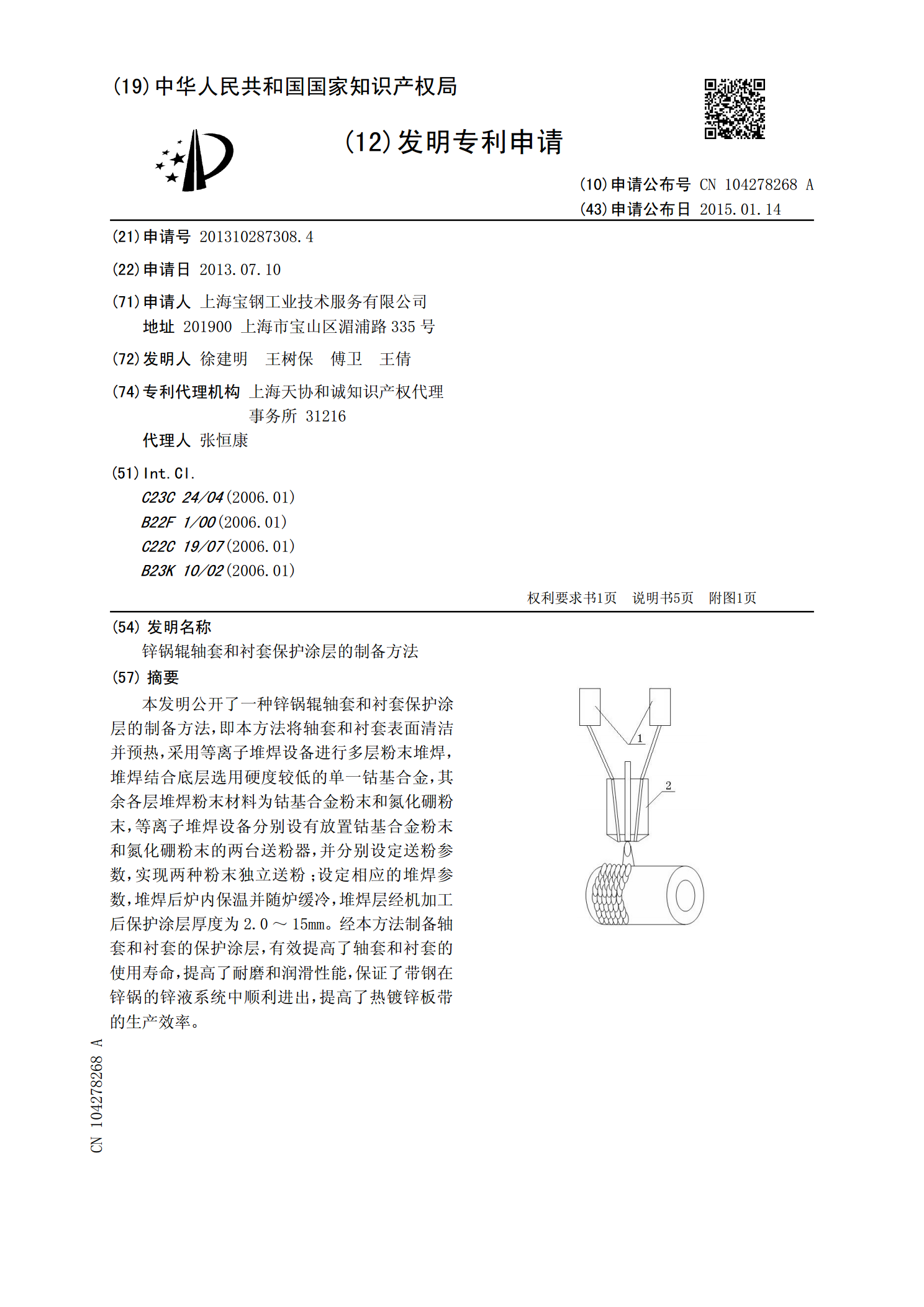
本发明公开了一种锌锅辊轴套和衬套保护涂层的制备方法,即本方法将轴套和衬套表面清洁并预热,采用等离子堆焊设备进行多层粉末堆焊,堆焊结合底层选用硬度较低的单一钴基合金,其余各层堆焊粉末材料为钴基合金粉末和氮化硼粉末,等离子堆焊设备分别设有放置钴基合金粉末和氮化硼粉末的两台送粉器,并分别设定送粉参数,实现两种粉末独立送粉;设定相应的堆焊参数,堆焊后炉内保温并随炉缓冷,堆焊层经机加工后保护涂层厚度为2.0~15mm。经本方法制备轴套和衬套的保护涂层,有效提高了轴套和衬套的使用寿命,提高了耐磨和润滑性能,保证了带钢

一种强结合耐磨复合涂层的制备方法.pdf
一种强结合耐磨复合涂层的制备方法,其特征在于,将金刚石粉末、硅粉按1:1~5比例球磨混合20~40h,加入以水:无水乙醇:丙酮为1:8:1的质量分数比配制的电泳液,用玻璃棒搅拌后超声振荡10~15min。将配置好的悬浮液放置于磁力搅拌器上,插入电极材料,负极电极材料为石墨,接通电泳仪,开始在石墨上电泳沉积混合粉末,电泳沉积时间为1~10min。磁力搅拌器搅拌转速为500~1200?r/min,电泳沉积结束,小心取出沉积试样,100~120℃烘干1~2h后放入高真空反应炉中,在惰性气氛下升至1500~160
一种铜基复合粉末及其制备方法、防腐耐磨复合涂层及其制备方法.pdf
本发明提供了一种铜基复合粉末及其制备方法、防腐耐磨复合涂层及其制备方法。本发明提供的铜基复合粉末的制备方法,包括:a)将粉料、分散剂和粘结剂混合球磨,得到浆料;b)对所述浆料喷雾干燥,得到球形复合粉末;所述粉料包括以下质量比的组分:Ti粉8%~16%;B4C粉末3%~6%;Ni粉8%~14%;Sn粉0.4%~1%;稀土氧化物粉末0.2%~0.5%;Cu粉余量。本发明通过上述特定的粉料搭配,并采用金属基体预处理、冷喷涂工艺和感应重熔工艺的制备手段,能够有效提升铜基涂层的硬度、耐磨性及耐蚀性,获得兼具优异防腐
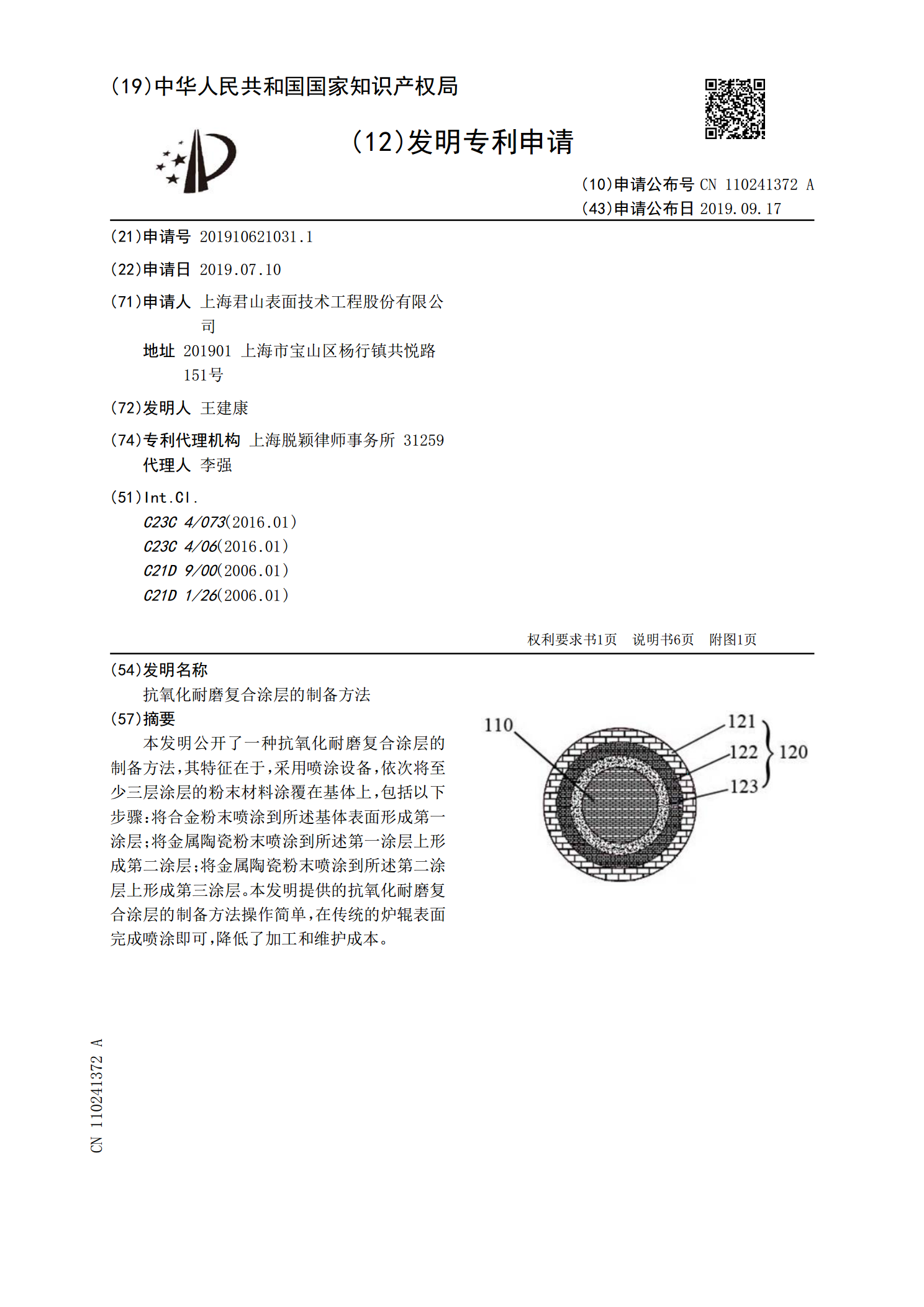
抗氧化耐磨复合涂层的制备方法.pdf
本发明公开了一种抗氧化耐磨复合涂层的制备方法,其特征在于,采用喷涂设备,依次将至少三层涂层的粉末材料涂覆在基体上,包括以下步骤:将合金粉末喷涂到所述基体表面形成第一涂层;将金属陶瓷粉末喷涂到所述第一涂层上形成第二涂层;将金属陶瓷粉末喷涂到所述第二涂层上形成第三涂层。本发明提供的抗氧化耐磨复合涂层的制备方法操作简单,在传统的炉辊表面完成喷涂即可,降低了加工和维护成本。