
具有优异超低温CTOD性能的厚规格热连轧钢带及生产方法.pdf

梦影****主a

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
具有优异超低温CTOD性能的厚规格热连轧钢带及生产方法.pdf
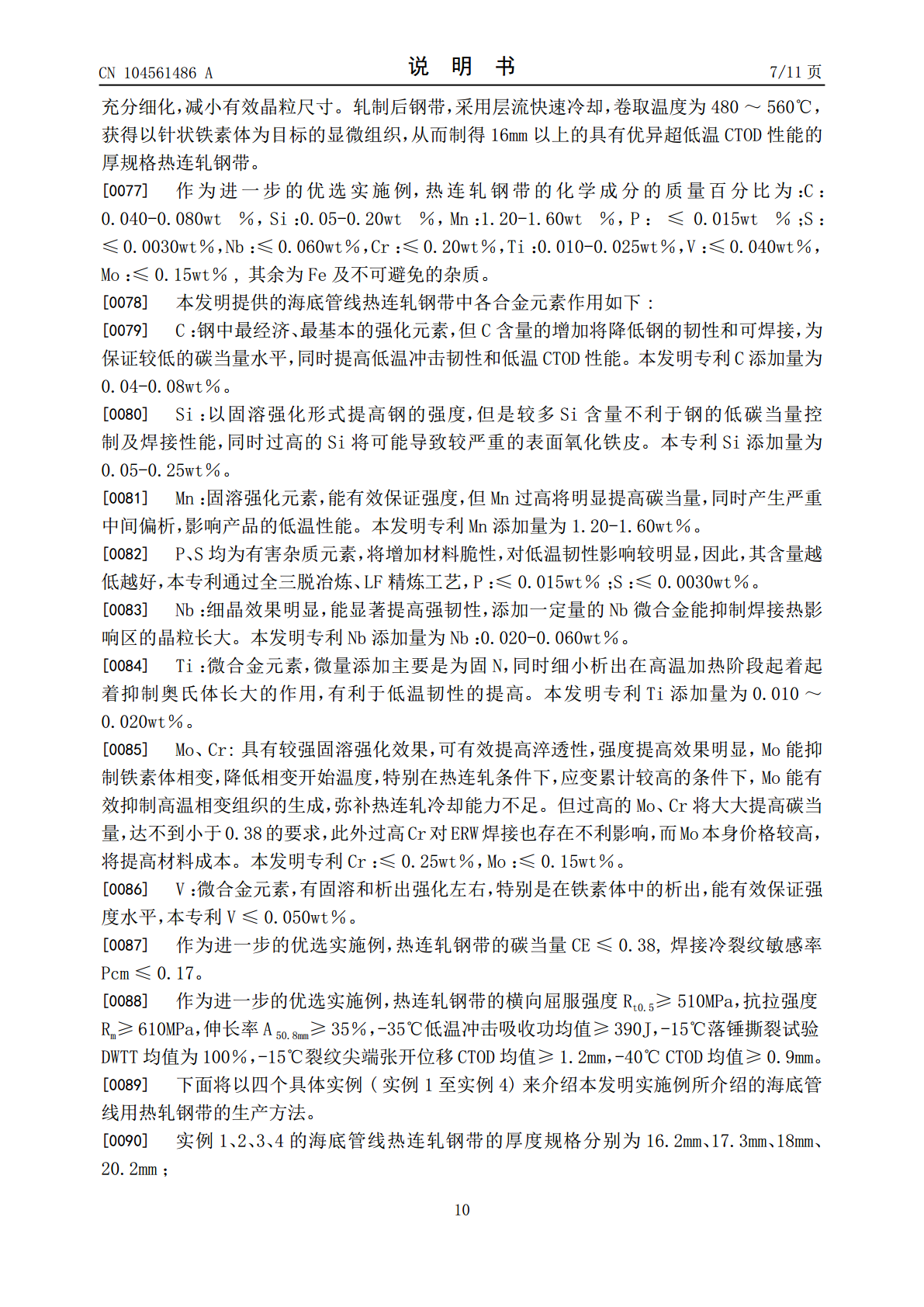
本发明涉及海底输油/气管线用热连轧钢带的技术领域,提供了一种具有优异超低温CTOD性能的厚规格热连轧钢带及生产方法,以解决现有技术中生产超低温CTOD性能的厚规格热连轧钢带的技术难度较高的技术问题,该方法包括以下步骤:(1)“全三脱”冶炼、LF精炼、板坯连续浇铸成厚度为230-240mm的铸坯;(2)对铸坯进行下线检查(3)将铸坯装入加热炉进行加热,其中,加热温度为1190~1230℃,均温时间≥30min;(4)粗轧工艺5)精轧工艺,精轧工艺的入口温度为900~960℃,精轧末道次压下量控制在9~12%
超低温落锤性能优异的厚规格X80管线用钢板及其制造方法.pdf
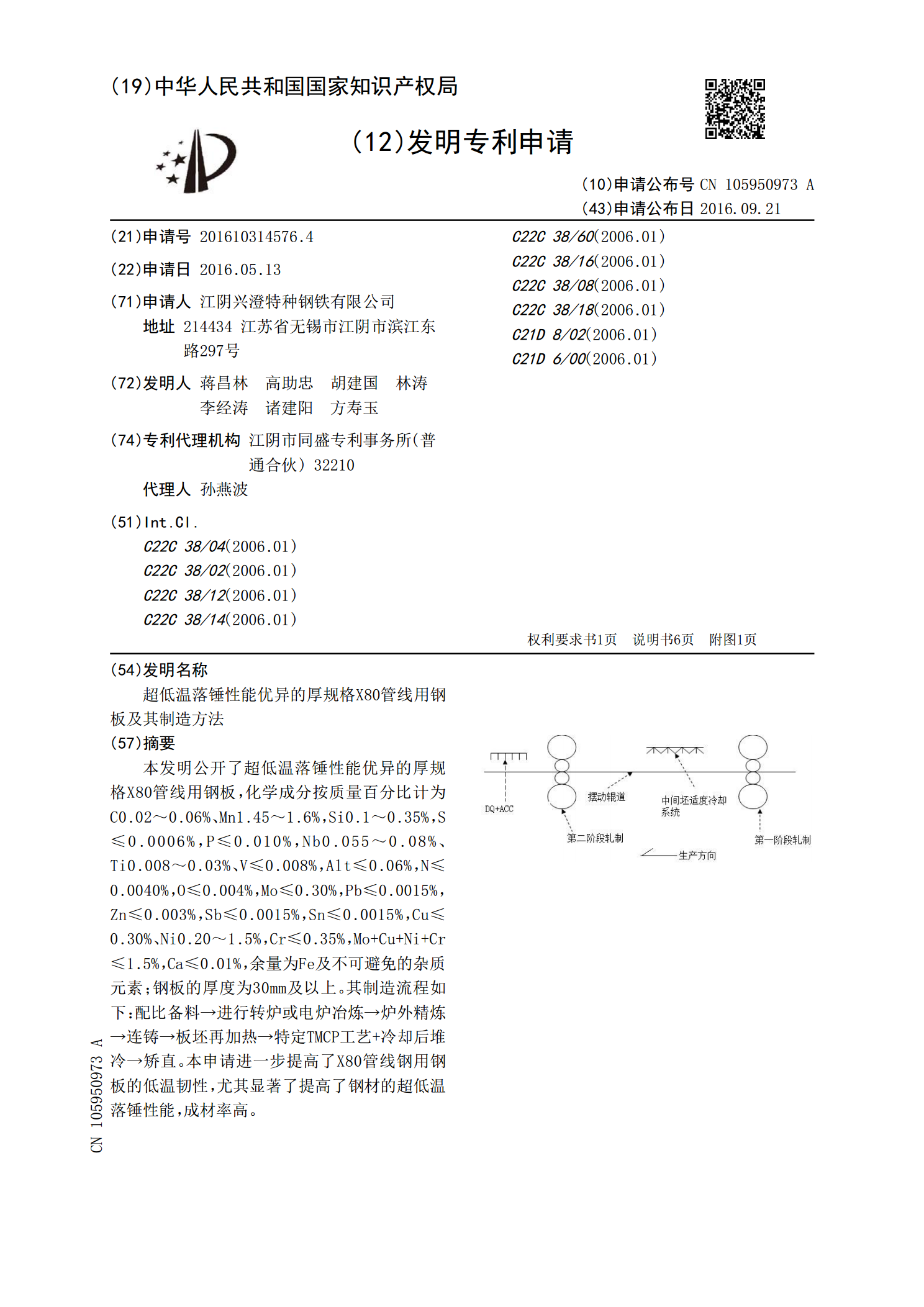
本发明公开了超低温落锤性能优异的厚规格X80管线用钢板,化学成分按质量百分比计为C0.02~0.06%、Mn1.45~1.6%,Si0.1~0.35%,S≤0.0006%,P≤0.010%,Nb0.055~0.08%、Ti0.008~0.03%、V≤0.008%,Alt≤0.06%,N≤0.0040%,O≤0.004%,Mo≤0.30%,Pb≤0.0015%,Zn≤0.003%,Sb≤0.0015%,Sn≤0.0015%,Cu≤0.30%、Ni0.20~1.5%,Cr≤0.35%,Mo+Cu+Ni+Cr≤
具有优异的低温冲击韧性和CTOD特性的厚钢板及其制造方法.pdf
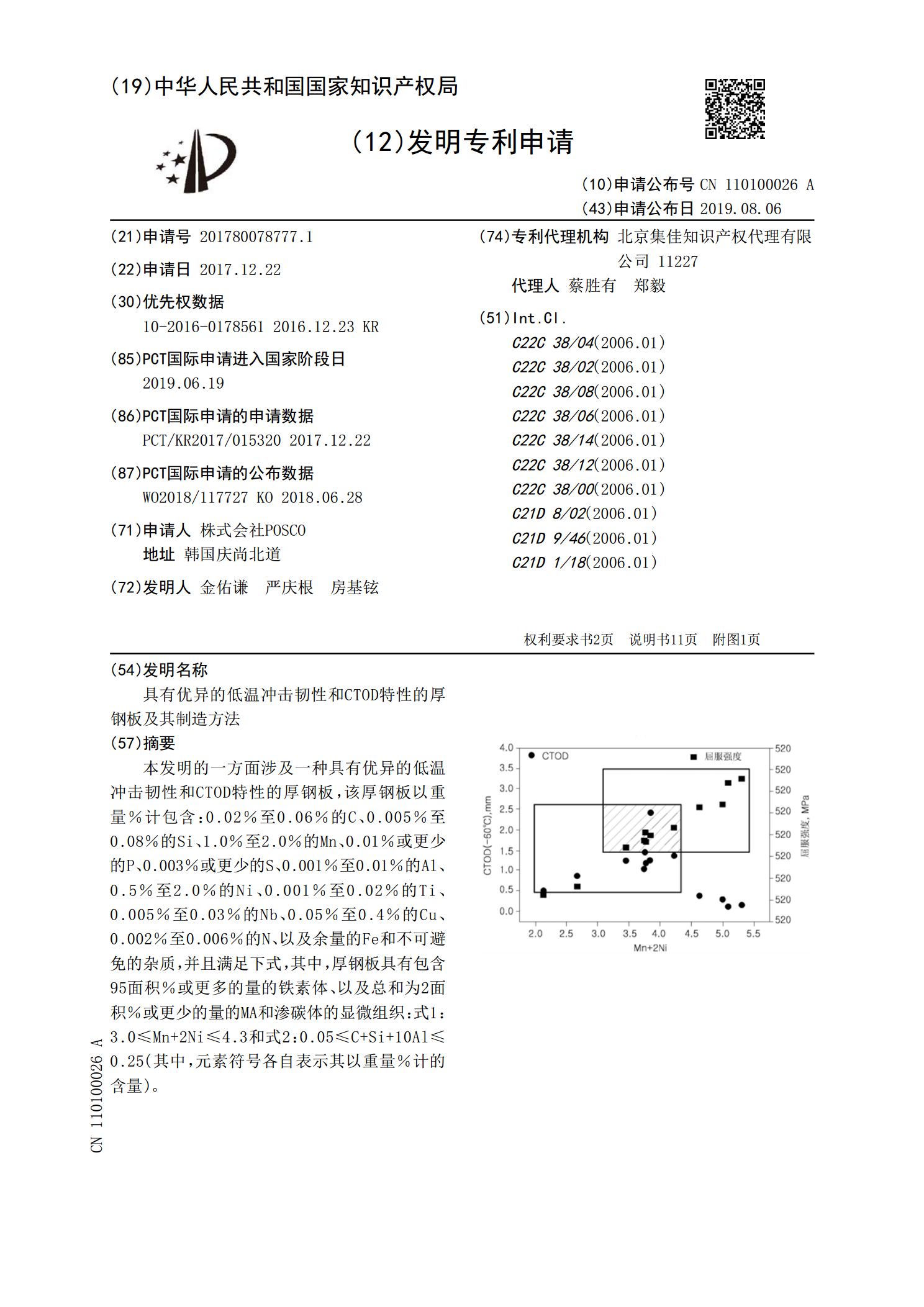
本发明的一方面涉及一种具有优异的低温冲击韧性和CTOD特性的厚钢板,该厚钢板以重量%计包含:0.02%至0.06%的C、0.005%至0.08%的Si、1.0%至2.0%的Mn、0.01%或更少的P、0.003%或更少的S、0.001%至0.01%的Al、0.5%至2.0%的Ni、0.001%至0.02%的Ti、0.005%至0.03%的Nb、0.05%至0.4%的Cu、0.002%至0.006%的N、以及余量的Fe和不可避免的杂质,并且满足下式,其中,厚钢板具有包含95面积%或更多的量的铁素体、以及总和
跨规格组距无缝钢管的热连轧生产方法.pdf
本发明公开了一种跨规格组距无缝钢管的热连轧生产方法,包括以下步骤:1)将坯料放入环形加热炉进行加热;2)当坯料的温度加热到1250摄氏度以上的时候,将坯料取出之后穿孔成毛管;3)将穿孔之后的毛管通过连轧机进行PQF三辊连轧;4)将连轧之后的荒管进行脱管,再通过定径机架对荒管的外径进行减径和定径;5)将定径之后的钢管周转至冷床上进行冷却。从上述结构可知,本发明的跨规格组距无缝钢管的热连轧生产方法,通过跨规格组距产品的生产,可以禁用530毫米孔型的轧辊、454毫米孔型的轧辊以及383毫米孔型的轧辊,生产出外径
热连轧钛合金板的生产方法.pdf
本发明涉及一种热连轧钛合金板的生产方法,属于钛合金板的轧制工艺技术领域。本发明打破了固有钛‑钢交叉轧制的特点,采用两座加热炉装钛模式,实现了热连轧钢生产线批量轧制钛合金,缩短了轧制时间,由原来的20小时缩短到10小时。最关键性的效果是,创造性地解决精轧机工作辊更换后钛合金头部跑偏扣翘头的技术难题,实现了生产的顺行和技术的突破。本发明只改变了轧制工艺,操作方便、快捷,基本不需投入成本。不需要来回的切换轧制模式,这样提高钛板的轧制节奏,缩短了钛板生产前的准备时间和轧制时间,提高了作业率,起到了小改动解决大问题