
一种汽车刹车片的加工工艺.pdf

Jo****31


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车刹车片的加工工艺.pdf
本发明公开了一种汽车刹车片的加工工艺,涉及汽车配件加工领域,包括原料混合、模压成型、热处理、切削加工、表面喷砂处理、静电喷涂和烤漆等七个步骤,在模压机中模压成型,生产周期短,产品精度高,劳动强度小,有利于大规模生产,将刹车片毛坯放入电炉中热处理,能够提高刹车片的热稳定性,从而保证了其工作的稳定性,采用静电粉末喷涂处理工艺,喷漆均匀,喷涂效率高,将静电粉末喷涂处理后的刹车片放入到在电炉中,烘烤刹车片上的喷漆,能够使刹车片表面的喷漆遇高温不易退色。
一种耐腐蚀的汽车刹车片及其加工工艺.pdf
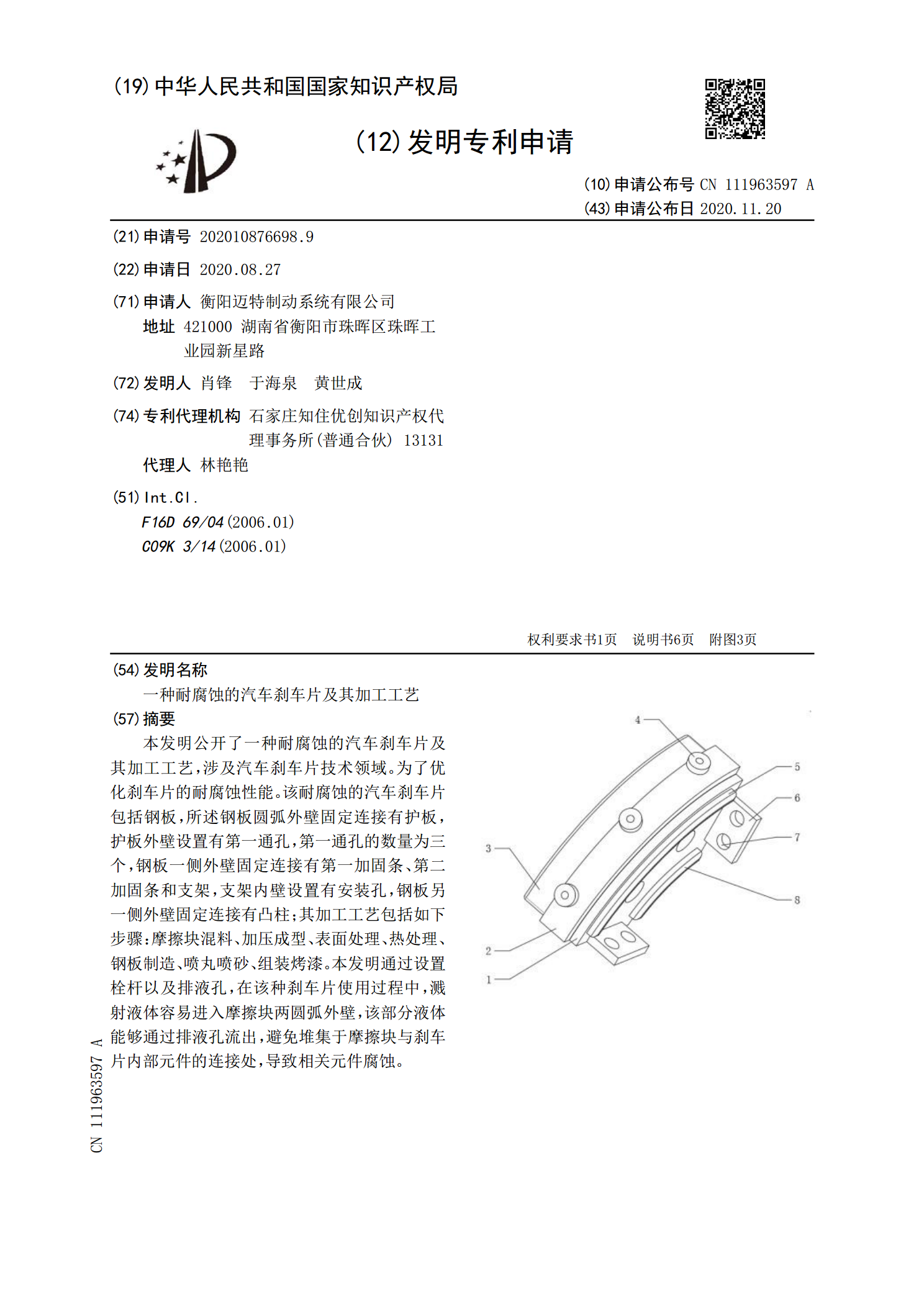
本发明公开了一种耐腐蚀的汽车刹车片及其加工工艺,涉及汽车刹车片技术领域。为了优化刹车片的耐腐蚀性能。该耐腐蚀的汽车刹车片包括钢板,所述钢板圆弧外壁固定连接有护板,护板外壁设置有第一通孔,第一通孔的数量为三个,钢板一侧外壁固定连接有第一加固条、第二加固条和支架,支架内壁设置有安装孔,钢板另一侧外壁固定连接有凸柱;其加工工艺包括如下步骤:摩擦块混料、加压成型、表面处理、热处理、钢板制造、喷丸喷砂、组装烤漆。本发明通过设置栓杆以及排液孔,在该种刹车片使用过程中,溅射液体容易进入摩擦块两圆弧外壁,该部分液体能够通

一种汽车刹车片的加工方法.pdf
本发明公开了一种汽车刹车片的加工方法,包括以下步骤:S1、原料处理、筛选:对刹车片加工所需的原料进行筛选,将不合格原料重新处理,直至其合格,筛选后的原料进行烘干处理,降低其内的汗水量;S2、配比承重:按照刹车片物料配比称取相应质量的原料,再根据物料的质量称取相应质量的无机粘合剂;S3、混料:将原料依次倒入混料设备内,控制无机粘合剂的倾倒量,使其与原料添加所需时间相同。本发明通过对加工工艺的改进,能很好的提升产品的质量,并且通过预留打磨量,能很好的保证最终产品的质量,提升产品的合格率,降低生产成本,同时通过
一种汽车刹车片加工设备.pdf
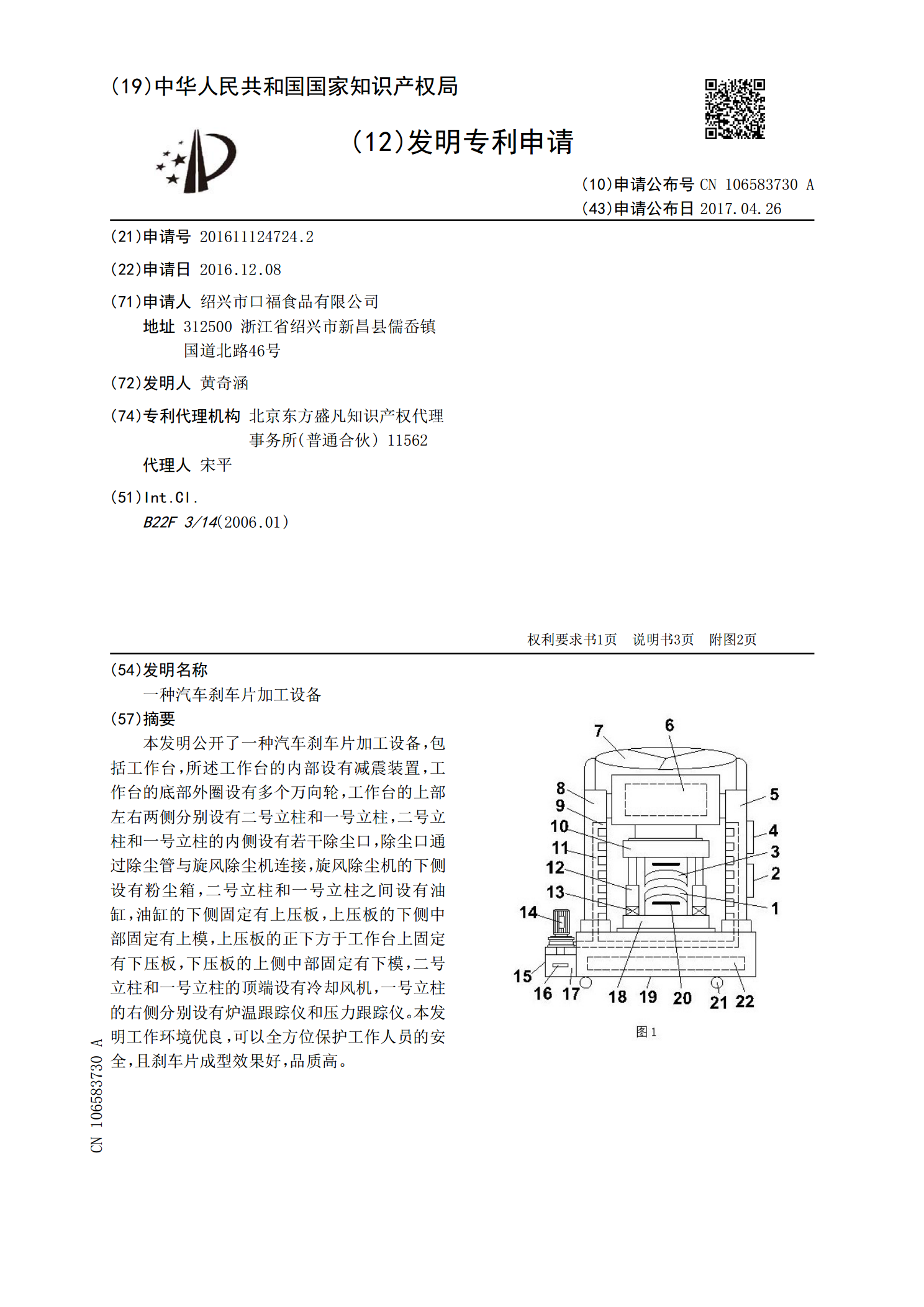
本发明公开了一种汽车刹车片加工设备,包括工作台,所述工作台的内部设有减震装置,工作台的底部外圈设有多个万向轮,工作台的上部左右两侧分别设有二号立柱和一号立柱,二号立柱和一号立柱的内侧设有若干除尘口,除尘口通过除尘管与旋风除尘机连接,旋风除尘机的下侧设有粉尘箱,二号立柱和一号立柱之间设有油缸,油缸的下侧固定有上压板,上压板的下侧中部固定有上模,上压板的正下方于工作台上固定有下压板,下压板的上侧中部固定有下模,二号立柱和一号立柱的顶端设有冷却风机,一号立柱的右侧分别设有炉温跟踪仪和压力跟踪仪。本发明工作环境优
一种盘式刹车片的加工工艺.pdf
本发明公开的一种盘式刹车片的加工工艺,包括如下步骤:a、混料,所述盘式刹车片材料中各组分的质量份为:陶瓷纤维10?20份、芳纶纤维1?4份、氧化铝1?3份、摩擦粉3?8份、锆英粉3?8份、钛酸钾晶须10?15份、硫酸钡10?40份、丁腈改性树脂5?10份、硫化锑5?10份、矿物纤维5?10份;将各原料按照上述配方配比后进行混料搅拌;b、钢背喷胶,粘接剂的喷涂厚度为0.1?0.15mm;c、称料,适量称取步骤a中制得的混料;d、单层热压,压成轮廓尺寸和密度符合成品要求的坯型;e、钢背喷漆;f、压制附件;g、