
镁、铝合金反重力消失模铸造方法.pdf

书生****萌哒

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镁、铝合金反重力消失模铸造方法.pdf
本发明公开了一种镁、铝合金反重力消失模铸造方法,(1)将消失模铸造模样放入底注式砂箱,加入型砂振动紧实,(2)镁、铝合金液送入浇注炉,并通入保护性气体,(3)浇注炉内通入可控压力的惰性气体,在其作用下合金液进入砂箱,将消失模铸造模样气化,实现浇注。将真空低压消失模技术应用到铝、镁合金成型。其综合了真空消失模铸造和反重力铸造的技术优势,适用于高精度复杂的镁、铝合金铸件大规模生产。

铝合金消失模的低压铸造方法.pdf
本发明公开了一种铝合金消失模的低压铸造方法,包括:带有泡沫模样的泡沫浇口插入底部设有开口的砂箱的砂套内,填入散砂振动紧实的步骤;所述砂箱放置在保温炉上方,所述保温炉的浇口与所述砂套对准并密封的步骤;所述保温炉中通入压缩空气,将铝液从所述保温炉压入所述砂箱的步骤;浇注完成后,保持压力0.03-0.05MPa至铸件凝固的步骤;卸去压力,所述铝液回到保温炉中,移去压板,实施落砂,获得铝合金铸件的步骤。本发明的铝合金消失模的低压铸造方法制造的铸件质量好,组织晶粒细化,针孔、缩孔和缩松基本消失,密度增加;同时采用消
一种铝合金消失模铸造方法.pdf
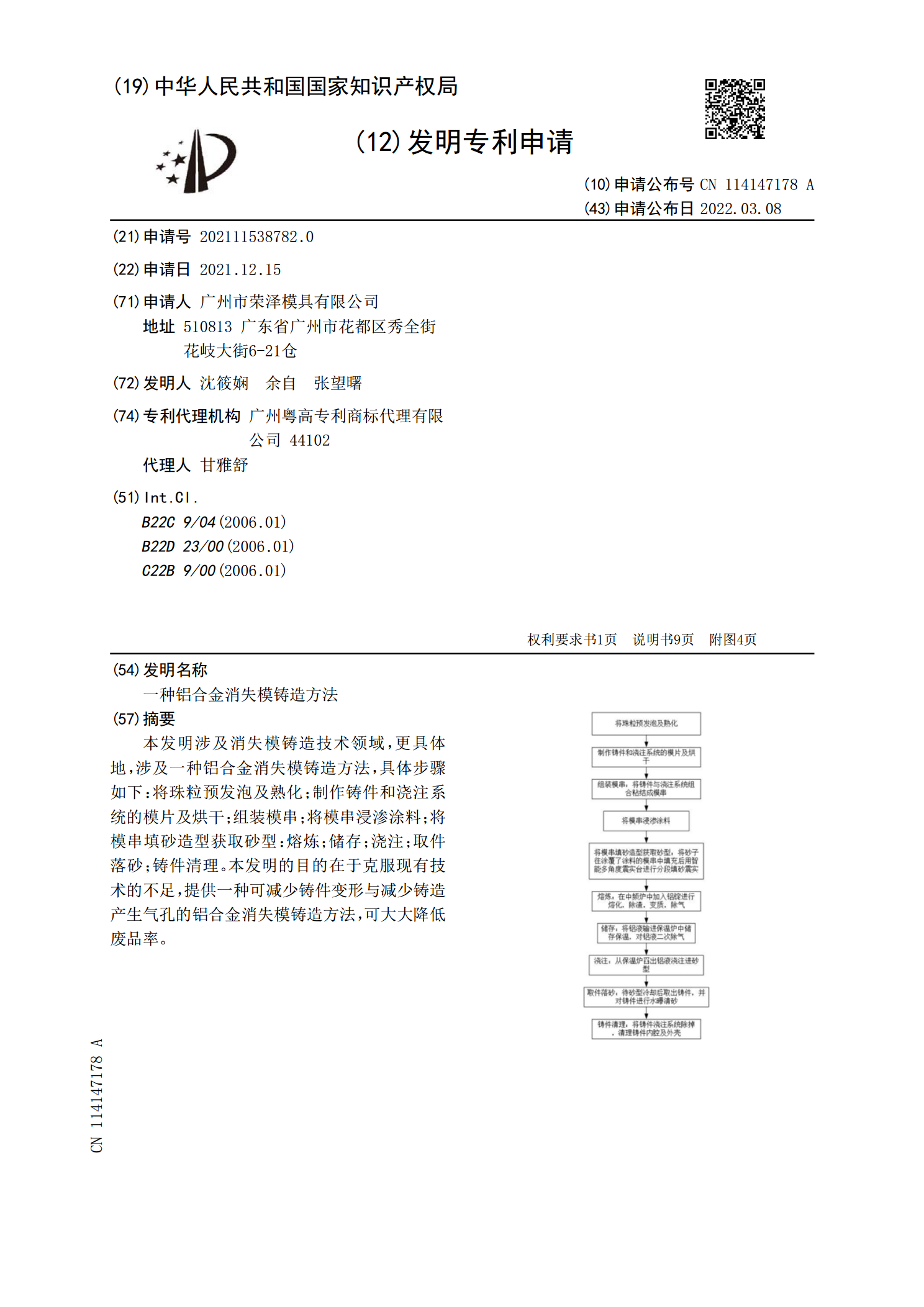
本发明涉及消失模铸造技术领域,更具体地,涉及一种铝合金消失模铸造方法,具体步骤如下:将珠粒预发泡及熟化;制作铸件和浇注系统的模片及烘干;组装模串;将模串浸渗涂料;将模串填砂造型获取砂型:熔炼;储存;浇注;取件落砂;铸件清理。本发明的目的在于克服现有技术的不足,提供一种可减少铸件变形与减少铸造产生气孔的铝合金消失模铸造方法,可大大降低废品率。

铝合金大型薄壁平板件反重力铸造技术研究.docx
铝合金大型薄壁平板件反重力铸造技术研究铝合金大型薄壁平板件反重力铸造技术研究摘要:铝合金大型薄壁平板件广泛应用于航空航天、汽车、船舶等行业,在这些应用领域中,对材料的强度和重量要求极高。然而,传统的铸造方法往往会导致薄壁平板件的热裂纹和台面气孔等缺陷,从而影响其强度和可靠性。因此,反重力铸造技术应运而生。本文首先介绍了铝合金大型薄壁平板件反重力铸造技术的原理和优势,随后针对该技术方法进行了深入的研究,主要包括预浇层的选择与设计、浇注工艺参数的优化以及保护气体的选择等方面。最后,通过案例分析验证该技术在铝合

铝合金车轮重力铸造模具及其铸造方法.pdf
本发明公开了一种铝合金车轮重力铸造模具及其铸造方法,铝合金车轮重力铸造模具包括冷却装置,顶模,边模,底模以及由顶模、边模和底模所形成的模具型腔,所述底模上设有分流锥,所述的铝合金车轮重力铸造模具还包括与模具型腔相连通且可存放铝液的保温杯、可使存放在保温杯内的铝液连续注入模具型腔内的加压装置、可阻止存放在保温杯的铝液在重力作用下流向模具型腔内的截堵装置,所述保温杯设置在顶模上,所述加压装置安装在重力铸造机的机架上,所述截堵装置安装在底模上或安装在重力铸造机的机架上;铝合金车轮重力铸造模具的铸造方法包括注入铝