
一种铝合金消失模铸造方法.pdf

Ja****20

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝合金消失模铸造方法.pdf
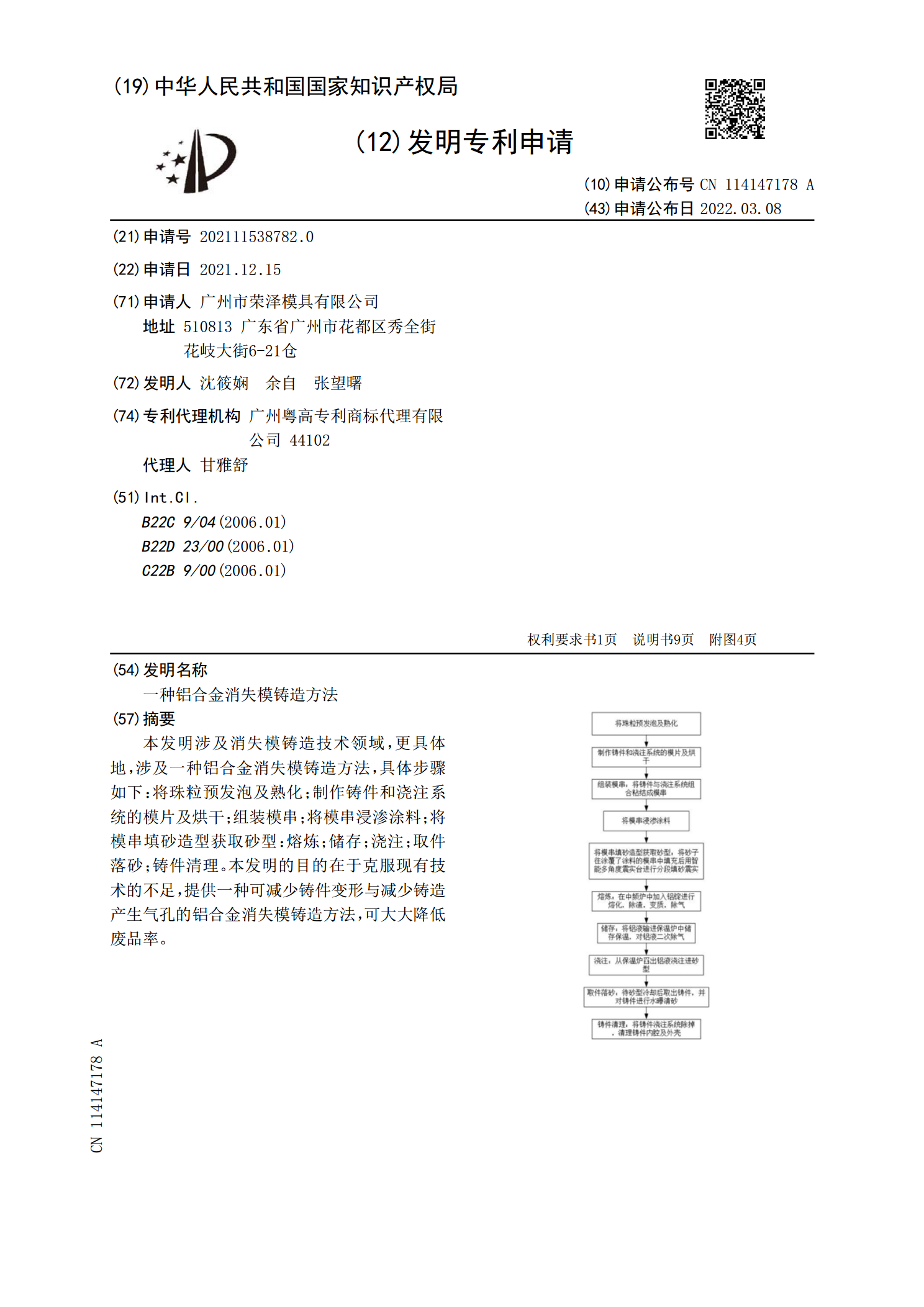
本发明涉及消失模铸造技术领域,更具体地,涉及一种铝合金消失模铸造方法,具体步骤如下:将珠粒预发泡及熟化;制作铸件和浇注系统的模片及烘干;组装模串;将模串浸渗涂料;将模串填砂造型获取砂型:熔炼;储存;浇注;取件落砂;铸件清理。本发明的目的在于克服现有技术的不足,提供一种可减少铸件变形与减少铸造产生气孔的铝合金消失模铸造方法,可大大降低废品率。

铝合金消失模的低压铸造方法.pdf
本发明公开了一种铝合金消失模的低压铸造方法,包括:带有泡沫模样的泡沫浇口插入底部设有开口的砂箱的砂套内,填入散砂振动紧实的步骤;所述砂箱放置在保温炉上方,所述保温炉的浇口与所述砂套对准并密封的步骤;所述保温炉中通入压缩空气,将铝液从所述保温炉压入所述砂箱的步骤;浇注完成后,保持压力0.03-0.05MPa至铸件凝固的步骤;卸去压力,所述铝液回到保温炉中,移去压板,实施落砂,获得铝合金铸件的步骤。本发明的铝合金消失模的低压铸造方法制造的铸件质量好,组织晶粒细化,针孔、缩孔和缩松基本消失,密度增加;同时采用消
镁、铝合金反重力消失模铸造方法.pdf
本发明公开了一种镁、铝合金反重力消失模铸造方法,(1)将消失模铸造模样放入底注式砂箱,加入型砂振动紧实,(2)镁、铝合金液送入浇注炉,并通入保护性气体,(3)浇注炉内通入可控压力的惰性气体,在其作用下合金液进入砂箱,将消失模铸造模样气化,实现浇注。将真空低压消失模技术应用到铝、镁合金成型。其综合了真空消失模铸造和反重力铸造的技术优势,适用于高精度复杂的镁、铝合金铸件大规模生产。

一种消失模铸造方法.pdf
本发明公开了消失模铸造技术领域的一种消失模铸造方法,包括消失模的图纸绘制、模具制作、型砂造型、振实、密封抽真空处理、模壳消除、铸模浇注、废气净化处理、铸件后期处理和型砂回收,在模壳制作完成后,对砂型中的模壳加热,持续加热一段时间,模壳受热,从固体转化为液体,实现模壳液化,液化后的模壳从砂型中排出,有效实现对模壳的置换,方便快捷地形成工件空腔,便于后续浇注液态金属形成铸造工件,对砂型提高加热温度,持续一段时间,使得残留的液态模壳原料转化为气态,实现模壳材料的干净、快捷清除,且能够保证铸件的铸造质量,能够实现

消失模铸造铝合金铸件常见铸造缺陷的探讨.docx
消失模铸造铝合金铸件常见铸造缺陷的探讨消失模铸造是一种常见的铝合金铸造工艺,其优点包括生产成本低、精度高、表面光洁度好等。然而,在实际生产过程中,消失模铸造铝合金铸件也会出现一些常见的铸造缺陷。本文将探讨这些常见的缺陷,并提出相应的解决方法。首先,孔洞是消失模铸造铝合金铸件常见的铸造缺陷之一。孔洞的形成原因主要有两个方面:一是充型不良,即金属液体在充满模腔的过程中出现气体包裹,并在凝固时形成孔洞;二是气体挥发不良,即模具在烧蚀过程中未能完全释放出挥发性物质,导致气泡生成和孔洞形成。为了解决孔洞问题,可以采