
汽车刹车盘的表面热处理方法.pdf

春岚****23


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车刹车盘的表面热处理方法.pdf
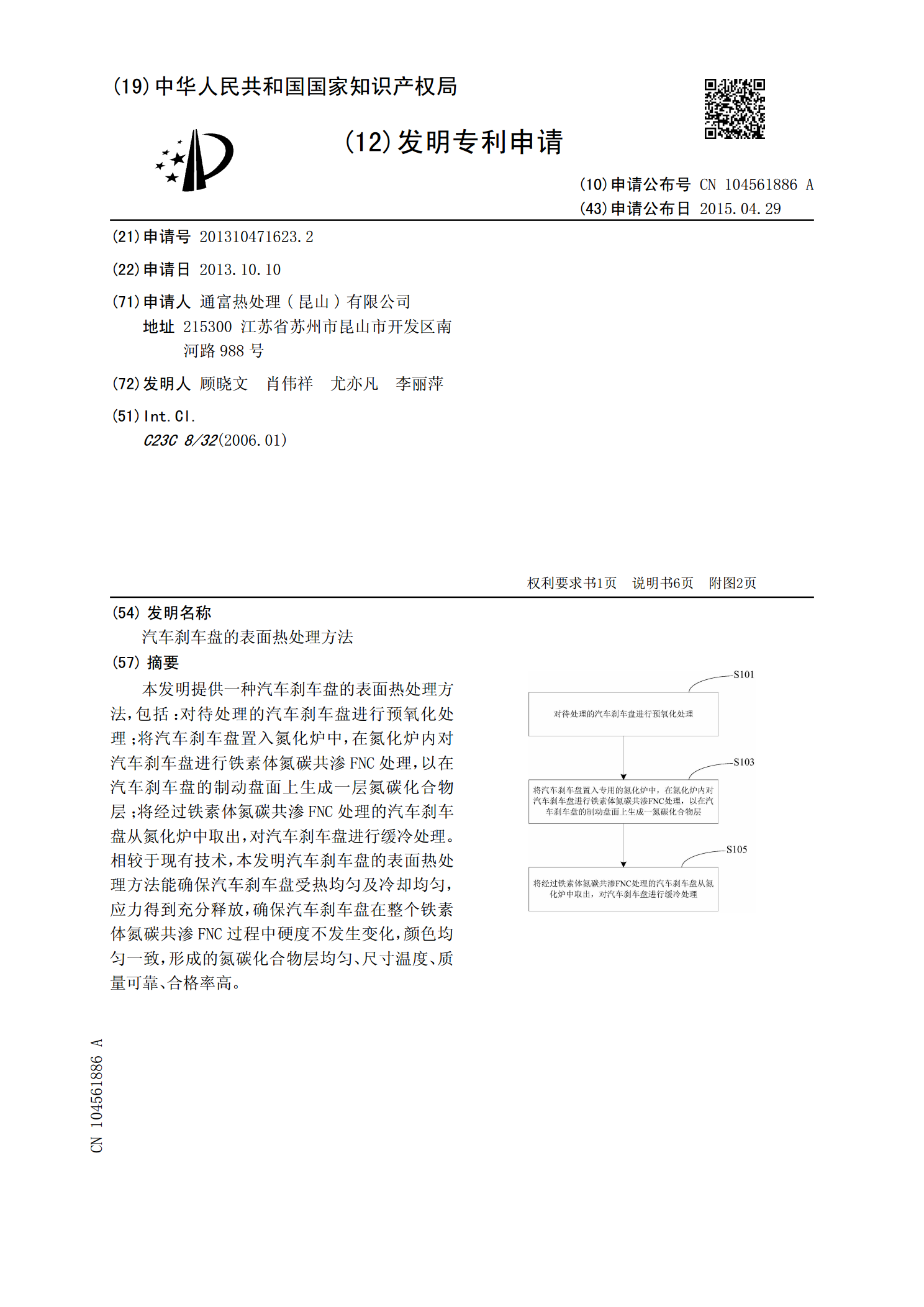
本发明提供一种汽车刹车盘的表面热处理方法,包括:对待处理的汽车刹车盘进行预氧化处理;将汽车刹车盘置入氮化炉中,在氮化炉内对汽车刹车盘进行铁素体氮碳共渗FNC处理,以在汽车刹车盘的制动盘面上生成一层氮碳化合物层;将经过铁素体氮碳共渗FNC处理的汽车刹车盘从氮化炉中取出,对汽车刹车盘进行缓冷处理。相较于现有技术,本发明汽车刹车盘的表面热处理方法能确保汽车刹车盘受热均匀及冷却均匀,应力得到充分释放,确保汽车刹车盘在整个铁素体氮碳共渗FNC过程中硬度不发生变化,颜色均匀一致,形成的氮碳化合物层均匀、尺寸温度、质量
汽车刹车盘表面处理的方法.pdf
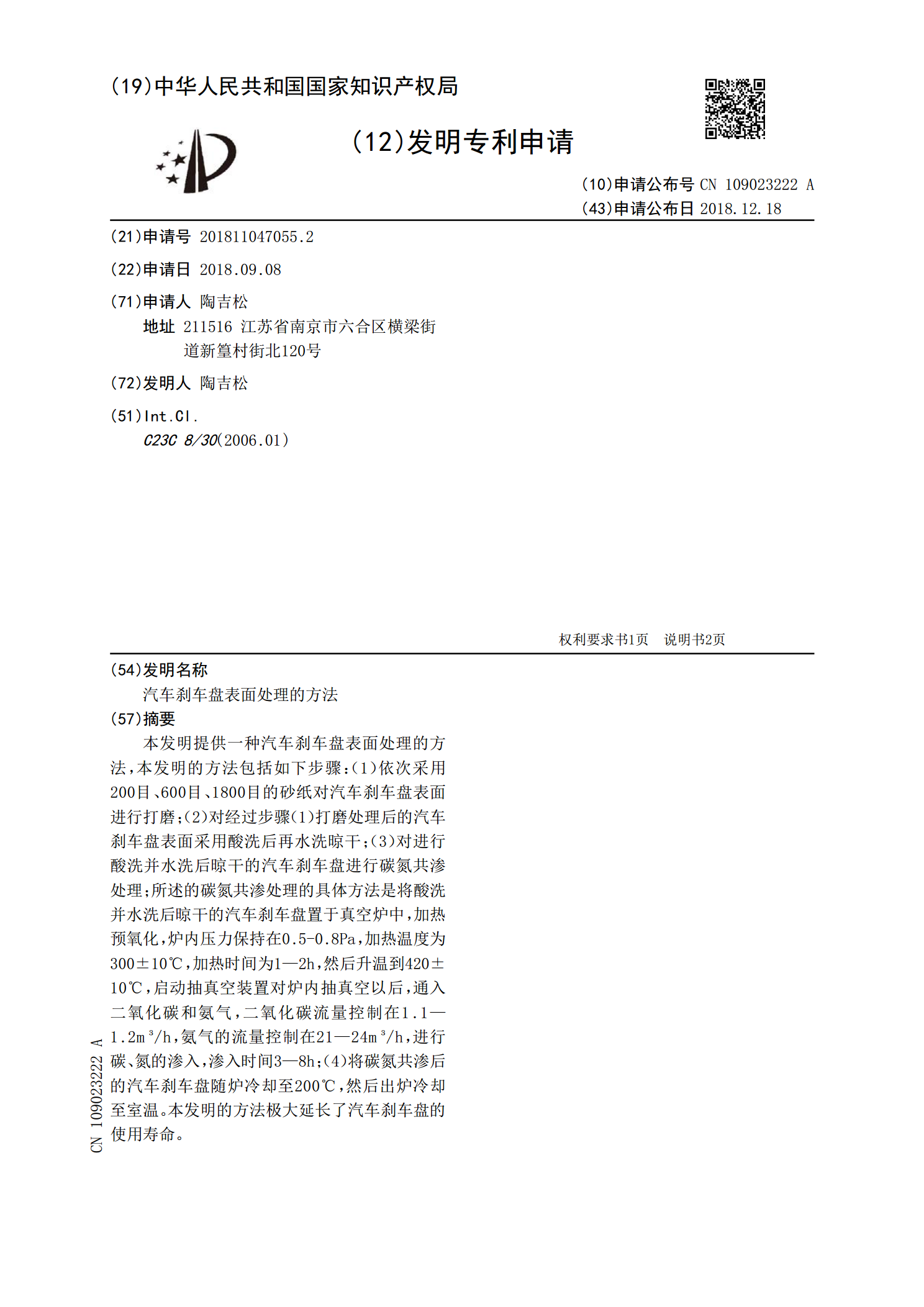
本发明提供一种汽车刹车盘表面处理的方法,本发明的方法包括如下步骤:(1)依次采用200目、600目、1800目的砂纸对汽车刹车盘表面进行打磨;(2)对经过步骤(1)打磨处理后的汽车刹车盘表面采用酸洗后再水洗晾干;(3)对进行酸洗并水洗后晾干的汽车刹车盘进行碳氮共渗处理;所述的碳氮共渗处理的具体方法是将酸洗并水洗后晾干的汽车刹车盘置于真空炉中,加热预氧化,炉内压力保持在0.5‑0.8Pa,加热温度为300±10℃,加热时间为1—2h,然后升温到420±10℃,启动抽真空装置对炉内抽真空以后,通入二氧化碳和氨

一种汽车刹车盘及其表面改性方法.pdf
本发明涉及一种汽车刹车盘及其表面改性方法,所述方法如下:(1)去应力退火:对刹车盘去应力处理;(2)一次抽真空:将刹车盘转移至氧化炉中,对炉压抽真空,然后用氮气平衡炉压;(3)前氧化:对刹车盘前氧化;(4)软氮化:将刹车盘转移至氮化炉中,进行氮碳共渗;(5)一次快冷:将刹车盘从氮化炉中取出,快速冷却;(6)二次抽真空:将刹车盘放入氧化炉中,对炉压抽真空,然后用氮气平衡炉压;(7)后氧化:对刹车盘后氧化;(8)二次快冷:将后氧化后的刹车盘快速冷却;(9)三次抽真空:对炉压抽真空,然后用氮气平衡炉压,取出处理
一种汽车刹车盘热处理工艺.pdf
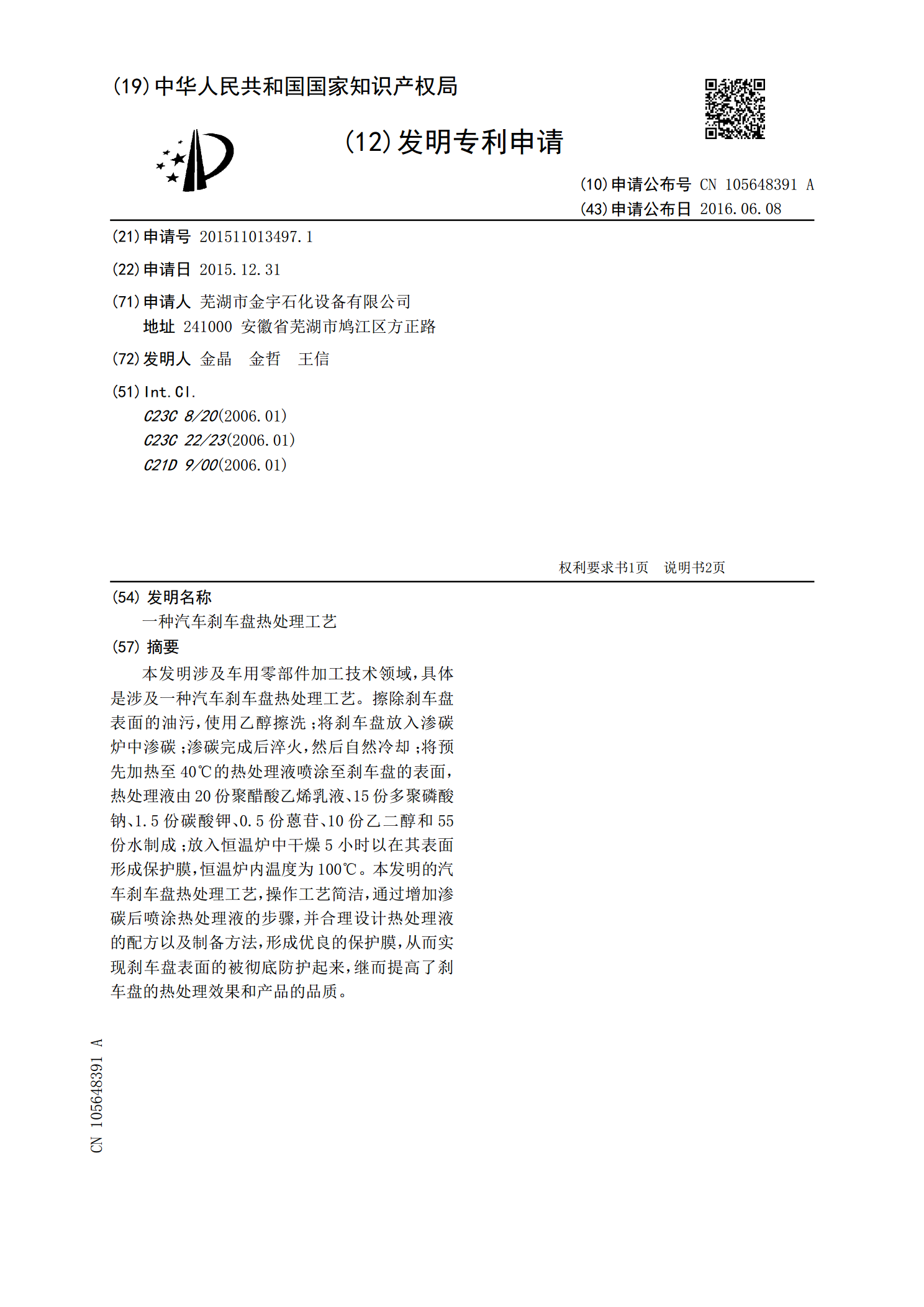
本发明涉及车用零部件加工技术领域,具体是涉及一种汽车刹车盘热处理工艺。擦除刹车盘表面的油污,使用乙醇擦洗;将刹车盘放入渗碳炉中渗碳;渗碳完成后淬火,然后自然冷却;将预先加热至40℃的热处理液喷涂至刹车盘的表面,热处理液由20份聚醋酸乙烯乳液、15份多聚磷酸钠、1.5份碳酸钾、0.5份蒽苷、10份乙二醇和55份水制成;放入恒温炉中干燥5小时以在其表面形成保护膜,恒温炉内温度为100℃。本发明的汽车刹车盘热处理工艺,操作工艺简洁,通过增加渗碳后喷涂热处理液的步骤,并合理设计热处理液的配方以及制备方法,形成优良
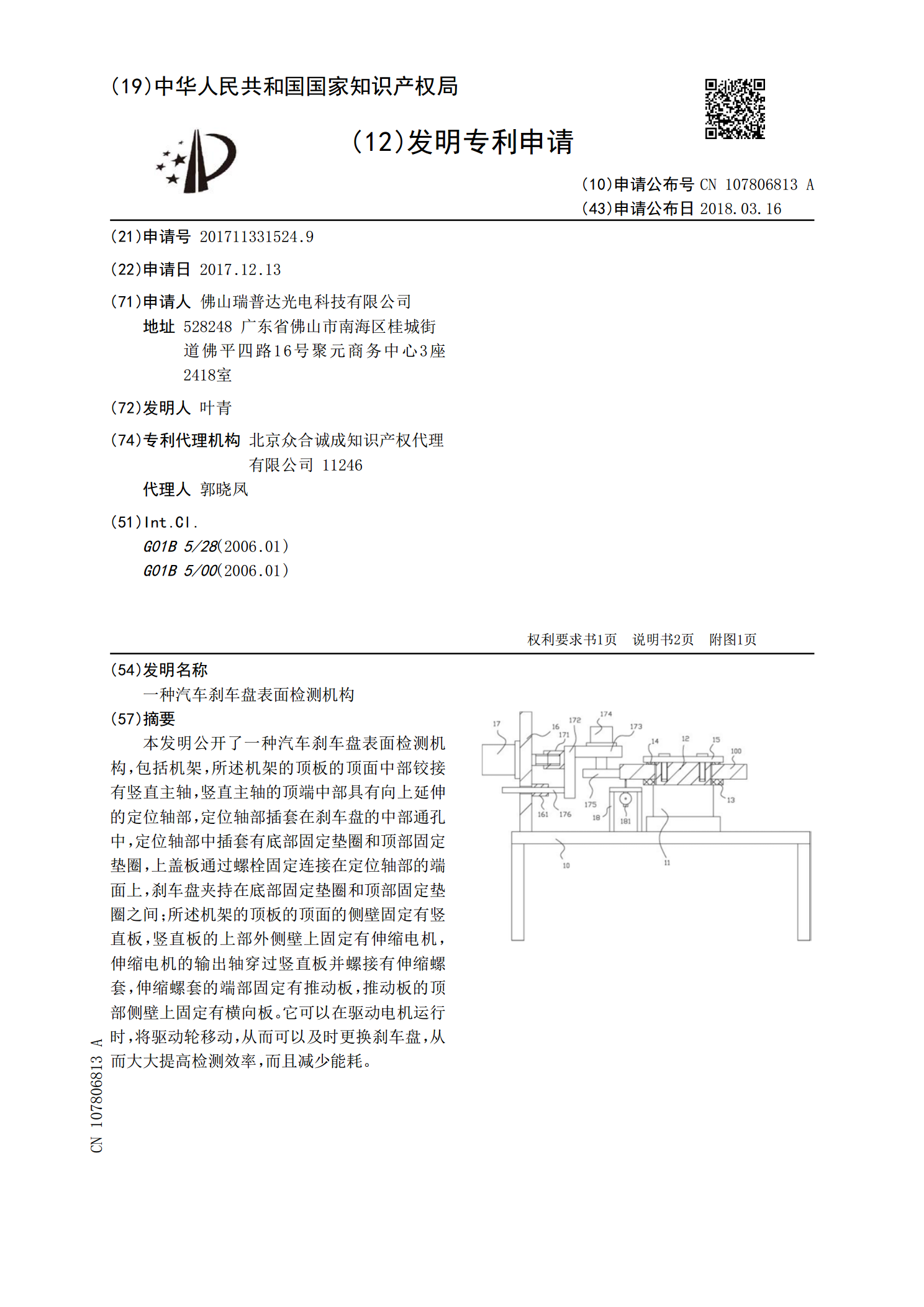
一种汽车刹车盘表面检测机构.pdf
本发明公开了一种汽车刹车盘表面检测机构,包括机架,所述机架的顶板的顶面中部铰接有竖直主轴,竖直主轴的顶端中部具有向上延伸的定位轴部,定位轴部插套在刹车盘的中部通孔中,定位轴部中插套有底部固定垫圈和顶部固定垫圈,上盖板通过螺栓固定连接在定位轴部的端面上,刹车盘夹持在底部固定垫圈和顶部固定垫圈之间;所述机架的顶板的顶面的侧壁固定有竖直板,竖直板的上部外侧壁上固定有伸缩电机,伸缩电机的输出轴穿过竖直板并螺接有伸缩螺套,伸缩螺套的端部固定有推动板,推动板的顶部侧壁上固定有横向板。它可以在驱动电机运行时,将驱动轮移