
汽车刹车盘表面处理的方法.pdf

沛芹****ng

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车刹车盘表面处理的方法.pdf
本发明提供一种汽车刹车盘表面处理的方法,本发明的方法包括如下步骤:(1)依次采用200目、600目、1800目的砂纸对汽车刹车盘表面进行打磨;(2)对经过步骤(1)打磨处理后的汽车刹车盘表面采用酸洗后再水洗晾干;(3)对进行酸洗并水洗后晾干的汽车刹车盘进行碳氮共渗处理;所述的碳氮共渗处理的具体方法是将酸洗并水洗后晾干的汽车刹车盘置于真空炉中,加热预氧化,炉内压力保持在0.5‑0.8Pa,加热温度为300±10℃,加热时间为1—2h,然后升温到420±10℃,启动抽真空装置对炉内抽真空以后,通入二氧化碳和氨
汽车刹车盘的表面热处理方法.pdf
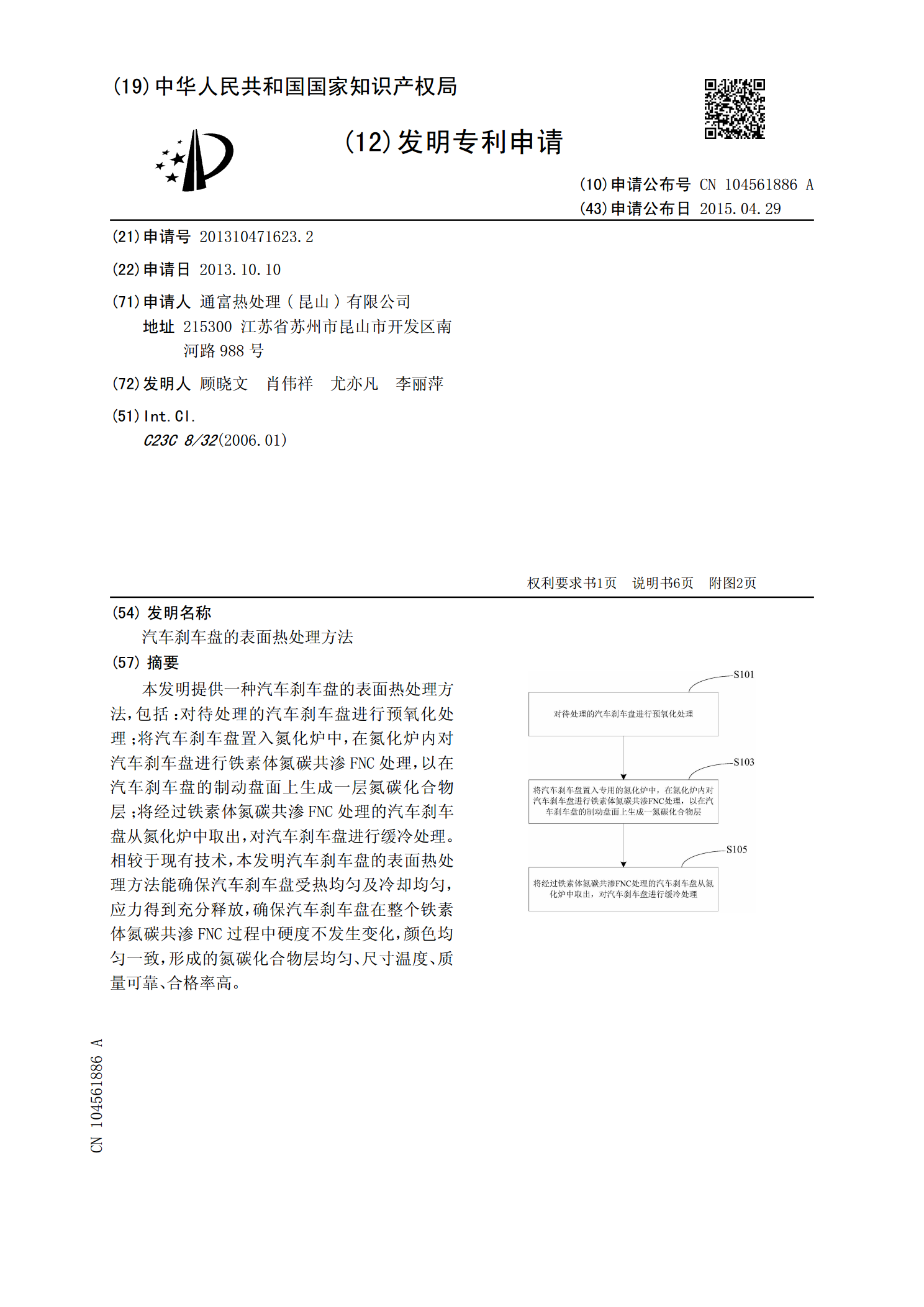
本发明提供一种汽车刹车盘的表面热处理方法,包括:对待处理的汽车刹车盘进行预氧化处理;将汽车刹车盘置入氮化炉中,在氮化炉内对汽车刹车盘进行铁素体氮碳共渗FNC处理,以在汽车刹车盘的制动盘面上生成一层氮碳化合物层;将经过铁素体氮碳共渗FNC处理的汽车刹车盘从氮化炉中取出,对汽车刹车盘进行缓冷处理。相较于现有技术,本发明汽车刹车盘的表面热处理方法能确保汽车刹车盘受热均匀及冷却均匀,应力得到充分释放,确保汽车刹车盘在整个铁素体氮碳共渗FNC过程中硬度不发生变化,颜色均匀一致,形成的氮碳化合物层均匀、尺寸温度、质量

汽车刹车盘生锈的处理方法有哪些.docx
汽车刹车盘生锈的处理方法有哪些汽车刹车盘生锈的处理方法有哪些其实刹车盘生锈的问题我们经常会遇到,但会不会一定影响刹车呢,刹车盘生锈应该怎么处理呢?以下是百分网小编为你整理的刹车盘生锈的处理技巧,希望能对你有所帮助。汽车刹车盘生锈的处理方法有哪些1刹车盘生锈应该怎么处理很多人都没搞懂刹车盘为什么会生锈,担心会造成制动性能下降。其实现在大部分的家用车的刹车盘都是铸铁材质,不像车身表面那样做防锈处理,而且又长期曝露在外日晒雨淋,工作环境恶劣,特别是长时间停放的话,表面容易生成一些锈迹。这种情况我们也能在4S店的

汽车刹车盘生锈的处理方法有哪些.docx
汽车刹车盘生锈的处理方法有哪些汽车刹车盘生锈的处理方法有哪些其实刹车盘生锈的问题我们经常会遇到,但会不会一定影响刹车呢,刹车盘生锈应该怎么处理呢?以下是百分网小编为你整理的刹车盘生锈的处理技巧,希望能对你有所帮助。汽车刹车盘生锈的处理方法有哪些1刹车盘生锈应该怎么处理很多人都没搞懂刹车盘为什么会生锈,担心会造成制动性能下降。其实现在大部分的家用车的刹车盘都是铸铁材质,不像车身表面那样做防锈处理,而且又长期曝露在外日晒雨淋,工作环境恶劣,特别是长时间停放的话,表面容易生成一些锈迹。这种情况我们也能在4S店的

一种汽车刹车盘及其表面改性方法.pdf
本发明涉及一种汽车刹车盘及其表面改性方法,所述方法如下:(1)去应力退火:对刹车盘去应力处理;(2)一次抽真空:将刹车盘转移至氧化炉中,对炉压抽真空,然后用氮气平衡炉压;(3)前氧化:对刹车盘前氧化;(4)软氮化:将刹车盘转移至氮化炉中,进行氮碳共渗;(5)一次快冷:将刹车盘从氮化炉中取出,快速冷却;(6)二次抽真空:将刹车盘放入氧化炉中,对炉压抽真空,然后用氮气平衡炉压;(7)后氧化:对刹车盘后氧化;(8)二次快冷:将后氧化后的刹车盘快速冷却;(9)三次抽真空:对炉压抽真空,然后用氮气平衡炉压,取出处理