
一种碳纤维复合材料管的成型方法.pdf

睿德****找我


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种碳纤维复合材料管的成型方法.pdf
本发明公开了一种碳纤维复合材料管的成型方法,它包括以下步骤,第一步,将碳纤维和玻璃纤维浸渍于树脂基体中形成预浸料;第二步,借助卷管机上的热辊将预浸料软化,将预浸料按要求的厚度卷绕在芯轴上,并在预浸料的外面用薄膜带缠绕拉紧;第三步,放入固化炉中固化,并对固化成型的管材进行后处理;第四步,将预浸料按预先设定的路径缠绕在管材上,再放入烤箱中,待树脂硬化后将芯轴抽出脱模。该成型工艺简单,工艺可控性强,成品质量稳定。
一种碳纤维管生产成型方法.pdf
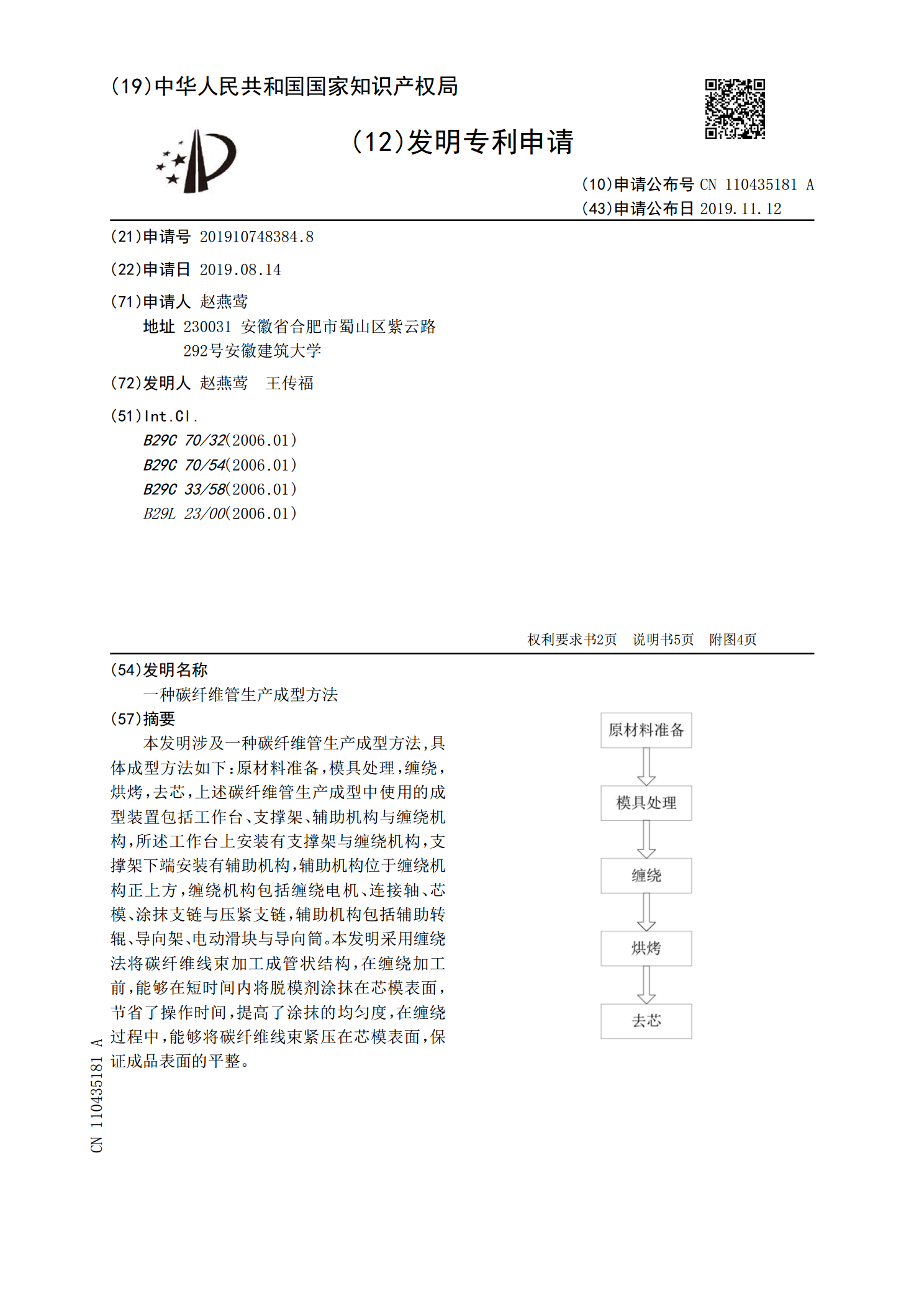
本发明涉及一种碳纤维管生产成型方法,具体成型方法如下:原材料准备,模具处理,缠绕,烘烤,去芯,上述碳纤维管生产成型中使用的成型装置包括工作台、支撑架、辅助机构与缠绕机构,所述工作台上安装有支撑架与缠绕机构,支撑架下端安装有辅助机构,辅助机构位于缠绕机构正上方,缠绕机构包括缠绕电机、连接轴、芯模、涂抹支链与压紧支链,辅助机构包括辅助转辊、导向架、电动滑块与导向筒。本发明采用缠绕法将碳纤维线束加工成管状结构,在缠绕加工前,能够在短时间内将脱模剂涂抹在芯模表面,节省了操作时间,提高了涂抹的均匀度,在缠绕过程中,
一种碳纤维管成型装置及碳纤维管.pdf
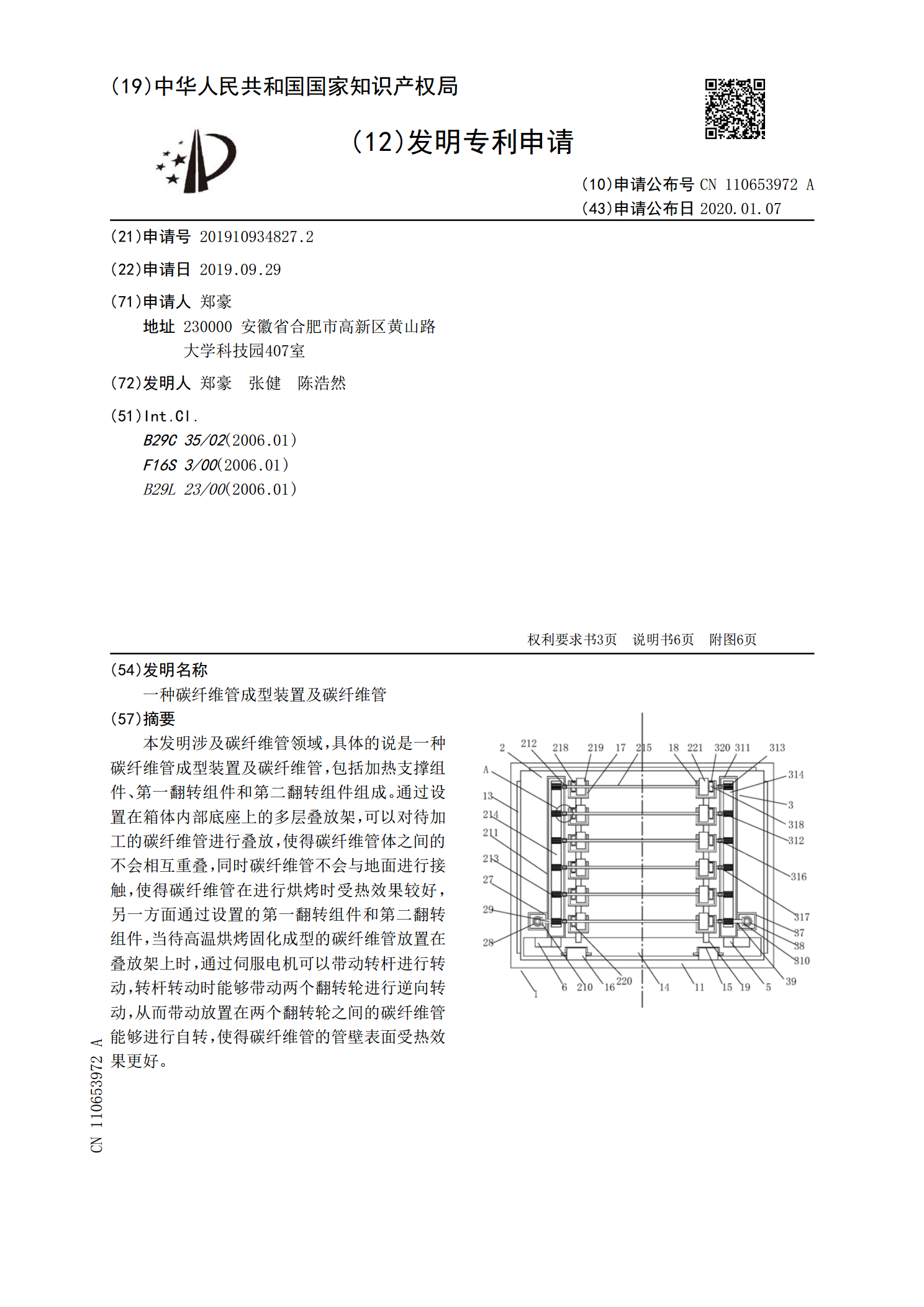
本发明涉及碳纤维管领域,具体的说是一种碳纤维管成型装置及碳纤维管,包括加热支撑组件、第一翻转组件和第二翻转组件组成。通过设置在箱体内部底座上的多层叠放架,可以对待加工的碳纤维管进行叠放,使得碳纤维管体之间的不会相互重叠,同时碳纤维管不会与地面进行接触,使得碳纤维管在进行烘烤时受热效果较好,另一方面通过设置的第一翻转组件和第二翻转组件,当待高温烘烤固化成型的碳纤维管放置在叠放架上时,通过伺服电机可以带动转杆进行转动,转杆转动时能够带动两个翻转轮进行逆向转动,从而带动放置在两个翻转轮之间的碳纤维管能够进行自转
一种碳纤维管成型装置及碳纤维管.pdf
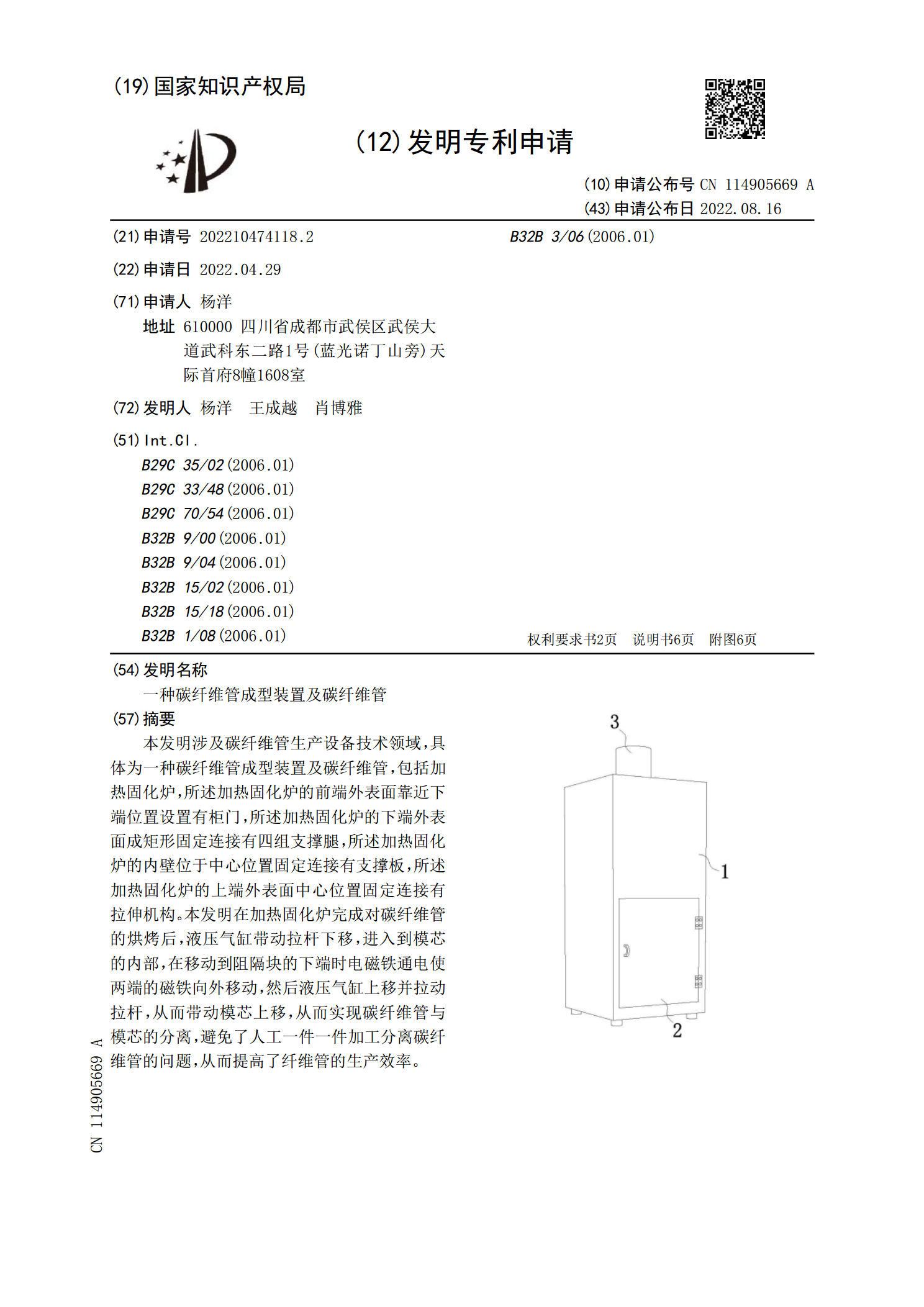
本发明涉及碳纤维管生产设备技术领域,具体为一种碳纤维管成型装置及碳纤维管,包括加热固化炉,所述加热固化炉的前端外表面靠近下端位置设置有柜门,所述加热固化炉的下端外表面成矩形固定连接有四组支撑腿,所述加热固化炉的内壁位于中心位置固定连接有支撑板,所述加热固化炉的上端外表面中心位置固定连接有拉伸机构。本发明在加热固化炉完成对碳纤维管的烘烤后,液压气缸带动拉杆下移,进入到模芯的内部,在移动到阻隔块的下端时电磁铁通电使两端的磁铁向外移动,然后液压气缸上移并拉动拉杆,从而带动模芯上移,从而实现碳纤维管与模芯的分离,

碳纤维复合材料厚壁管的成型工艺.docx
碳纤维复合材料厚壁管的成型工艺碳纤维复合材料厚壁管是一种具有结构坚固、重量轻、耐高温、耐腐蚀、耐磨损等优点的管道材料,应用广泛于航天、航空、汽车、船舶、体育用品等领域。其成型工艺是制作这种管道的重要工艺之一,在其制作过程中,需要考虑到多种因素,如材料选择、成型工艺、成型设备、成型工艺参数等诸多方面,因此做好碳纤维复合材料厚壁管的成型工艺对其质量和应用效益的提高至关重要。本文将从碳纤维复合材料的制备、厚壁管的成型原理、成型工艺参数、成型设备及检测等几个方面进行探讨。一、碳纤维复合材料的制备碳纤维是一种高强度