
一种碳纤维管生产成型方法.pdf

猫巷****永安


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种碳纤维管生产成型方法.pdf
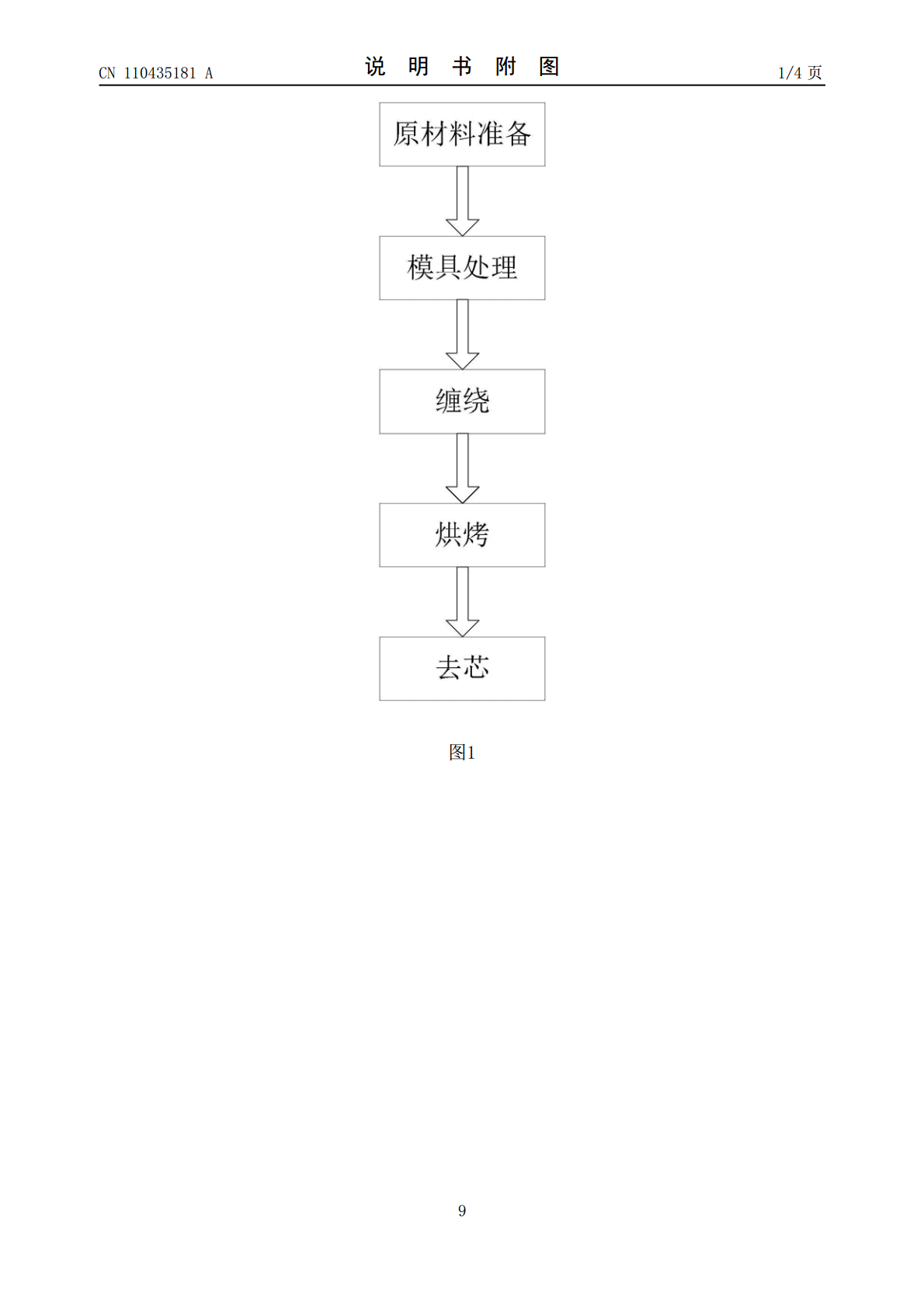
本发明涉及一种碳纤维管生产成型方法,具体成型方法如下:原材料准备,模具处理,缠绕,烘烤,去芯,上述碳纤维管生产成型中使用的成型装置包括工作台、支撑架、辅助机构与缠绕机构,所述工作台上安装有支撑架与缠绕机构,支撑架下端安装有辅助机构,辅助机构位于缠绕机构正上方,缠绕机构包括缠绕电机、连接轴、芯模、涂抹支链与压紧支链,辅助机构包括辅助转辊、导向架、电动滑块与导向筒。本发明采用缠绕法将碳纤维线束加工成管状结构,在缠绕加工前,能够在短时间内将脱模剂涂抹在芯模表面,节省了操作时间,提高了涂抹的均匀度,在缠绕过程中,
一种碳纤维管成型装置及碳纤维管.pdf
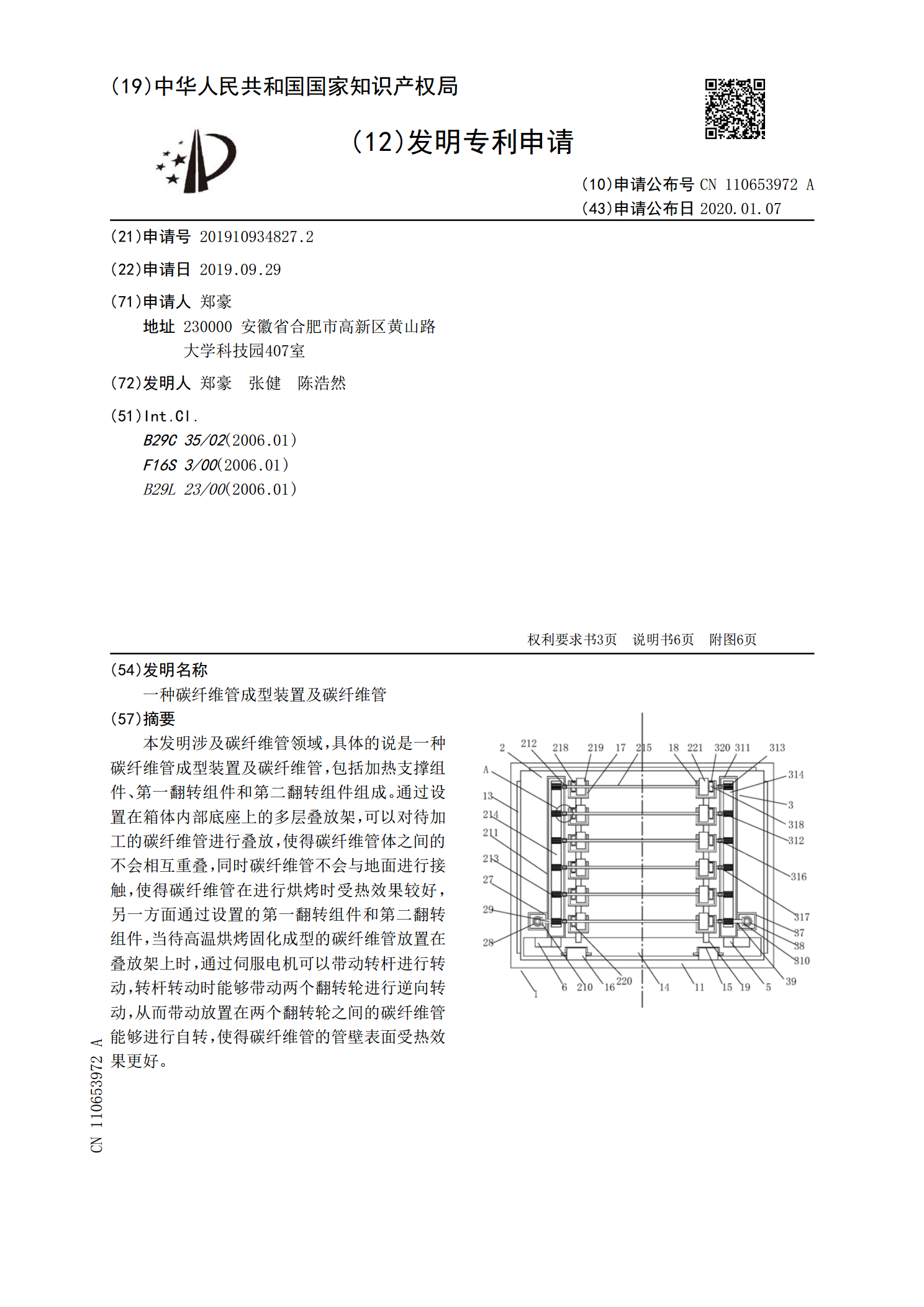
本发明涉及碳纤维管领域,具体的说是一种碳纤维管成型装置及碳纤维管,包括加热支撑组件、第一翻转组件和第二翻转组件组成。通过设置在箱体内部底座上的多层叠放架,可以对待加工的碳纤维管进行叠放,使得碳纤维管体之间的不会相互重叠,同时碳纤维管不会与地面进行接触,使得碳纤维管在进行烘烤时受热效果较好,另一方面通过设置的第一翻转组件和第二翻转组件,当待高温烘烤固化成型的碳纤维管放置在叠放架上时,通过伺服电机可以带动转杆进行转动,转杆转动时能够带动两个翻转轮进行逆向转动,从而带动放置在两个翻转轮之间的碳纤维管能够进行自转
一种碳纤维管成型装置及碳纤维管.pdf
本发明涉及碳纤维管生产设备技术领域,具体为一种碳纤维管成型装置及碳纤维管,包括加热固化炉,所述加热固化炉的前端外表面靠近下端位置设置有柜门,所述加热固化炉的下端外表面成矩形固定连接有四组支撑腿,所述加热固化炉的内壁位于中心位置固定连接有支撑板,所述加热固化炉的上端外表面中心位置固定连接有拉伸机构。本发明在加热固化炉完成对碳纤维管的烘烤后,液压气缸带动拉杆下移,进入到模芯的内部,在移动到阻隔块的下端时电磁铁通电使两端的磁铁向外移动,然后液压气缸上移并拉动拉杆,从而带动模芯上移,从而实现碳纤维管与模芯的分离,

一种碳纤维管成型装置.pdf
本发明公开了一种碳纤维管成型装置,包括底座,所述底座的顶部左侧设置有台面,所述台面的底部两侧均通过第一支腿和底座的顶部固定连接,所述台面的顶部安装有底板,所述底板的顶部前后侧均安装有支杆,两组支杆的顶部分别和料箱的底部两侧固定连接,所述料箱的顶部安装有搅拌机构,所述料箱的下端设置有下压板,所述下压板的右端安装有刮刀。本发明通过液压缸带动下压板下压,使得下压板整体同时下压,从而使得控制浆量更加的准确,而且调节方便快捷,适合广泛推广与使用。
一种碳纤维复合材料管的成型方法.pdf
本发明公开了一种碳纤维复合材料管的成型方法,它包括以下步骤,第一步,将碳纤维和玻璃纤维浸渍于树脂基体中形成预浸料;第二步,借助卷管机上的热辊将预浸料软化,将预浸料按要求的厚度卷绕在芯轴上,并在预浸料的外面用薄膜带缠绕拉紧;第三步,放入固化炉中固化,并对固化成型的管材进行后处理;第四步,将预浸料按预先设定的路径缠绕在管材上,再放入烤箱中,待树脂硬化后将芯轴抽出脱模。该成型工艺简单,工艺可控性强,成品质量稳定。