
引线框架用高性能铜合金板带热处理及加工工艺.pdf

新槐****公主

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
引线框架用高性能铜合金板带热处理及加工工艺.pdf
本发明公开了一种引线框架用高性能铜合金板带热处理及加工工艺,工艺流程为:工频感应半连铸→两辊热压机热轧至14×400mm→水淬→卷曲→铣面12.6mm→两辊三架连轧至4.0mm→罩式炉退火→四辊冷轧机轧至0.2mm→通过式连续退火→四辊冷轧至0.15mm。采用该工艺生产的引线框架用高性能铜合金抗拉强度大于450MPa,导电率大于60~70%IACS,且质量稳定。工艺科学合理,生产效率高。

KFC引线框架铜合金带材生产工艺.pdf
本发明公开了一种KFC引线框架铜合金带材生产工艺,工艺流程包括熔铸-KFC连铸卷坯铣面-冷轧-钟罩退火-冷轧-连续退火炉退火-冷轧。先经过钟罩退火再经过在连续退火炉中760℃退火,出现明显的再结晶组织,效果好,晶粒的分布也十分均匀。提高了塑性加工性能和沉淀硬化效果。

引线框架 铜合金.docx
引线框架铜合金材料介绍引线框架:作为集成电路的芯片载体,是一种借助于键合材料(金丝、铝丝、铜丝)实现芯片内部电路引出端与外引线的电气连接,形成电气回路的关键结构件,它起到了和外部导线连接的桥梁作用,绝大部分的半导体集成块中都需要使用引线框架,是电子信息产业中重要的基础材料。2)优势所在:科学技术现代化对铜及铜合金材料提出越来越多的新要求,引线框架的作用是导电、散热、联接外部电路,因此要求制作引线框架材料具有高强度、高导电、良好的冲压和蚀刻性能。目前全世界百分之八十的引线框架使用铜合金高精带材制作,据不完全

引线框架用CuNiSi合金形变热处理工艺研究.docx
引线框架用CuNiSi合金形变热处理工艺研究引线框架是一种常见的电子元器件,通常用于连接半导体器件和电路板之间的引线。引线框架需要具有良好的弹性和热稳定性,以确保稳定的电连接和长期可靠性。CuNiSi合金是一种理想的材料选择,具有合适的机械性能和热稳定性。本文将探讨CuNiSi合金形变热处理工艺在引线框架中的应用和研究。第一部分:引言(引出研究背景和目的)引线框架在电子器件中扮演着重要的角色,因此,对其材料和制造工艺的研究具有重要意义。CuNiSi合金以其良好的热稳定性、电导率和机械性能被广泛应用于引线框
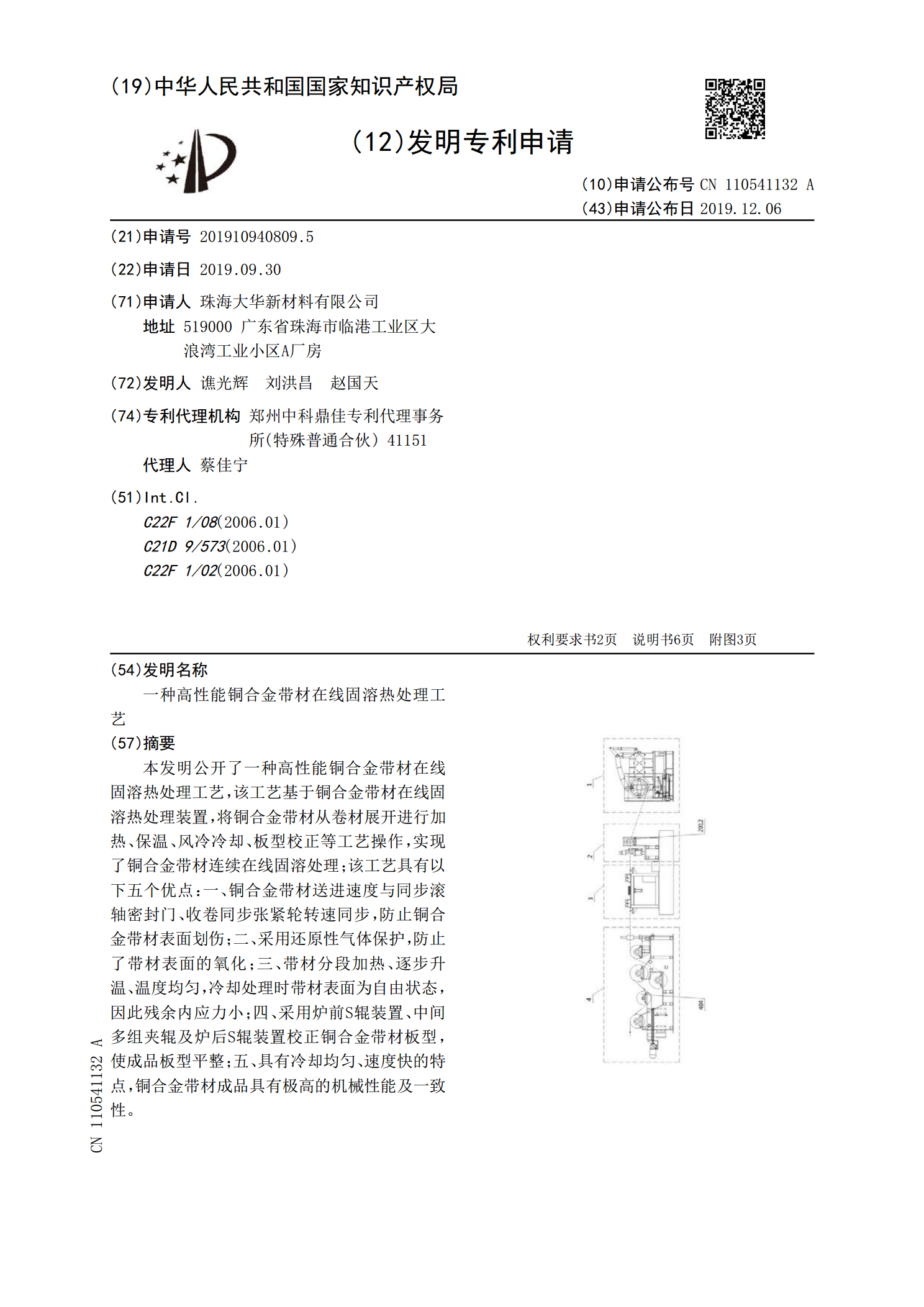
一种高性能铜合金带材在线固溶热处理工艺.pdf
本发明公开了一种高性能铜合金带材在线固溶热处理工艺,该工艺基于铜合金带材在线固溶热处理装置,将铜合金带材从卷材展开进行加热、保温、风冷冷却、板型校正等工艺操作,实现了铜合金带材连续在线固溶处理;该工艺具有以下五个优点:一、铜合金带材送进速度与同步滚轴密封门、收卷同步张紧轮转速同步,防止铜合金带材表面划伤;二、采用还原性气体保护,防止了带材表面的氧化;三、带材分段加热、逐步升温、温度均匀,冷却处理时带材表面为自由状态,因此残余内应力小;四、采用炉前S辊装置、中间多组夹辊及炉后S辊装置校正铜合金带材板型,使成