
一种高性能铜合金带材在线固溶热处理工艺.pdf

运升****魔王

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高性能铜合金带材在线固溶热处理工艺.pdf
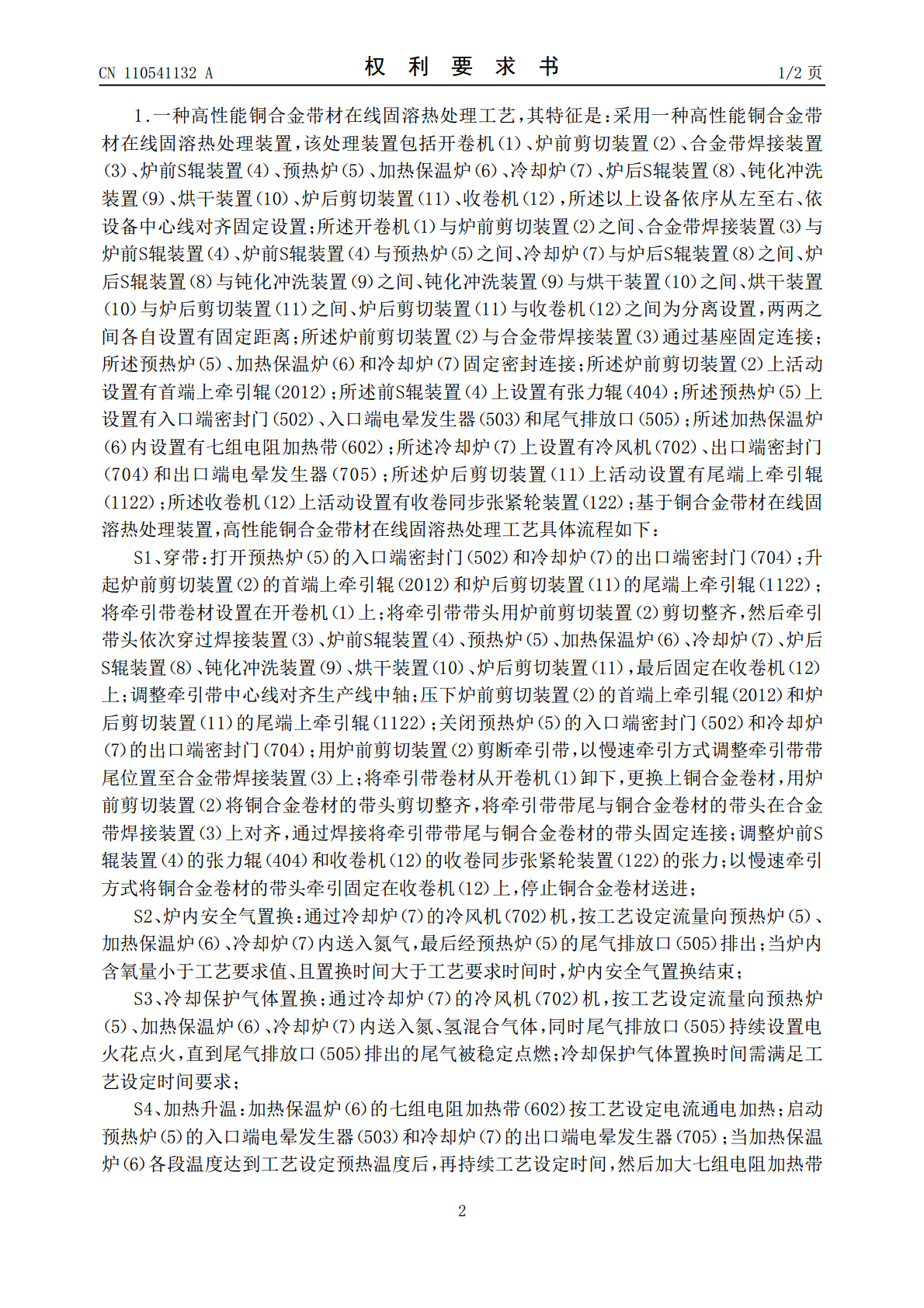
本发明公开了一种高性能铜合金带材在线固溶热处理工艺,该工艺基于铜合金带材在线固溶热处理装置,将铜合金带材从卷材展开进行加热、保温、风冷冷却、板型校正等工艺操作,实现了铜合金带材连续在线固溶处理;该工艺具有以下五个优点:一、铜合金带材送进速度与同步滚轴密封门、收卷同步张紧轮转速同步,防止铜合金带材表面划伤;二、采用还原性气体保护,防止了带材表面的氧化;三、带材分段加热、逐步升温、温度均匀,冷却处理时带材表面为自由状态,因此残余内应力小;四、采用炉前S辊装置、中间多组夹辊及炉后S辊装置校正铜合金带材板型,使成
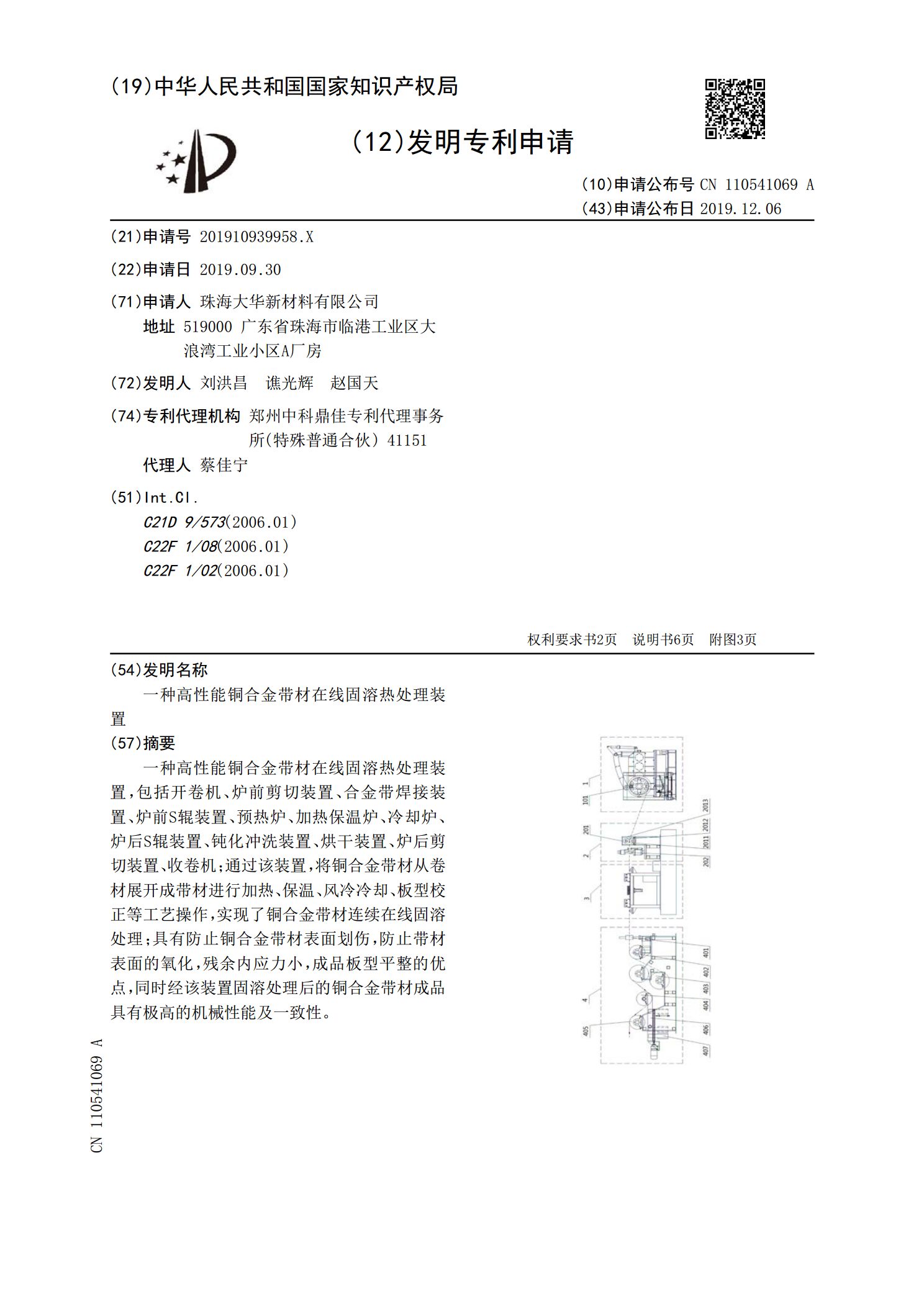
一种高性能铜合金带材在线固溶热处理装置.pdf
一种高性能铜合金带材在线固溶热处理装置,包括开卷机、炉前剪切装置、合金带焊接装置、炉前S辊装置、预热炉、加热保温炉、冷却炉、炉后S辊装置、钝化冲洗装置、烘干装置、炉后剪切装置、收卷机;通过该装置,将铜合金带材从卷材展开成带材进行加热、保温、风冷冷却、板型校正等工艺操作,实现了铜合金带材连续在线固溶处理;具有防止铜合金带材表面划伤,防止带材表面的氧化,残余内应力小,成品板型平整的优点,同时经该装置固溶处理后的铜合金带材成品具有极高的机械性能及一致性。
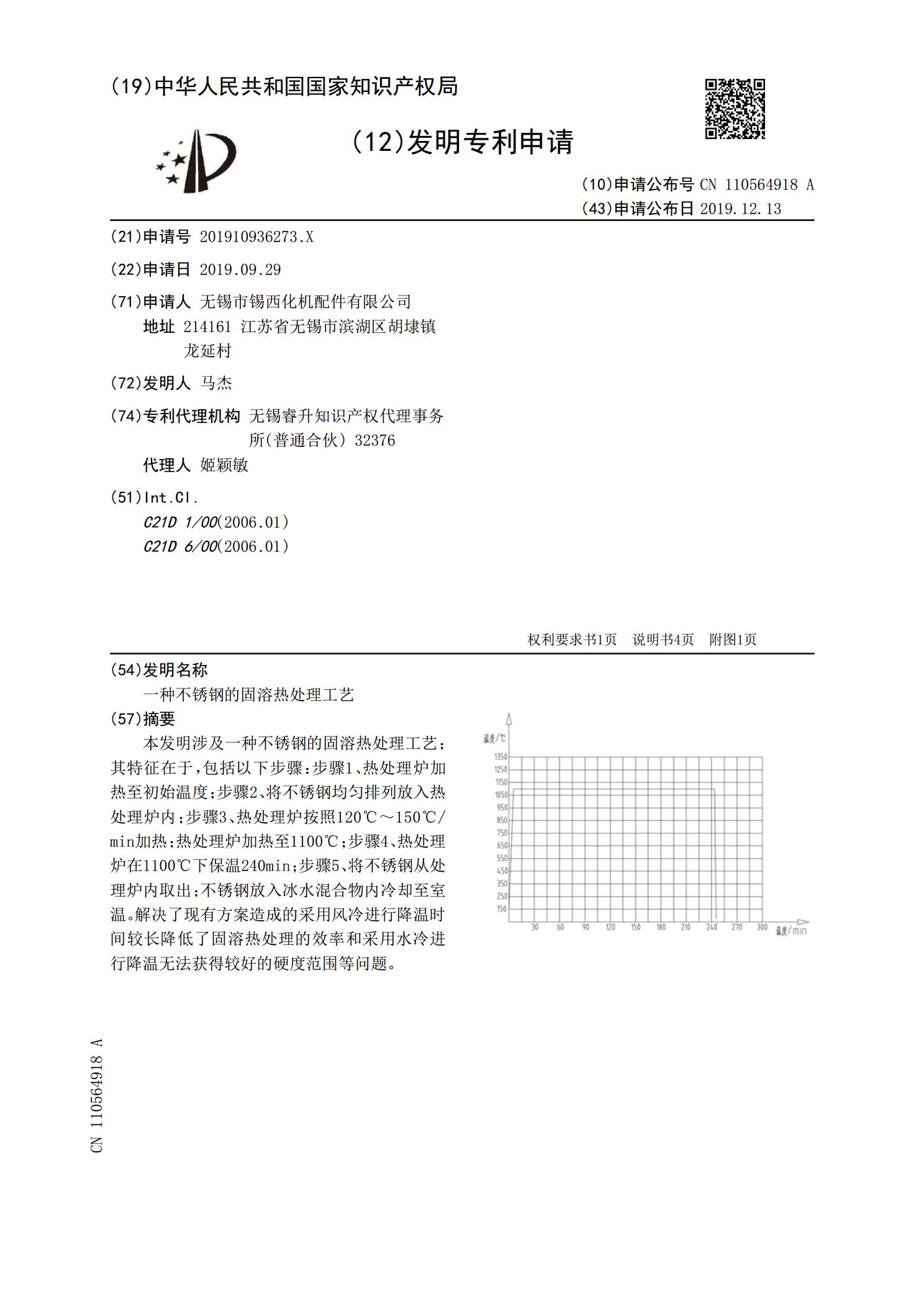
一种不锈钢的固溶热处理工艺.pdf
本发明涉及一种不锈钢的固溶热处理工艺;其特征在于,包括以下步骤:步骤1、热处理炉加热至初始温度;步骤2、将不锈钢均匀排列放入热处理炉内;步骤3、热处理炉按照120℃~150℃/min加热;热处理炉加热至1100℃;步骤4、热处理炉在1100℃下保温240min;步骤5、将不锈钢从处理炉内取出;不锈钢放入冰水混合物内冷却至室温。解决了现有方案造成的采用风冷进行降温时间较长降低了固溶热处理的效率和采用水冷进行降温无法获得较好的硬度范围等问题。
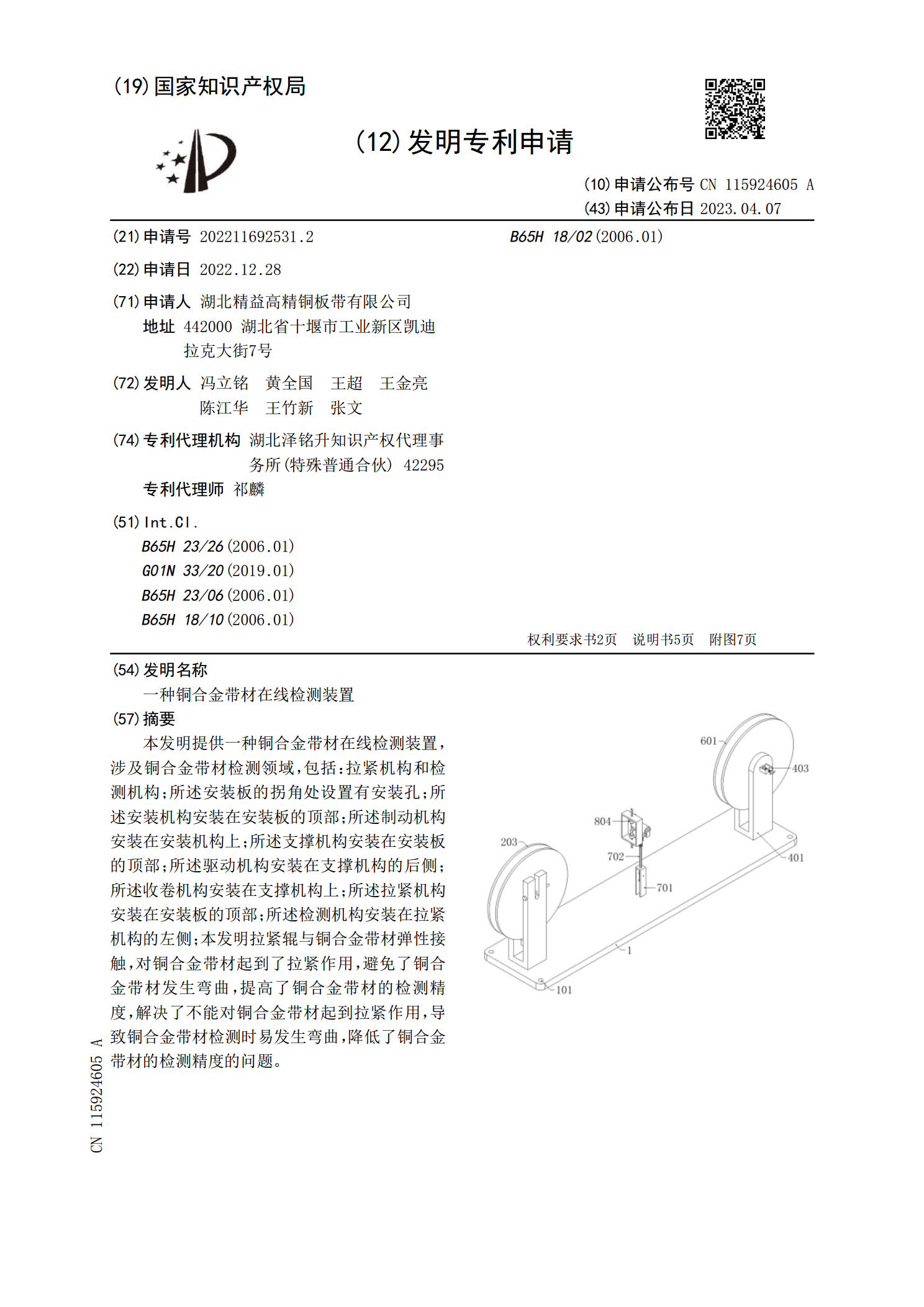
一种铜合金带材在线检测装置.pdf
本发明提供一种铜合金带材在线检测装置,涉及铜合金带材检测领域,包括:拉紧机构和检测机构;所述安装板的拐角处设置有安装孔;所述安装机构安装在安装板的顶部;所述制动机构安装在安装机构上;所述支撑机构安装在安装板的顶部;所述驱动机构安装在支撑机构的后侧;所述收卷机构安装在支撑机构上;所述拉紧机构安装在安装板的顶部;所述检测机构安装在拉紧机构的左侧;本发明拉紧辊与铜合金带材弹性接触,对铜合金带材起到了拉紧作用,避免了铜合金带材发生弯曲,提高了铜合金带材的检测精度,解决了不能对铜合金带材起到拉紧作用,导致铜合金带材
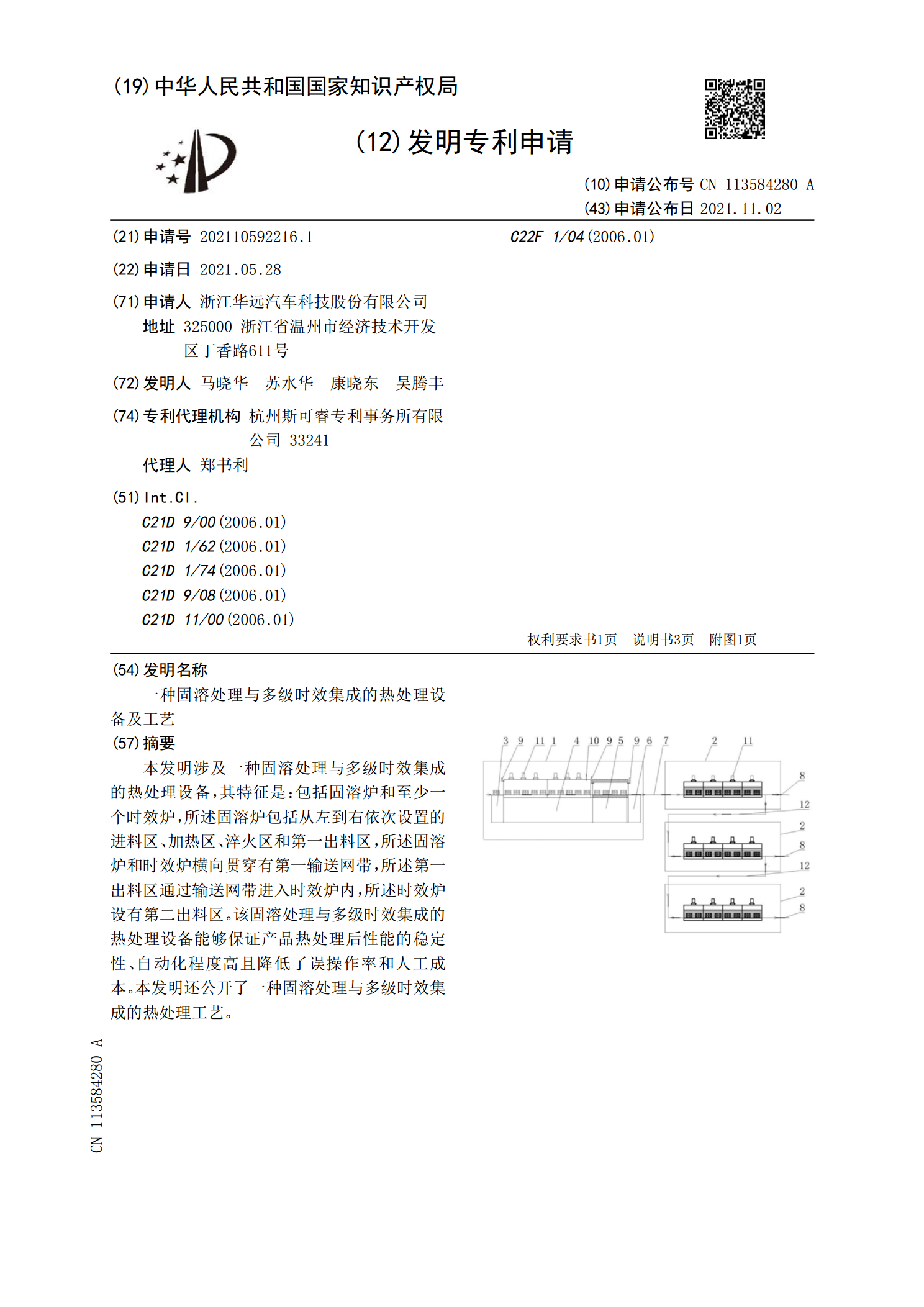
一种固溶处理与多级时效集成的热处理设备及工艺.pdf
本发明涉及一种固溶处理与多级时效集成的热处理设备,其特征是:包括固溶炉和至少一个时效炉,所述固溶炉包括从左到右依次设置的进料区、加热区、淬火区和第一出料区,所述固溶炉和时效炉横向贯穿有第一输送网带,所述第一出料区通过输送网带进入时效炉内,所述时效炉设有第二出料区。该固溶处理与多级时效集成的热处理设备能够保证产品热处理后性能的稳定性、自动化程度高且降低了误操作率和人工成本。本发明还公开了一种固溶处理与多级时效集成的热处理工艺。