
合金铜带软连接生产工艺.pdf

一吃****新冬

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
合金铜带软连接生产工艺.pdf
本发明公开了一种合金铜带软连接生产工艺,工艺流程为:标准选材→模具制作→下料→清理叠装→酸洗→表面处理→保温→熔炼→锯削清理毛刺→钻孔→表面抛光→整形→包装→入库。其中选材为达到t2标准铜材的0.3mm-0.5mm的铜皮下料。合金铜带过渡接头熔铸成形工艺:将配尺好的材料按工艺标准要求清理好放保温炉中,温度达到600℃左右即取出,涂好特制的溶剂后放入制好的模具中拼紧,再将熔化好的温度在1200℃的金属液注入模具中,高速溶液熔为一体成形,待铸件固化后即可卸除模具将其取出。机压制编织线软连接采用电弧焊,编织
一种软连接导电铜带焊接装置.pdf
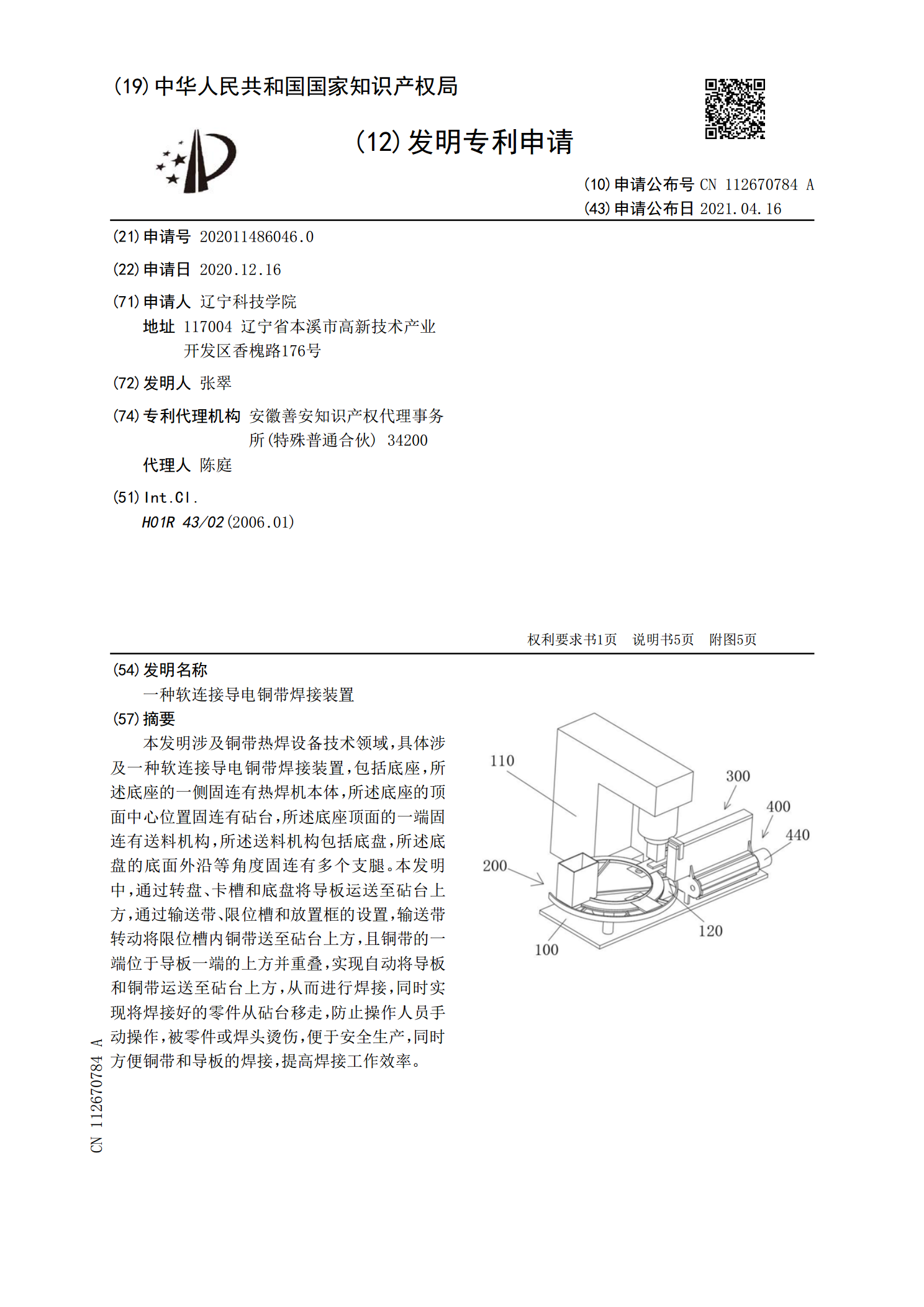
本发明涉及铜带热焊设备技术领域,具体涉及一种软连接导电铜带焊接装置,包括底座,所述底座的一侧固连有热焊机本体,所述底座的顶面中心位置固连有砧台,所述底座顶面的一端固连有送料机构,所述送料机构包括底盘,所述底盘的底面外沿等角度固连有多个支腿。本发明中,通过转盘、卡槽和底盘将导板运送至砧台上方,通过输送带、限位槽和放置框的设置,输送带转动将限位槽内铜带送至砧台上方,且铜带的一端位于导板一端的上方并重叠,实现自动将导板和铜带运送至砧台上方,从而进行焊接,同时实现将焊接好的零件从砧台移走,防止操作人员手动操作,被
一种软连接用紫铜带的制备方法.pdf
本申请提供了一种软连接用紫铜带的制备方法,将传统紫铜带生产中的冷轧在制轧程和冷轧留底轧程中的罩式炉退火改为气垫式连续退火炉退火,且将传统紫铜带生产中的冷轧成品轧程中的气垫式连续退火炉退火改成罩式炉退火,且对罩式炉退火进行了多处改进,从而既解决了传统紫铜带在气垫式连续退火炉中行进时很容易被拉断的问题,又解决了传统紫铜带在罩式炉退火后层与层之间容易产生严重粘结的问题,且本申请对退火工艺的改进并没有影响成品紫铜带的性能,生产的成品紫铜带的性能完全达标,符合标准与客户的需要。
一种汽车连接器锡黄铜带的生产工艺.pdf
本发明公开了一种汽车连接器锡黄铜带的生产工艺,属于有色金属铜轧制及热处理技术领域。包含如下步骤:(1)熔炼拉铸;(2)热轧;(3)铣削加工;(4)粗轧;(5)切边;(6)一次退火;(7)一次清洗;(8)中轧;(9)松卷;(10)二次退火;(11)二次清洗;(12)中精轧;(13)气垫退火清洗;(14)精轧;(15)低温退火;(16)四次清洗;(17)拉弯矫直;(18)分条入库。本发明选择采用旧料、回料为主的投炉方式,保障成分合格的基础上,减少了纯金属投炉带来的成本增加,减少了成本,且所得产品的抗拉强度≥6
一种铜带生产工艺.pdf
本发明公开了一种铜带生产工艺,具体包括以下步骤:(1)熔炼、连铸;(2)铣面;(3)热轧;(4)退火;(5)酸洗、清洗;(6)精轧;(7)剪切、包装、入库。本发明的有益条件在于:进行对原料熔炼合金材料的加入,控制原材料质量,热轧控制加热温度与加热环境后,可在很大程度上减少铜材在加热炉内氧化烧损,控制成品的成材率,减少一系列的因铜材加热氧化而产生的质量问题,退火参数控制,降低变形抗力,恢复塑性,通过本方法生产的铜带成品质量性能佳。