
一种汽车连接器锡黄铜带的生产工艺.pdf

子璇****君淑

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车连接器锡黄铜带的生产工艺.pdf
本发明公开了一种汽车连接器锡黄铜带的生产工艺,属于有色金属铜轧制及热处理技术领域。包含如下步骤:(1)熔炼拉铸;(2)热轧;(3)铣削加工;(4)粗轧;(5)切边;(6)一次退火;(7)一次清洗;(8)中轧;(9)松卷;(10)二次退火;(11)二次清洗;(12)中精轧;(13)气垫退火清洗;(14)精轧;(15)低温退火;(16)四次清洗;(17)拉弯矫直;(18)分条入库。本发明选择采用旧料、回料为主的投炉方式,保障成分合格的基础上,减少了纯金属投炉带来的成本增加,减少了成本,且所得产品的抗拉强度≥6
一种锡黄铜带的生产工艺.pdf
本发明公开了一种锡黄铜带的生产工艺,属于有色金属铜轧制及热处理技术领域。包含如下步骤:(1)熔炼拉铸;(2)热轧;(3)铣削加工;(4)粗轧;(5)切边;(6)一次退火;(7)一次清洗;(8)中轧;(9)松卷;(10)二次退火;(11)二次清洗;(12)中精轧;(13)气垫退火清洗;(14)精轧;(15)低温退火;(16)四次清洗;(17)拉弯矫直;(18)分条入库。本发明选择采用旧料、回料为主的投炉方式,保障成分合格的基础上,减少了纯金属投炉带来的成本增加,减少了成本,且所得产品的抗拉强度≥600MPa
一种铜带涂锡机.pdf
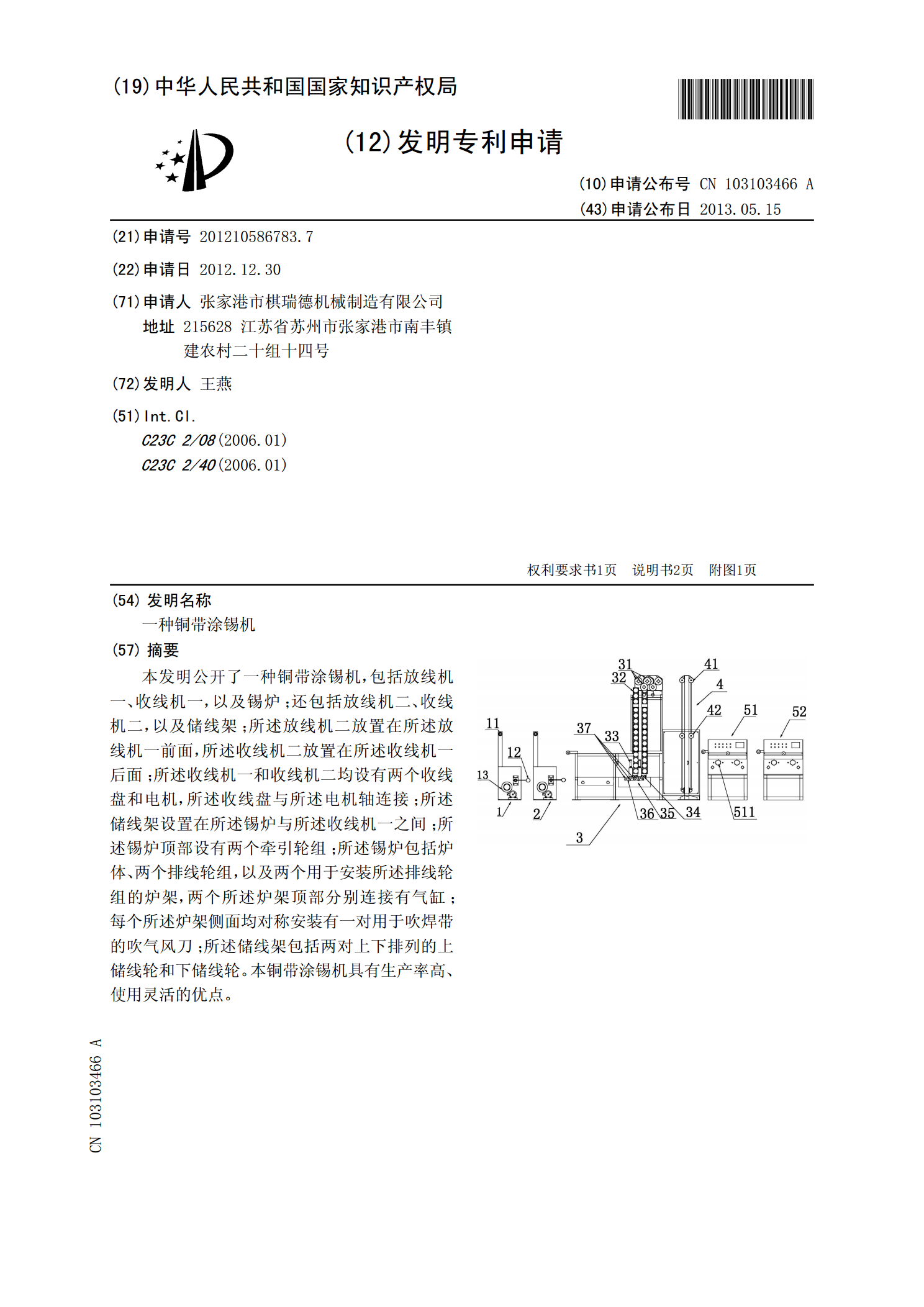
本发明公开了一种铜带涂锡机,包括放线机一、收线机一,以及锡炉;还包括放线机二、收线机二,以及储线架;所述放线机二放置在所述放线机一前面,所述收线机二放置在所述收线机一后面;所述收线机一和收线机二均设有两个收线盘和电机,所述收线盘与所述电机轴连接;所述储线架设置在所述锡炉与所述收线机一之间;所述锡炉顶部设有两个牵引轮组;所述锡炉包括炉体、两个排线轮组,以及两个用于安装所述排线轮组的炉架,两个所述炉架顶部分别连接有气缸;每个所述炉架侧面均对称安装有一对用于吹焊带的吹气风刀;所述储线架包括两对上下排列的上储线轮
一种慢速涂锡铜带用锡炉组件.pdf
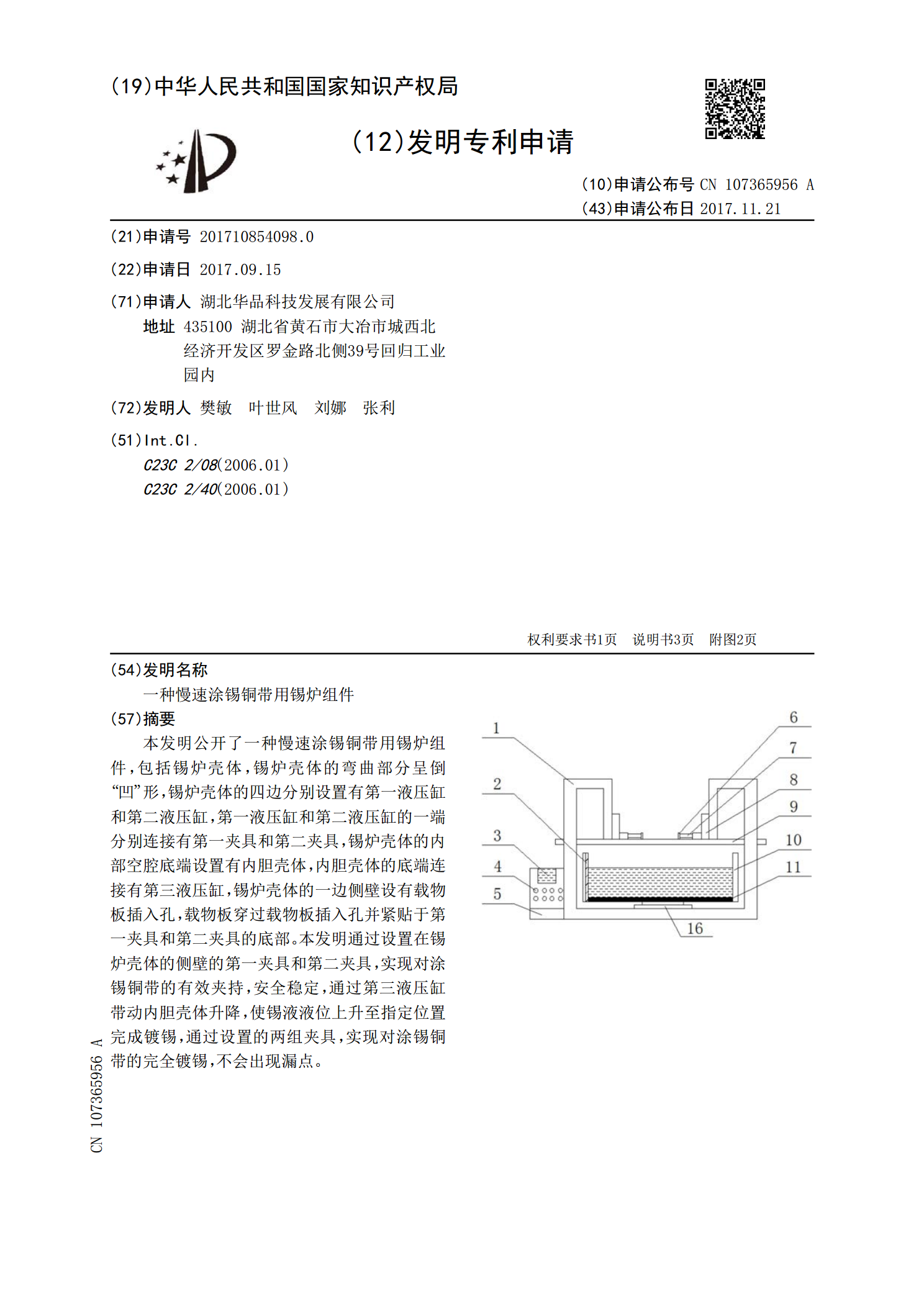
本发明公开了一种慢速涂锡铜带用锡炉组件,包括锡炉壳体,锡炉壳体的弯曲部分呈倒“凹”形,锡炉壳体的四边分别设置有第一液压缸和第二液压缸,第一液压缸和第二液压缸的一端分别连接有第一夹具和第二夹具,锡炉壳体的内部空腔底端设置有内胆壳体,内胆壳体的底端连接有第三液压缸,锡炉壳体的一边侧壁设有载物板插入孔,载物板穿过载物板插入孔并紧贴于第一夹具和第二夹具的底部。本发明通过设置在锡炉壳体的侧壁的第一夹具和第二夹具,实现对涂锡铜带的有效夹持,安全稳定,通过第三液压缸带动内胆壳体升降,使锡液液位上升至指定位置完成镀锡,通
一种铜带生产工艺.pdf
本发明公开了一种铜带生产工艺,具体包括以下步骤:(1)熔炼、连铸;(2)铣面;(3)热轧;(4)退火;(5)酸洗、清洗;(6)精轧;(7)剪切、包装、入库。本发明的有益条件在于:进行对原料熔炼合金材料的加入,控制原材料质量,热轧控制加热温度与加热环境后,可在很大程度上减少铜材在加热炉内氧化烧损,控制成品的成材率,减少一系列的因铜材加热氧化而产生的质量问题,退火参数控制,降低变形抗力,恢复塑性,通过本方法生产的铜带成品质量性能佳。