
一种耐蚀性钕铁硼永磁体的制备方法.pdf

光誉****君哥

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐蚀性钕铁硼永磁体的制备方法.pdf
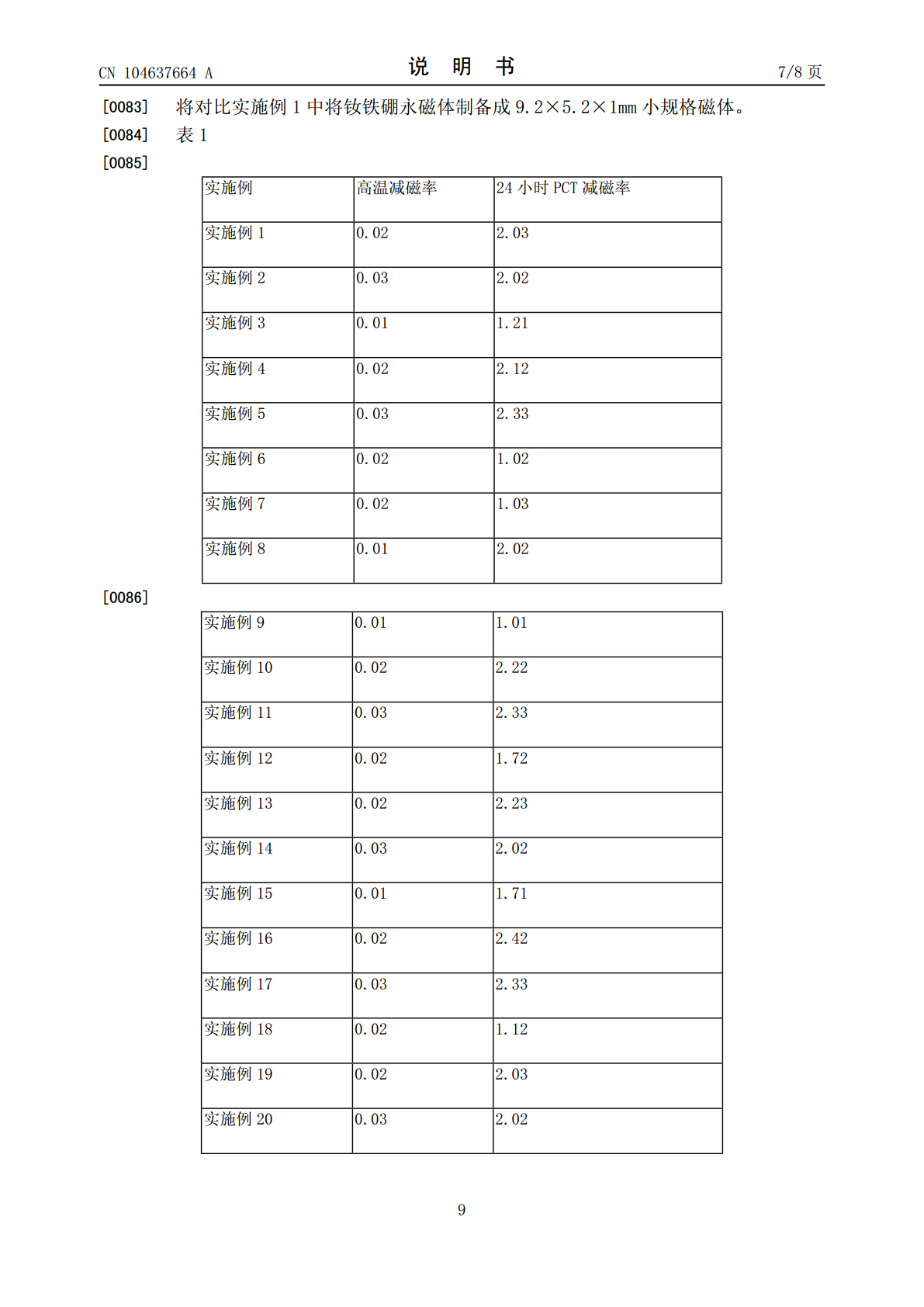
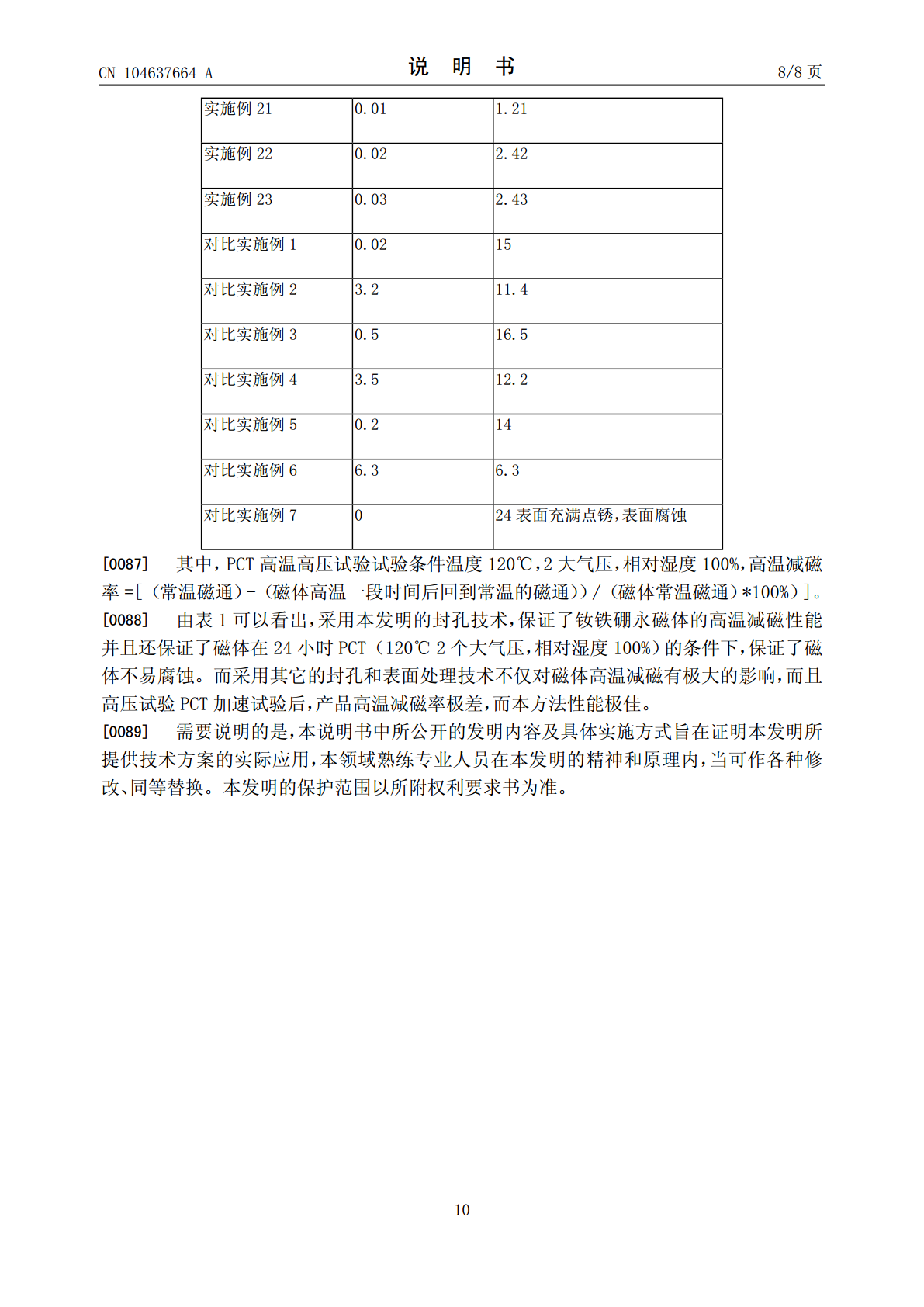
本发明提供了一种耐蚀性烧结钕铁硼永磁体的制造方法,所述制造方法包括利用真空感应速凝铸片炉将钕铁硼永磁体制备成速凝薄片,将速凝薄片进行氢爆破碎并进行脱氢处理方法再经过在气流磨中利用高速惰性气体气流将氢爆破碎后的粉体破碎,制成平均粒度为1-5μm的微粉,将微粉取向压型后经过烧结得到高性能钕铁硼永磁材料,然后将将产品进行加工,制造成需求的小规格磁体。最后对永磁体进行封孔处理,得到一种耐蚀性的钕铁硼永磁材料。本发明的制造方法可以有效的提高钕铁硼永磁体的耐蚀性能,可以提高钕铁硼永磁体的使用寿命。
一种高矫顽力高强韧高耐蚀烧结钕铁硼永磁体的制备方法.pdf
本发明属于稀土永磁材料领域,特别提供了一种高矫顽力高强韧高耐蚀烧结钕铁硼永磁体的制备方法。其特征是用纯Cu纳米粉末完全替代晶界富Nd相实现液相烧结和磁隔绝。将平均粒径20-150nm的Cu纳米粉末加入到3-5μm的2:14:1钕铁硼基粉末中混合均匀,添加比例为2:14:1钕铁硼基粉末重量的2-8%,在大于1.5T的磁场中取向压型并等静压;置入真空烧结炉内,在1000-1100℃烧结2-5h,最后进行二级热处理,即分别在600-800℃(一级热处理温度)和300-500℃(二级热处理温度)热处理1-4h,得
一种高耐蚀性烧结钕铁硼磁体及其制备方法.pdf
本发明涉及稀土永磁材料制备技术领域,特别涉及一种高耐蚀性烧结钕铁硼磁体及其制备方法,所述的方法包括将碳化硅粉体分散到乙醇中形成分散液,采用雾化喷射将所述分散液添加到钕铁硼粉末中,形成混合浆料;将装有混合浆料的模具在1.5?3T的磁场中充分取向,然后真空烘干以去除乙醇,得到初坯,随后将所述初坯放入液压装置中进行冷等静压,形成压坯;将所述压坯放入真空烧结炉中烧结成型,热处理,得到钕铁硼磁体;本发明通过向钕铁硼粉体中掺入碳化硅粉体,经真空烧结处理后,由于碳化硅的存在,显著的提升了钕铁硼磁体的耐腐蚀性能,并且基于
一种高耐蚀烧结钕铁硼磁体的制备方法.pdf
本发明提供一种高耐蚀烧结钕铁硼磁体的制备方法,先将烧结钕铁硼磁粉置于1.5‑2.0T的取向磁场、16MPa的压力下进行取向压型,将压坯置于油冷等静压机中冷压成型,得生坯;将生坯放入真空烧结炉中于850‑890℃温度下进行真空低温预烧结3‑3.5h后,成磁体;以磁体作为基底,采用磁控溅射的方法在其表面覆盖一层非稀土化合物;将其置于真空烧结炉中高温烧结2‑3h后,再进行二级回火处理,并在回火处理过程中充入20‑22MPa的惰性气体进行施压,制得高耐蚀烧结钕铁硼磁体。使用磁控溅射的方式使扩散源附着在磁体表面,实

一种高性能高耐蚀性烧结钕铁硼永磁材料的制备方法.pdf
本发明提供了一种高性能高耐蚀性烧结钕铁硼永磁材料的制备方法,本发明将烧结钕铁硼磁粉进行取向成型和等静压处理,而后进行烧结处理。并将烧结后的磁体制成薄片,作为下一步热处理的原料;提供作为辅相材料的重稀土靶材以及表面涂层的高电位金属靶材,利用磁控溅射工艺,在钕铁硼磁体表面溅射一层重稀土金属薄膜和高电位金属薄膜,后对所制烧结钕铁硼薄片进行热处理,使得重稀土金属扩散进入磁体的主相表面层中,在增强主相各向异性提高磁体的矫顽力的同时,剩磁也得到了很好的保持。另一方面留在磁体表面的高电位金属薄膜,作为钕铁硼磁体涂层能够