
一种高炉修补炉缸不放残铁的停炉方法.pdf

新槐****公主

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高炉修补炉缸不放残铁的停炉方法.pdf
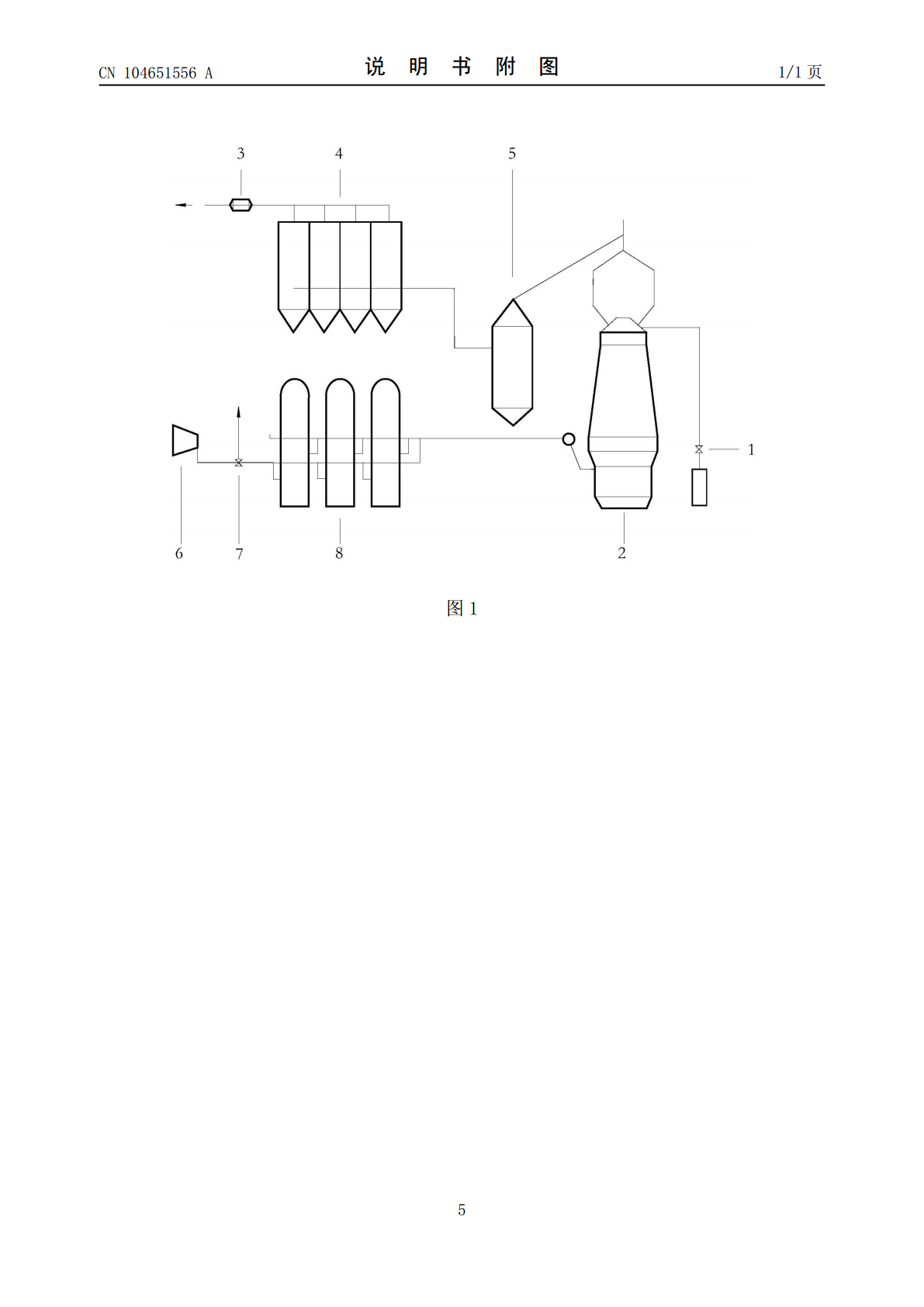
本发明是关于冶金行业炼铁高炉停炉的操作方法。这种停炉的操作方法克服了高炉修补炉缸时采用炉顶打水降料面放炉缸残铁操作中易产生煤气爆震,损坏炉顶设备,损坏砖衬、炉皮和冷却壁,使修补炉缸的成本增加,时间延长等缺点,设计一种高炉修补炉缸不放残铁的停炉方法。即在高炉渣铁出净时,炉顶通蒸汽,将炉顶煤气压力降到常压,热风风压降到0kpa,座料。然后继续向高炉送风出铁,直至渣铁出净后休风停炉。最后清出炉料,修补炉缸。这种停炉方法,依靠高炉炉料自重将炉缸里的渣铁通过铁口挤出,使停炉后渣铁液面降至铁口中心线以下500mm左右
高炉炉缸残铁爆破方法.pdf
本发明涉及冶金工程施工技术,公开了一种高炉炉缸残铁爆破方法。本发明公开的高炉炉缸残铁爆破方法,包括如下步骤:设计残铁爆破参数和炮孔分布;利用钻机在残铁上开设炮孔;在炮孔中装入炸药,炸药上设置雷管孔安装雷管,炸药中间设置冷却通水孔,冷却通水孔贯穿炸药,在炸药和炮孔之间填塞可过水的填塞物,在起爆前,向通水孔中通入冷却水对炸药进行冷却;准备就绪,人员撤至安全地点后,立即进行爆破。本发明采用爆破法进行高炉炉缸残铁的拆除,相较于气割和绳切割,其拆除速度快几倍,可以充分节省施工时间,提高工作效率,节约了施工成本,并且
一种高炉停炉后炉缸死铁层的处理方法.pdf
本发明公开一种高炉停炉后炉缸死铁层的处理方法,提供静态爆破膨胀剂,包括以下步骤:步骤S10、凉炉,使死铁层表面的温度为T1,将停炉时排放炉缸死铁层的孔道区域的炉皮割开,得到炉皮切割口;步骤S20、在炉缸死铁层表面含有焦炭的四周区域划制标识线,以得标识区域;步骤S30、在标识区域的内部确定钻孔点,在钻孔点上沿着炉缸死铁层的厚度方向钻孔,得到容纳孔,将静态爆破膨胀剂导入容纳孔内部,封堵容纳孔的孔口,间隔第一时间段使炉缸死铁层开裂后,再将断裂的炉缸死铁层从炉皮切割口清除到炉缸的外部。其操作简单,且安全系性良好,

一种高炉空料线停炉不放残铁烧掉风口区死焦堆的方法.pdf
本发明公开了一种高炉空料线停炉不放残铁烧掉风口区死焦堆的方法,具体包括以下步骤:(1)停炉前安装高炉炉顶雾化打水系统,并正常使用‑(2)停炉前一天,调整渣铁成分和铁水温度‑(3)加停炉料,停炉料为二段结构+盖面焦‑(4)预休风‑(5)送风打水空料线操作;该方法在高炉打水空料线过程中,将最终料面降得更深,风口区域炉缸死焦堆全部烧掉,最终全部料面降到风口中心线以下1.5米或更深,减少或取消停炉后人工扒炉,为检修、大修、凉炉缩短时间,减少或避免扒炉带来的人力、物力、财力消耗。
一种用于中大型高炉的停炉出残铁的方法.pdf
本发明公开了一种用于中大型高炉的停炉出残铁的方法。用于中大型高炉的停炉出残铁的方法包括以下步骤:在靠近铁道线的一侧确定双残铁口的位置;在预休风时,制作残铁口和出铁沟;在与残铁口同侧的铁道线上配装用于容纳残铁的铁罐;出残铁时,先将标高位置高的残铁口用氧气烧开,当铁流变小时,将标高位置低的残铁口烧开进行出残铁。采用本发明的方法进行停炉出残铁,可以实现安全、快速地停炉,并且停炉后使残留在炉缸内渣铁混合物大量减少,为清除炉缸内残留物减少了人力、物力、财力消耗。