
空心陶瓷炉辊的加工方法.pdf

如灵****姐姐

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
空心陶瓷炉辊的加工方法.pdf
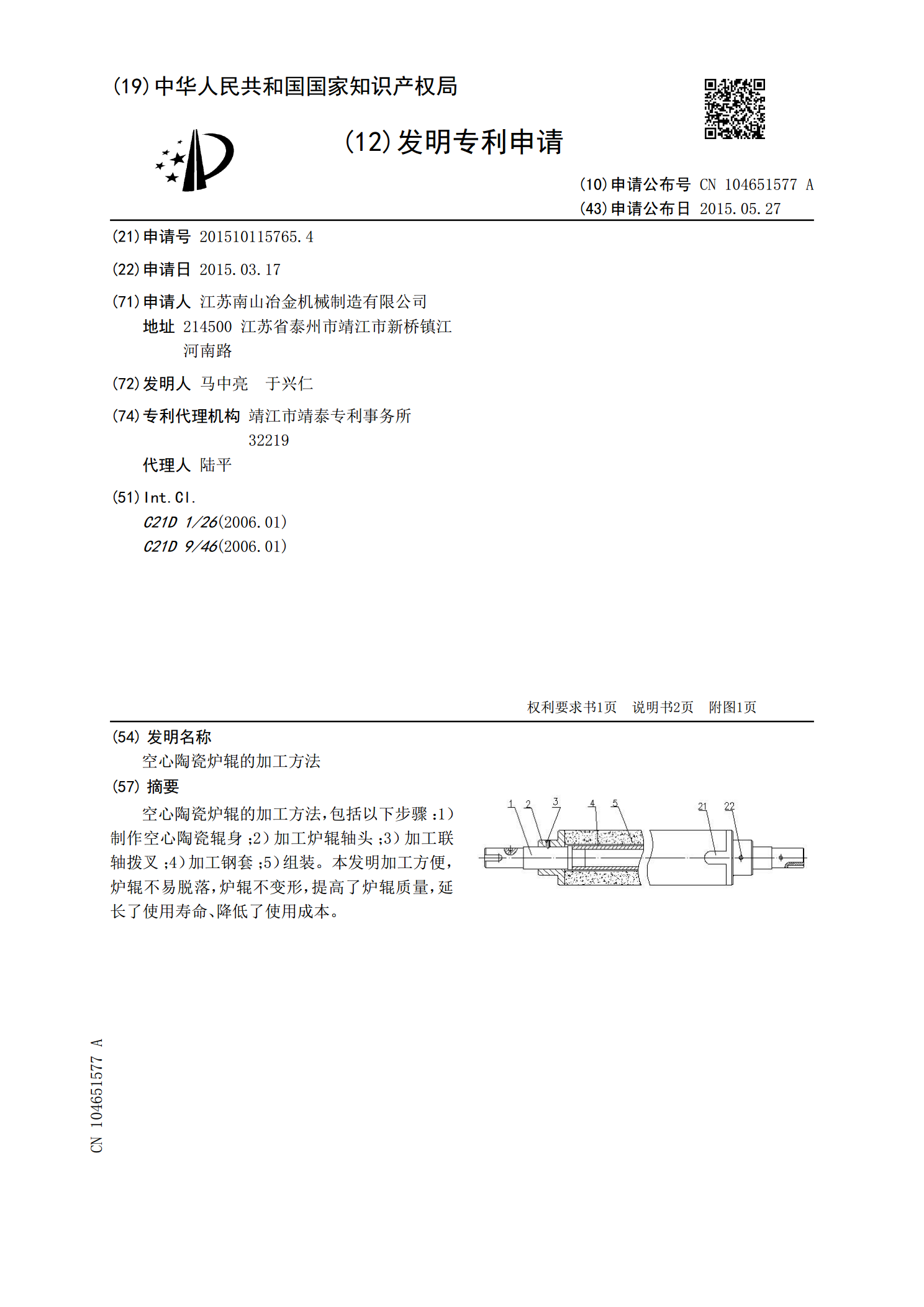
空心陶瓷炉辊的加工方法,包括以下步骤:1)制作空心陶瓷辊身;2)加工炉辊轴头;3)加工联轴拨叉;4)加工钢套;5)组装。本发明加工方便,炉辊不易脱落,炉辊不变形,提高了炉辊质量,延长了使用寿命、降低了使用成本。
一种钢化炉陶瓷辊的加工方法.pdf
本发明公开了一种钢化炉陶瓷辊的加工方法,包括下述步骤:(1)除去陶瓷辊上的残留物,打磨光滑;(2)用酒精擦拭陶瓷辊,再擦拭干燥,在陶瓷辊两端作环形线圈标记;(3)在两端环形线圈标记之间的区域内均匀涂上胶水,涂完后检查是否有漏涂;(4)将陶瓷纤维套管套上陶瓷辊,不能拉拽,需将陶瓷纤维套管推至陶瓷辊中部,再从中间向两端展开,捋平,在两端用不锈钢喉箍固定;(5)将固定好陶瓷纤维套管的陶瓷辊在湿度≤60%的环境中放置12‑24小时或100℃烘干4小时,即得。本发明不需要改变机器的结构,在原来的基础上增加陶瓷纤维套

一种加热炉用石英陶瓷空心辊棒的制备方法.pdf
本发明公开了一种加热炉用石英陶瓷空心辊棒的制备方法,包括以下步骤:步骤1,制备氮化铌包覆硼化钪微球;步骤2,制备石英陶瓷混合浆料:按照重量份数分别称取高纯石英砂75~85份、氮化铌包覆硼化钪微球6~12份、粘结剂2~5份、无水乙醇1~2份以及去离子水2~4份混合,球磨处理,得到石英陶瓷混合浆料;步骤3,制备石英陶瓷空心辊棒:将石英陶瓷混合浆料注入成型模具内,通过振动注浆成型的方法制备得到坯体,再将坯体干燥处理后烧结,得到石英陶瓷空心辊棒。本发明通过添加自制的氮化铌包覆硼化钪微球对石英陶瓷进行优化改进,使得

硅钢炉辊及其加工方法.pdf
本发明公开了一种硅钢炉辊及其加工方法,属于炉辊技术领域,该硅钢炉辊包括:辊体,辊体为内部空心的圆柱件;保护层,保护层均匀设于辊体的侧表面,保护层包括钴基合金层和氧化物陶瓷层,钴基合金层均匀设于辊体的侧表面,氧化物陶瓷层均匀设在钴基合金层的表面。本发明的辊体内部空心,重量小,便于吊装和更换,同时使得炉辊能够以更快的速度旋转,从而提高了硅钢输送效率。该硅钢炉辊的加工方法,通过在毛化处理后的辊体表面喷涂上保护层,并对喷涂之后的辊体表面进行后处理,使得喷涂的保护层具有较高的硬度、耐磨性能和抗结瘤性能,能够有效避免
一种钢化玻璃加热炉用石英陶瓷空心辊棒的制备方法.pdf
一种钢化玻璃加热炉用石英陶瓷空心辊棒的制备方法,涉及石英陶瓷的技术领域,采用化学纯度SiO