
一种钛及钛合金板材真空蠕变矫形方法.pdf

Ch****75

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛及钛合金板材真空蠕变矫形方法.pdf
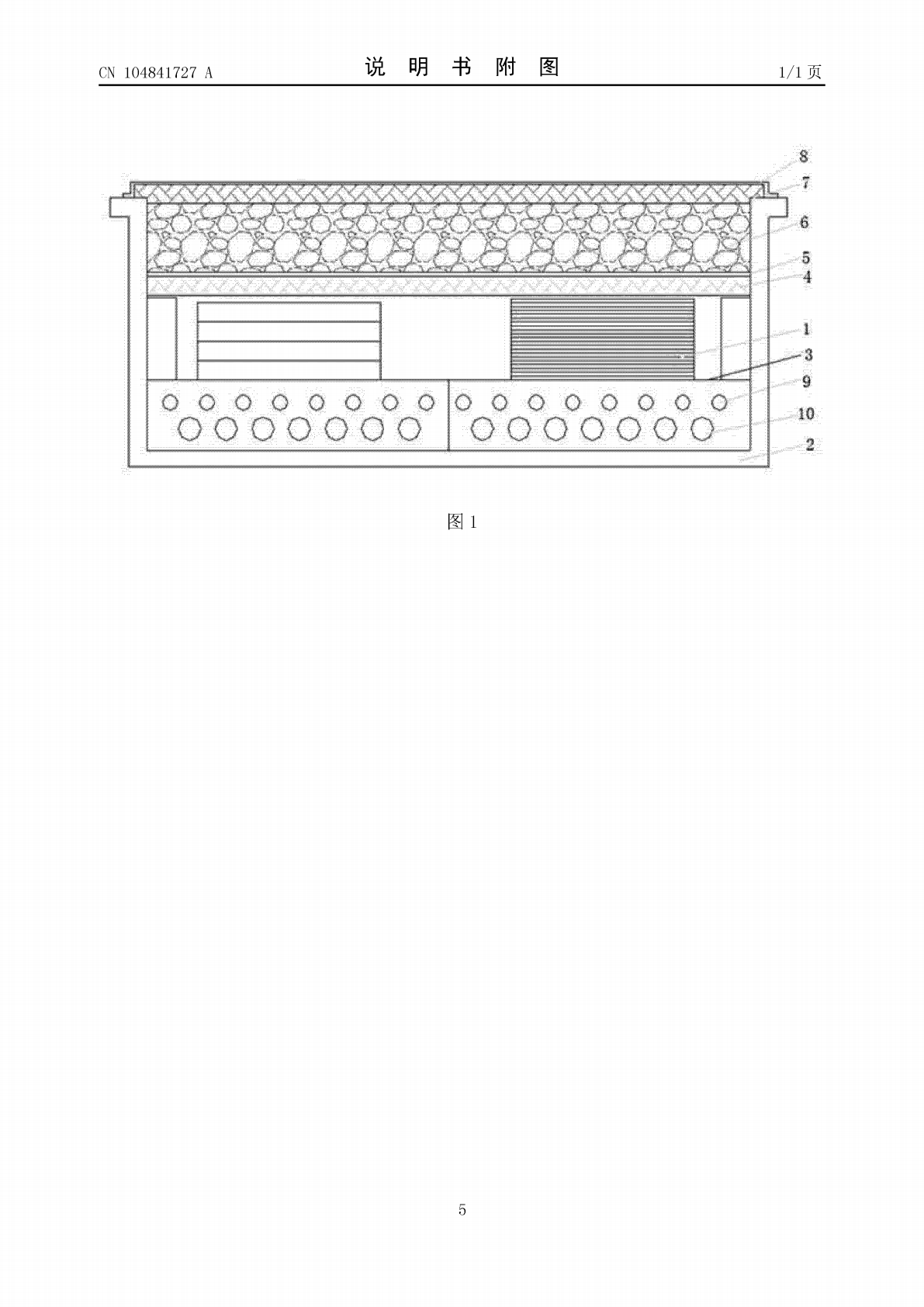
一种钛及钛合金板材真空蠕变矫形方法,包括,步骤一:首先将待处理板材按尺寸规格整齐堆放在真空蠕变矫形炉内的矫形台面上,然后在待处理板材的上方依次覆盖石棉毡Ⅰ和耐热隔膜,再在耐热隔膜上方的炉体中填满砾石,最后在炉口依次覆盖石棉毡Ⅱ和密封膜将炉腔密封;步骤二:对炉腔抽真空至真空度≤100pa时启动加热系统开始加热,加热温度控制在500-800℃,并在该温度下保温4-6小时;步骤三:保温结束后启动水冷系统降温,在温度下降至80℃后给炉腔充入空气,使炉腔内外压强相同后出炉。本发明可有效降低板材内部残余应力,并使残余
一种钛及钛合金板材的蠕变校形方法.pdf
本发明提供了一种钛及钛合金板材的蠕变校形方法,包括以下步骤:一、在真空退火炉中放置一校形底板,将钛板材或钛合金板材叠放于校形底板上;二、进行真空退火处理;三、在钛板材或钛合金板材的顶部铺设隔离垫板,然后将校形压板铺设于隔离垫板上;四、在真空条件下升温至校形温度进行蠕变校形得到不平度≤2mm/m的钛板材或钛合金板材。本发明先对钛板材或钛合金板材进行退火处理以保证板材的性能要求,然后利用蠕变原理进行蠕变校形,有效保证了钛板材或钛合金板材的平整度,避免了传统校形工艺的高温粘连现象,保证板材表面光洁无缺陷,省去了
一种钛及钛合金片状薄板材的真空蠕变热校平处理方法.pdf
本发明公开了一种钛及钛合金片状薄板材的真空蠕变热校平处理方法,包括:在退火炉底盘台面上放置一喷砂过的校形底板,将第一单片钛及钛合金片状薄板材完全叠放于校形底板的喷砂面上;将一喷砂垫板叠放在第一单片钛及钛合金片状薄板材上;将第二单片钛及钛合金片状薄板材叠放在喷砂垫板上;重复步骤2和步骤3,直到叠放的板垛高度达到预设的高度,再在板垛顶部放置一块喷砂面朝下的校形压板;将炉底盘台面上的板垛推至炉室,对退火炉炉室进行抽真空,采用梯度升温、保温及冷却工艺进行热校平处理,得到校平后的钛及钛合金片状薄板材。本发明的这种方
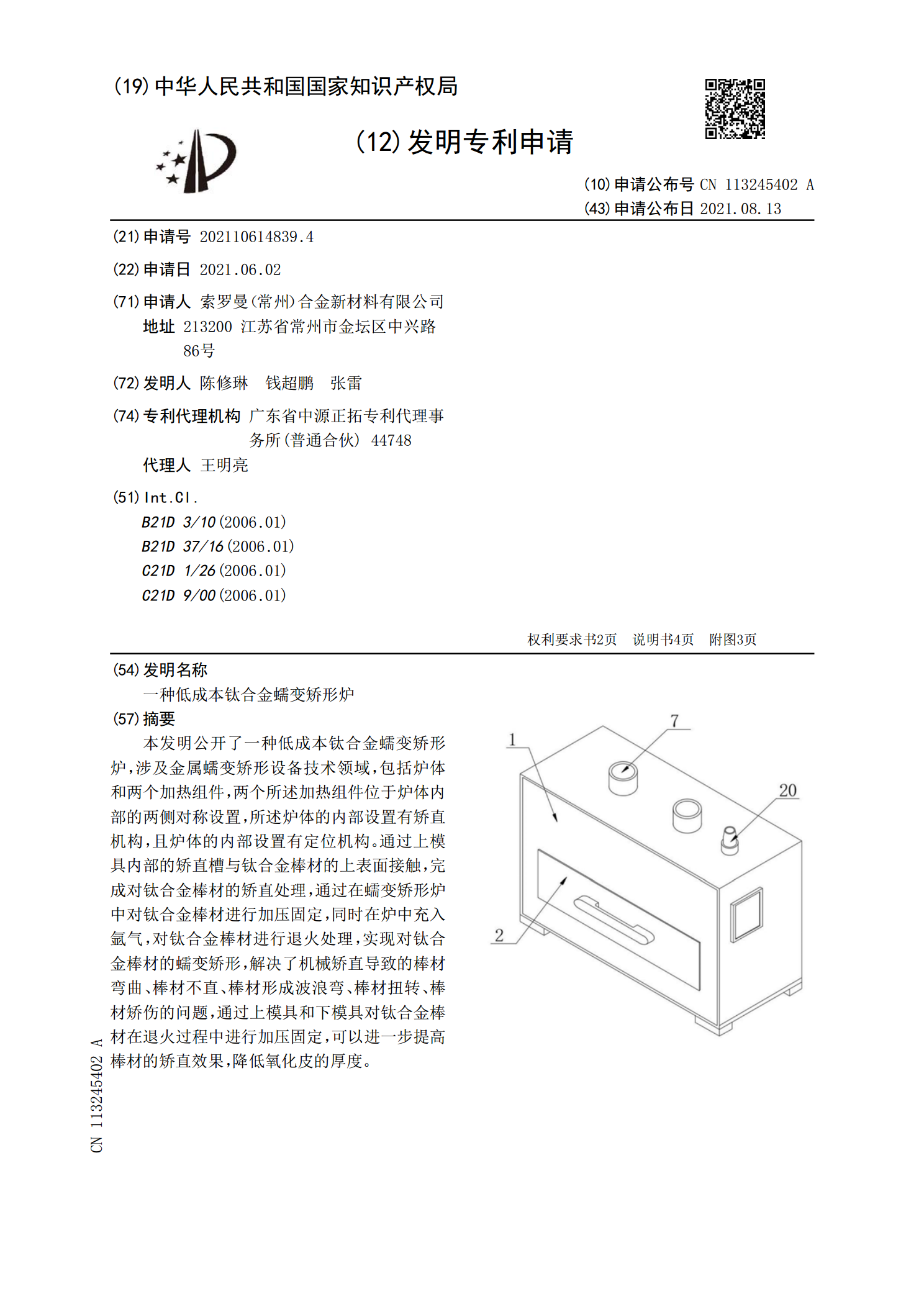
一种低成本钛合金蠕变矫形炉.pdf
本发明公开了一种低成本钛合金蠕变矫形炉,涉及金属蠕变矫形设备技术领域,包括炉体和两个加热组件,两个所述加热组件位于炉体内部的两侧对称设置,所述炉体的内部设置有矫直机构,且炉体的内部设置有定位机构。通过上模具内部的矫直槽与钛合金棒材的上表面接触,完成对钛合金棒材的矫直处理,通过在蠕变矫形炉中对钛合金棒材进行加压固定,同时在炉中充入氩气,对钛合金棒材进行退火处理,实现对钛合金棒材的蠕变矫形,解决了机械矫直导致的棒材弯曲、棒材不直、棒材形成波浪弯、棒材扭转、棒材矫伤的问题,通过上模具和下模具对钛合金棒材在退火过
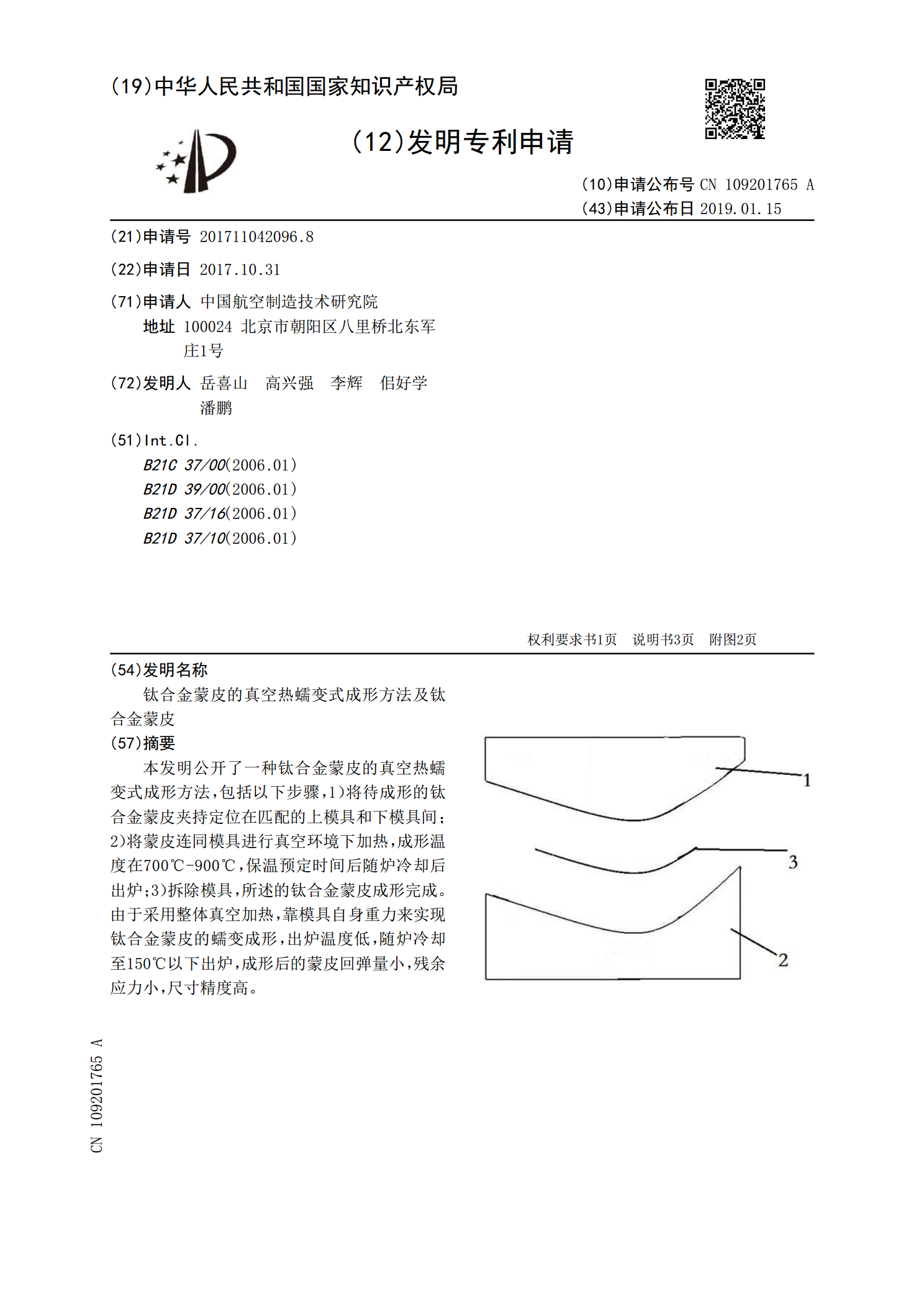
钛合金蒙皮的真空热蠕变式成形方法及钛合金蒙皮.pdf
本发明公开了一种钛合金蒙皮的真空热蠕变式成形方法,包括以下步骤,1)将待成形的钛合金蒙皮夹持定位在匹配的上模具和下模具间;2)将蒙皮连同模具进行真空环境下加热,成形温度在700℃‑900℃,保温预定时间后随炉冷却后出炉;3)拆除模具,所述的钛合金蒙皮成形完成。由于采用整体真空加热,靠模具自身重力来实现钛合金蒙皮的蠕变成形,出炉温度低,随炉冷却至150℃以下出炉,成形后的蒙皮回弹量小,残余应力小,尺寸精度高。