
一种集成低压充型和挤压凝固的铸造装置及方法.pdf

瀚玥****魔王


1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种集成低压充型和挤压凝固的铸造装置及方法.pdf
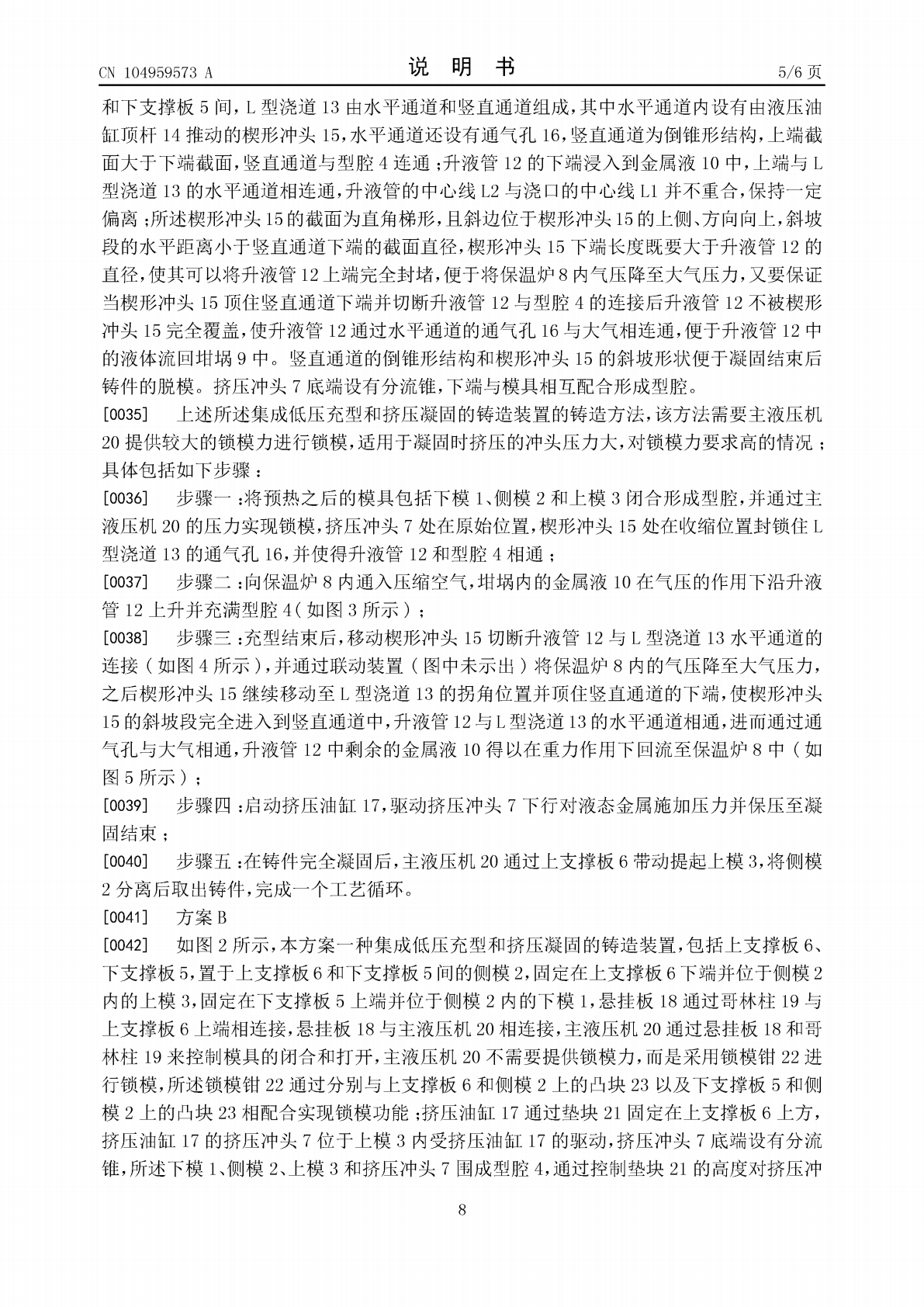
一种集成低压充型和挤压凝固的铸造装置及方法,用于低压充型的升液管的中心线与浇口的中心线保持一定偏离,设有用于金属液充型的L型浇道并在该L型浇道的水平通道处设有通气孔;充型时金属液沿升液管和L型浇道进入到型腔中,同时通气孔被楔形冲头封堵,充型结束后移动楔形冲头将型腔封闭,同时通气孔和升液管通过L型浇道的水平通道相连通,剩余金属液在重力作用下回流至保温炉中;挤压油缸安装在上支撑板上,在型腔被楔形冲头封闭之后,利用该挤压油缸对型腔内的金属液进行加压凝固;实现了低压充型和挤压凝固的结合,发挥了两者的长处,并根据挤

一种调压充型高压凝固铸造装置与铸造方法.pdf
本发明公开了一种调压充型高压凝固铸造装置及铸造方法,所述装置包括熔炼炉、压射杆、升液管、锤头、料筒、模具、真空管和真空截止阀;通过本装置可以从熔炼炉中铝液中心取优质铝合金熔体,通过计算机控制熔炼炉内和模具型腔的压力差将铝液通过封闭式的升液管和料筒输送到模具型腔内,整个过程铝液液面平稳上升,不仅大大减小了铝液在输送和充型阶段与空气的接触面积,减少氧化渣,同时模具型腔内形成一定的真空条件,降低了铝液的含气量,提高了铝液在模具型腔内充型能力;充型完成后,铸件在高压下凝固,组织致密,晶粒细化,大大降低缩松、缩孔、
低压充型重力补缩式铸造模具及其铸造方法.pdf
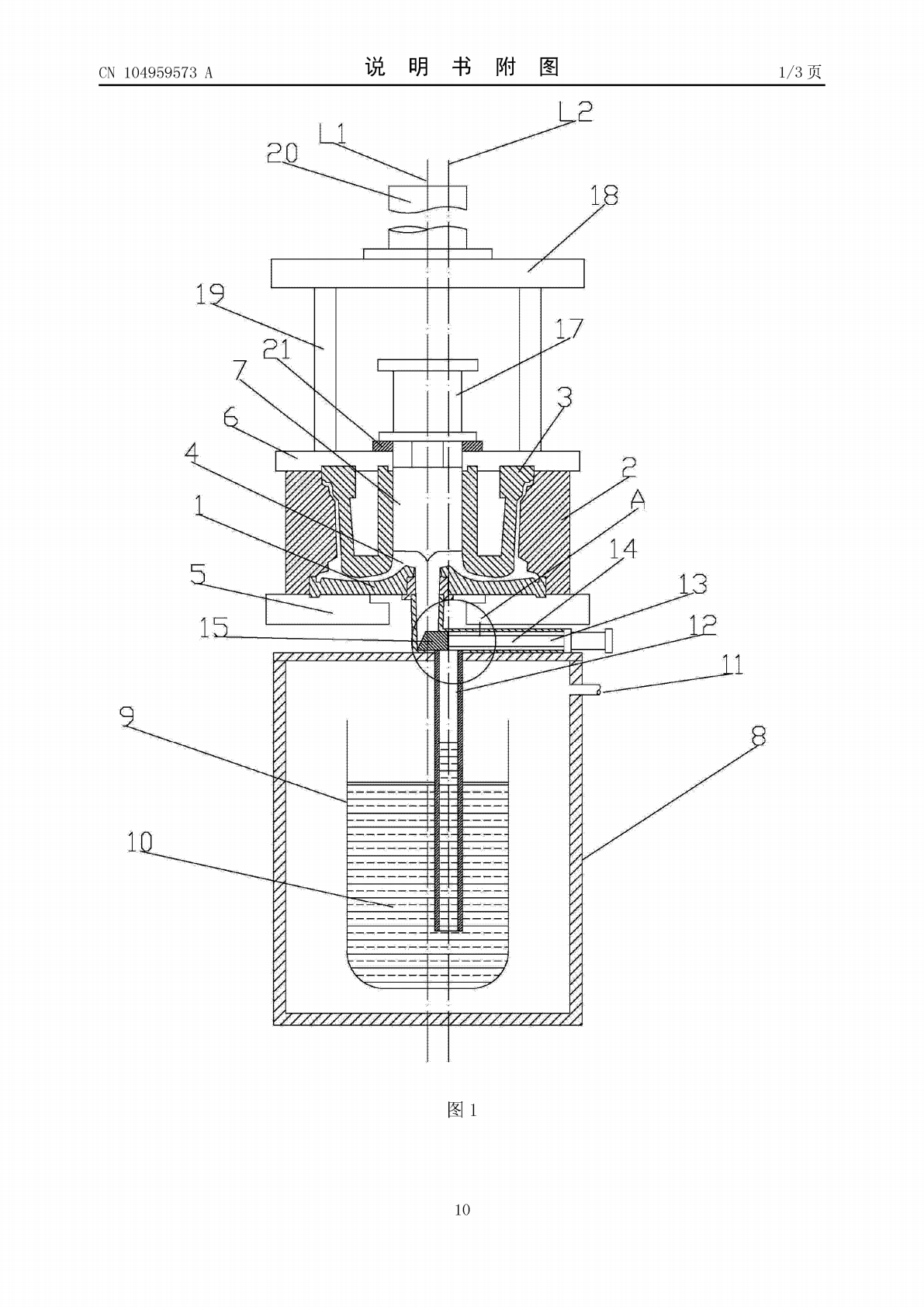
一种低压充型重力补缩式铸造模具及其铸造方法,其上模、下模、左端模、右端模、前模、后模组合后形成模具型腔,所述下模的底部具有相通的内浇道、浇道口,浇道口依次与过渡套、升液管相接。在所述上模的上部内装有加热电阻丝。其铸造方法为:低压充型、保压、泄压、铸件顶部冒口补缩、金属铸件凝固;升液管装在保温炉上,保温炉内的铝液依次经升液管、过渡套、浇道口、内浇道进入模具型腔充型,上模的上部能形成铸件顶部冒口,铸件顶部冒口通过其自身重力作用对金属铸件进行自动补缩,使模具型腔内的气体有足够的排出时间,防止金属铸件出现气孔、憋
一种新型的压力铸造装置及其充型方法.pdf
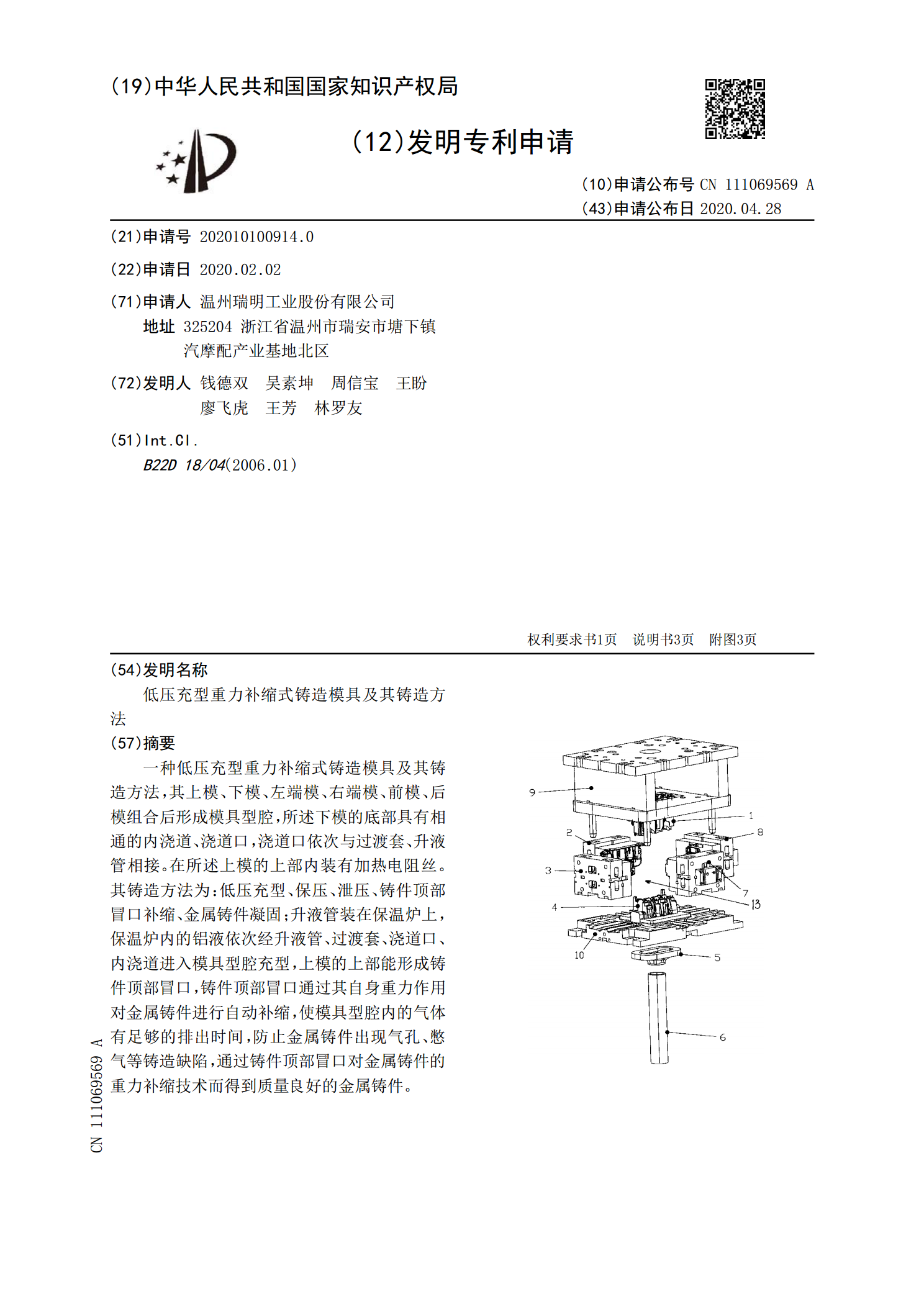
本发明公开了一种新型的压力铸造装置及其充型方法,包括给料炉,升液管,入料筒和压射冲头;入料筒设置在给料炉的一侧,入料筒下端连接有升液管,侧面安装有压射冲头。本发明有益之处在于:(1)采用超密实利用低压填充,高压成型所以内部无气孔,而且成型致密,可以热处理,从而能够让铸件的力学性能和内部气密性更好;(2)控制采用低压铸造的方式,通过气体压力,使得合金液在气体压力作用下沿升液管至下而上的充满型腔,减少或避免了金属液在充型时的翻腾、冲击、飞溅现象,从而减成少了气孔和氧化渣的形成;在现有压铸机的基础之上,替换掉原

一种涡轮叶片定向凝固充型装置及制备方法.pdf
本发明属于熔模铸造定向凝固领域,特指一种涡轮叶片定向凝固充型装置及制备方法。该结构包括球形模头蜡模、涡轮叶片蜡模。涡轮叶片蜡模在球形模头上均匀分散组装,使制壳完成后,各个涡轮叶片型腔外部仍保持完全分离。制壳过程中,通过控制模壳厚度,使每个涡轮叶片型腔内部在金属液浇注充型后形成沿径向的温度梯度,使金属晶体沿径向定向生长,形成柱状晶。