
一种涡轮叶片定向凝固充型装置及制备方法.pdf

春景****23

1/7

2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种涡轮叶片定向凝固充型装置及制备方法.pdf
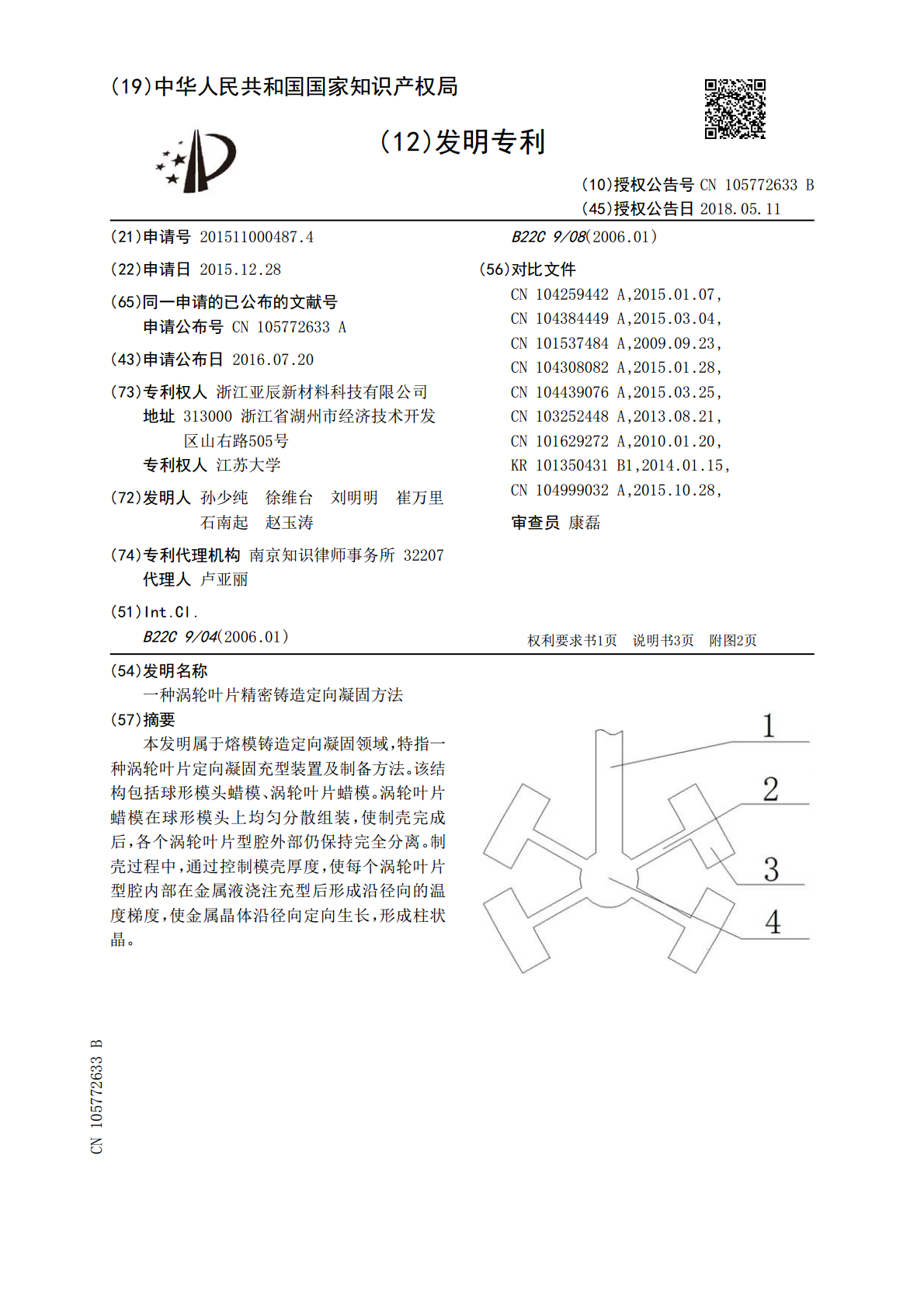
本发明属于熔模铸造定向凝固领域,特指一种涡轮叶片定向凝固充型装置及制备方法。该结构包括球形模头蜡模、涡轮叶片蜡模。涡轮叶片蜡模在球形模头上均匀分散组装,使制壳完成后,各个涡轮叶片型腔外部仍保持完全分离。制壳过程中,通过控制模壳厚度,使每个涡轮叶片型腔内部在金属液浇注充型后形成沿径向的温度梯度,使金属晶体沿径向定向生长,形成柱状晶。
定向凝固铌硅基合金空心涡轮叶片陶瓷型芯制备方法.pdf
本发明公开了一种定向凝固铌硅基合金空心涡轮叶片陶瓷型芯制备方法,包括:步骤一、将氧化铪粉体、氧化钇粉体和氧化铝晶须进行混合,获得陶瓷粉料后保温;步骤二、按照80~95wt%的陶瓷粉料和5~20wt%的增塑剂,将陶瓷粉料加入到熔融后的增塑剂后搅拌2~10h,得到型芯浆料后冷却成料饼;步骤三、在110~130℃下熔化料饼,在35~45℃下预热模具,采用陶瓷压芯机压制陶瓷型芯坯体;步骤四、将陶瓷型芯坯体置于轻质氧化镁中进行排蜡和焙烧,从而得到铌硅基合金涡轮叶片定向凝固用陶瓷型芯。

高压涡轮叶片定向凝固技术.doc
RENE150定向凝固高温合金涡轮叶片摘要:政府和工业界4年合作项目,属于MATE先进涡轮发动机材料项目,经改善铸造和加工措施旳镍基高温合金RENE150定向凝固转子零件已经实行用于发动机测试。该部件制造用于CF6-50高压一级涡轮转子叶片,本项目旳目旳是:(1)表明在推力可调、先进旳商用CF6-50发动机(提高燃油效率1.45%sfc)上提高运行温度旳能力;(2)改善叶片铸造工艺,该工艺容许叶片在保证质量旳前提下不超过原RENE80叶片制导致本旳1.5倍。本项目提成八个任务:TASK1:包括涡轮叶片旳设

一种调压充型高压凝固铸造装置与铸造方法.pdf
本发明公开了一种调压充型高压凝固铸造装置及铸造方法,所述装置包括熔炼炉、压射杆、升液管、锤头、料筒、模具、真空管和真空截止阀;通过本装置可以从熔炼炉中铝液中心取优质铝合金熔体,通过计算机控制熔炼炉内和模具型腔的压力差将铝液通过封闭式的升液管和料筒输送到模具型腔内,整个过程铝液液面平稳上升,不仅大大减小了铝液在输送和充型阶段与空气的接触面积,减少氧化渣,同时模具型腔内形成一定的真空条件,降低了铝液的含气量,提高了铝液在模具型腔内充型能力;充型完成后,铸件在高压下凝固,组织致密,晶粒细化,大大降低缩松、缩孔、

定向凝固涡轮叶片的发展和应用.docx
定向凝固涡轮叶片的发展和应用定向凝固涡轮叶片的发展与应用摘要:涡轮叶片是涡轮机械中的重要组成部分,对其材料和制造工艺的要求越来越高。定向凝固涡轮叶片具有高温抗氧化性能优异、耐腐蚀性好、高强度和高热稳定性等特点,因此受到广泛关注和应用。本文介绍了定向凝固涡轮叶片的发展历程、材料设计和制造工艺,并分析了其在航空航天、能源和汽车等领域的应用前景。第一部分:概述涡轮叶片是涡轮机械中的核心部件,其工作环境对其材料和制造工艺提出了很高的要求。传统涡轮叶片材料如高温合金和铸造钴基合金等存在着密度大、抗氧化性能差等问题。