
超大直径金刚石圆锯片基体的拼装焊接工艺.pdf

是湛****21


1/8

2/8

3/8
4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超大直径金刚石圆锯片基体的拼装焊接工艺.pdf
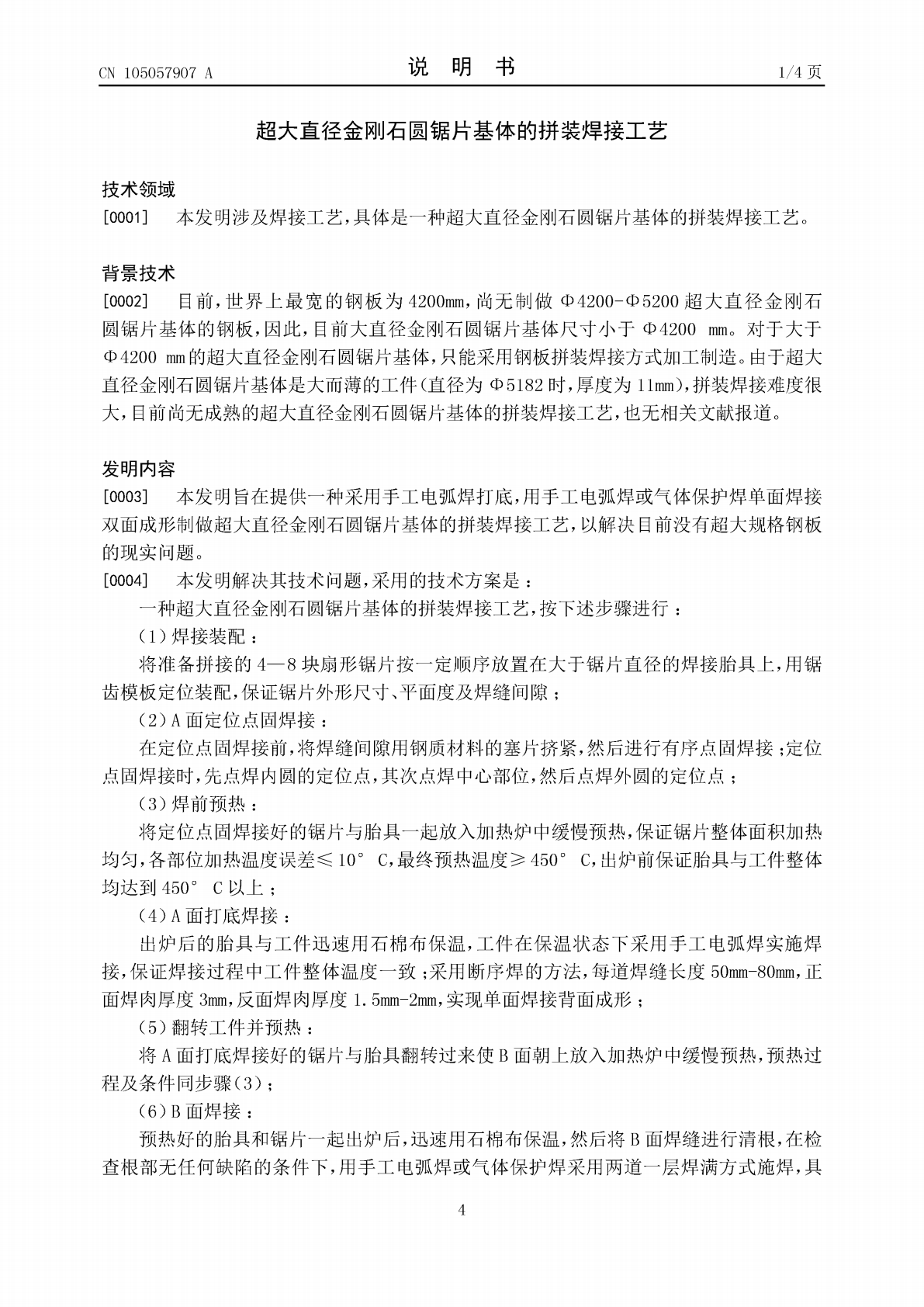
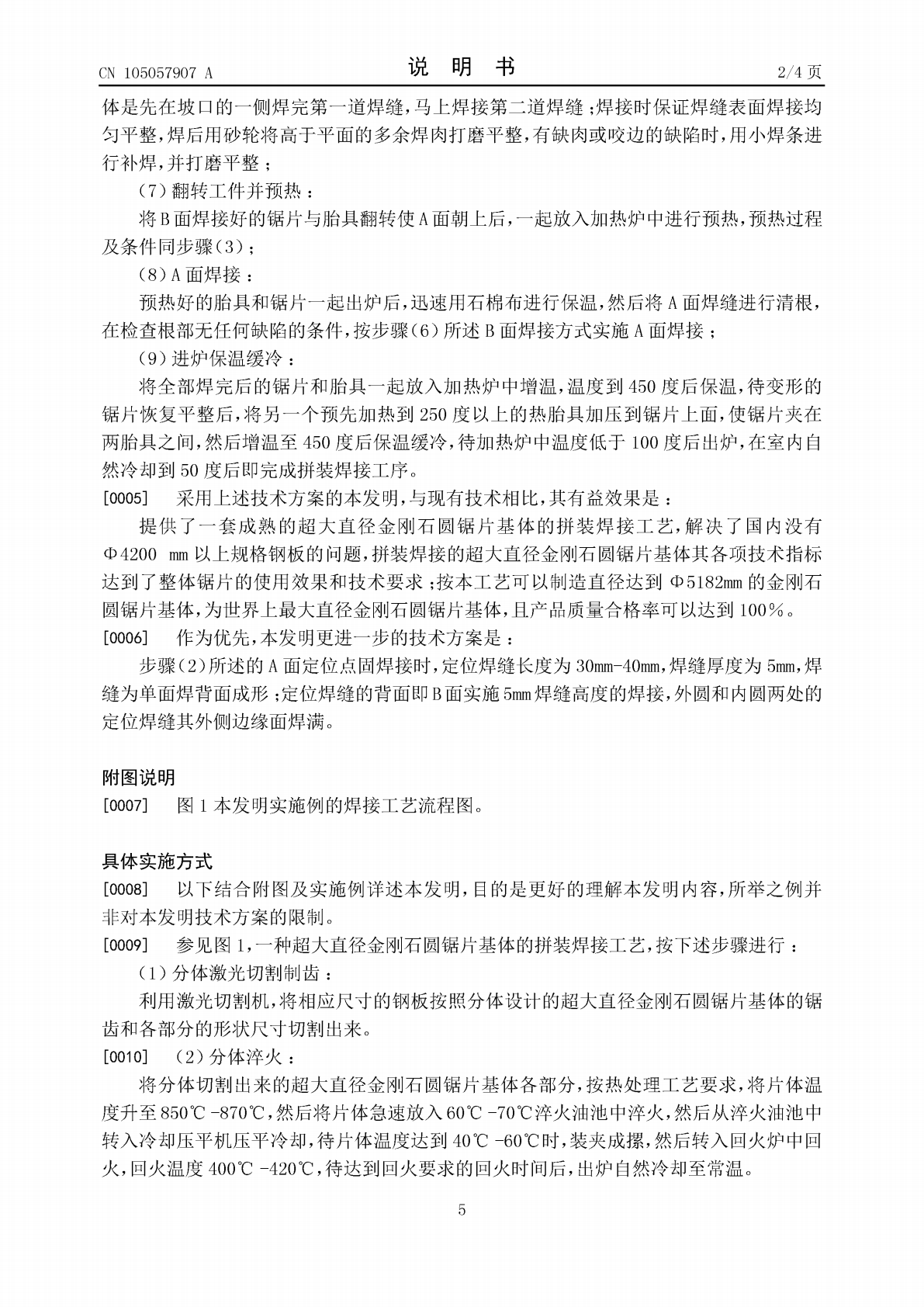
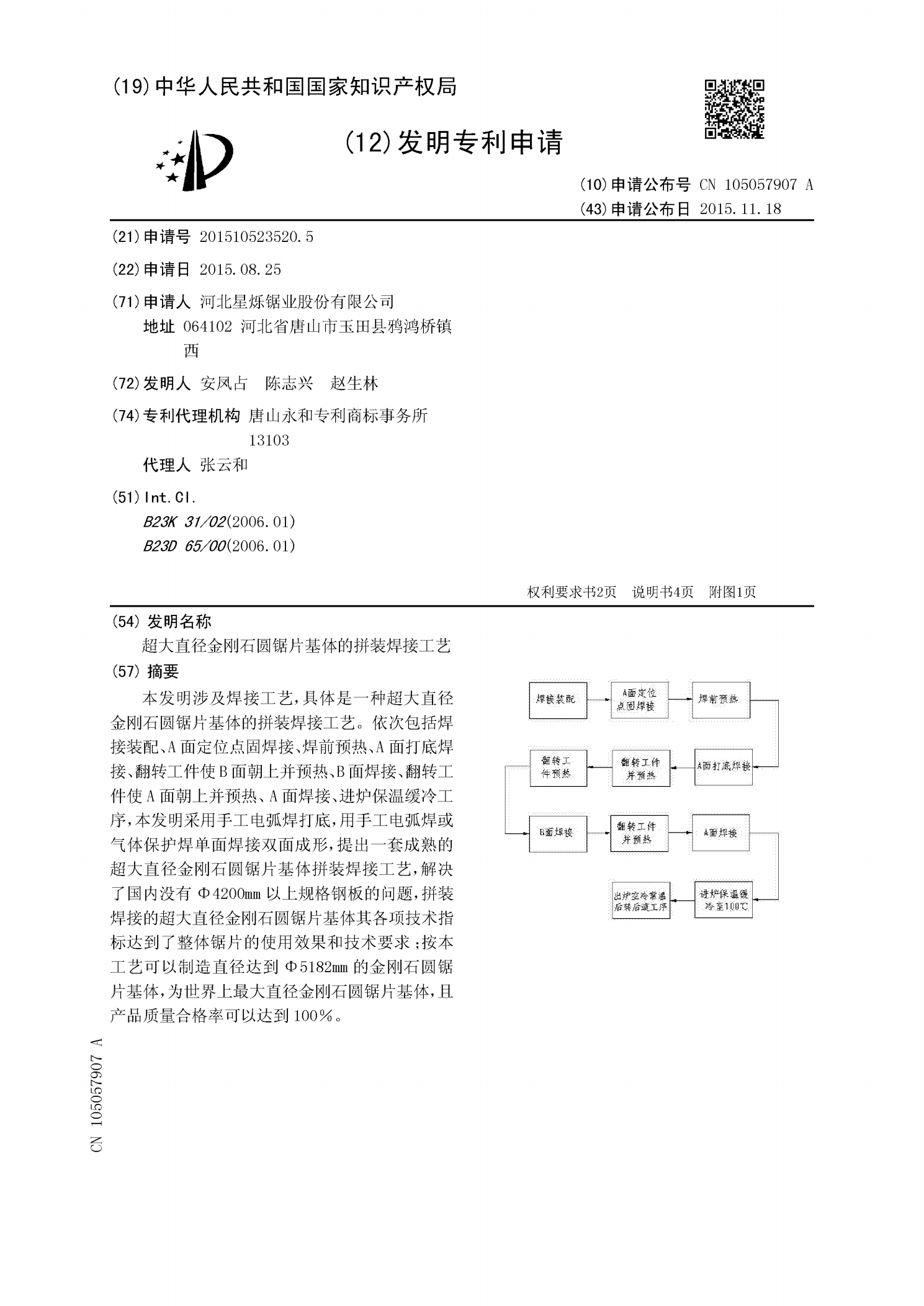
本发明涉及焊接工艺,具体是一种超大直径金刚石圆锯片基体的拼装焊接工艺。依次包括焊接装配、A面定位点固焊接、焊前预热、A面打底焊接、翻转工件使B面朝上并预热、B面焊接、翻转工件使A面朝上并预热、A面焊接、进炉保温缓冷工序,本发明采用手工电弧焊打底,用手工电弧焊或气体保护焊单面焊接双面成形,提出一套成熟的超大直径金刚石圆锯片基体拼装焊接工艺,解决了国内没有Φ4200mm以上规格钢板的问题,拼装焊接的超大直径金刚石圆锯片基体其各项技术指标达到了整体锯片的使用效果和技术要求;按本工艺可以制造直径达到Φ5182mm

国产超大直径金刚石圆锯片基体工艺设备的研发.doc
国产超大直径金刚石圆锯片基体工艺设备的研发——河北星烁锯业股份有限公司一、背景在世界范围内,金刚石圆锯片的发展趋势总的向着大直径发展,锯片厚度越来越薄,对锯切石材的质量要求越来越高,这也就对锯片生产企业的生产加工的技术提出了越来越高的要求。大直径金刚石圆锯片基体由于技术含量高,研发和生产资金投入较大,目前,国际上只有德国、意大利等几个发达国家和我国的几家公司能够生产,这其中能够生产φ5000的大直径金刚石圆锯片基体的只有德国莫莫霍夫公司,产品代表了国际先进水平。我国大直径金刚石圆锯片基体的研制开发从200

大直径金刚石圆锯片淬火工艺.pdf
本发明提供了一种大直径金刚石圆锯片淬火工艺,包括以下步骤:A、将待进行热处理的锯片基体进行去毛刺处理;B、将去毛刺后的锯片基体放入加热炉内,使锯片基体升温至840±5℃并保温;C、将锯片基体竖直向下浸入到硝盐淬火液中,使锯片基体降温至210~220℃;D、然后将锯片基体迅速放入第一压平机内进行压平降温,第一压平机的压盘温度控制在120±5℃,使锯片基体温度降至150±5℃;E、然后再将锯片基体迅速放入第二压平机内进行压平降温,第二压平机的压盘温度控制在40±5℃,使锯片基体温度降至70℃以下;F、将锯片基
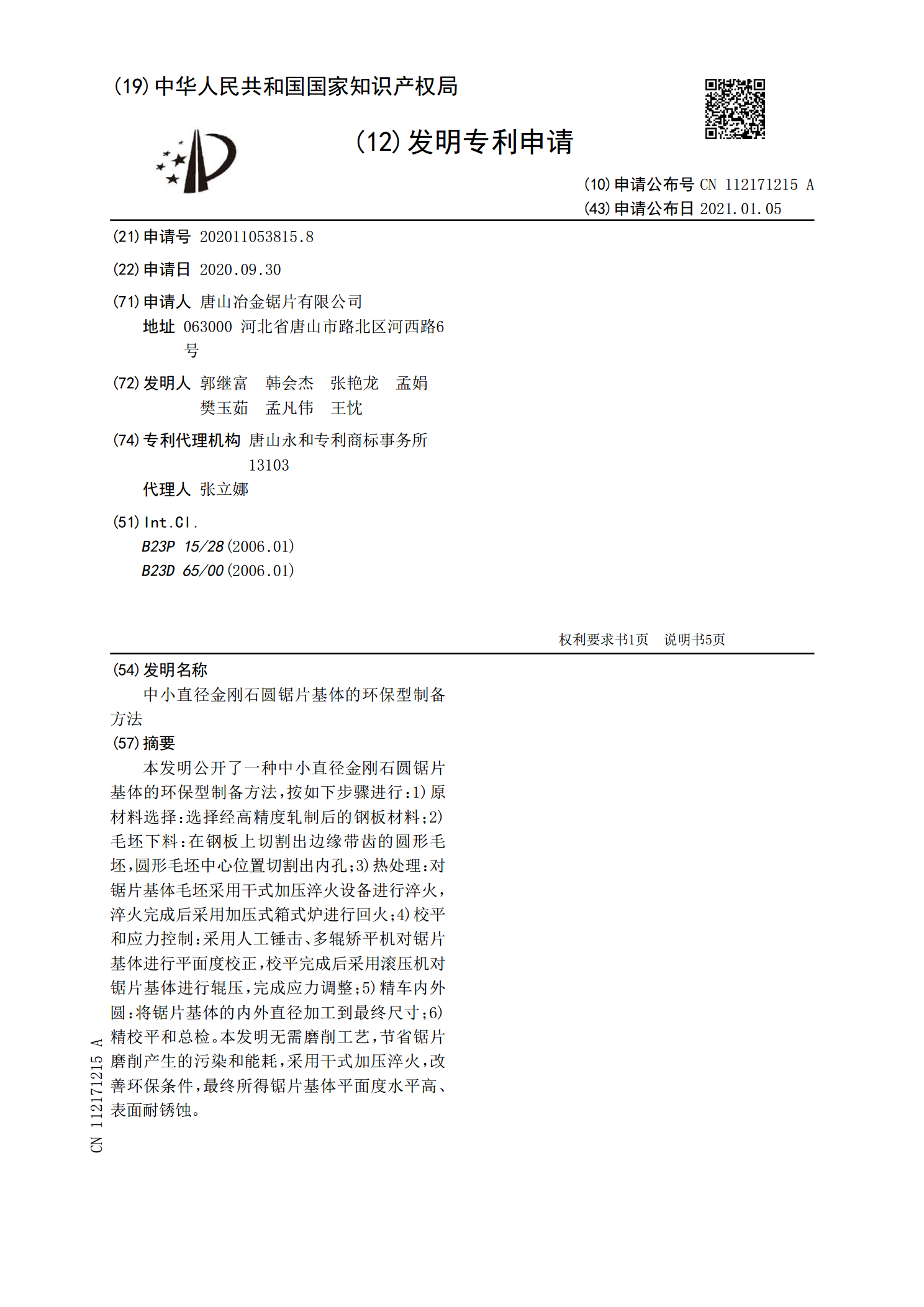
中小直径金刚石圆锯片基体的环保型制备方法.pdf
本发明公开了一种中小直径金刚石圆锯片基体的环保型制备方法,按如下步骤进行:1)原材料选择:选择经高精度轧制后的钢板材料;2)毛坯下料:在钢板上切割出边缘带齿的圆形毛坯,圆形毛坯中心位置切割出内孔;3)热处理:对锯片基体毛坯采用干式加压淬火设备进行淬火,淬火完成后采用加压式箱式炉进行回火;4)校平和应力控制:采用人工锤击、多辊矫平机对锯片基体进行平面度校正,校平完成后采用滚压机对锯片基体进行辊压,完成应力调整;5)精车内外圆:将锯片基体的内外直径加工到最终尺寸;6)精校平和总检。本发明无需磨削工艺,节省锯片

金刚石锯片基体清洗工艺研究.docx
金刚石锯片基体清洗工艺研究随着科学技术的不断进步与发展,金刚石锯片已经成为了建筑、工程、机械、汽车、电子等多个领域的重要工具。而金刚石锯片基体的清洗工艺对其使用寿命、效率和质量都有着非常重要的影响。1.金刚石锯片基体清洗工艺的意义金砖钻头基体是由金刚石和金属粉末制成。其加工过程中,会因为涂层黏在基体表面,通常采用化学镀层方法处理后覆盖于基体表面,使其更好的抵御高温和摩擦面产生的磨损,从而达到延长钻头的成熟度。因此,在金刚石锯片的制作过程中,保证基体的清洁和表面质量显得尤为重要。首先,金刚石锯片基体清洗除去