
大直径金刚石圆锯片淬火工艺.pdf

睿德****找我


1/8
2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大直径金刚石圆锯片淬火工艺.pdf
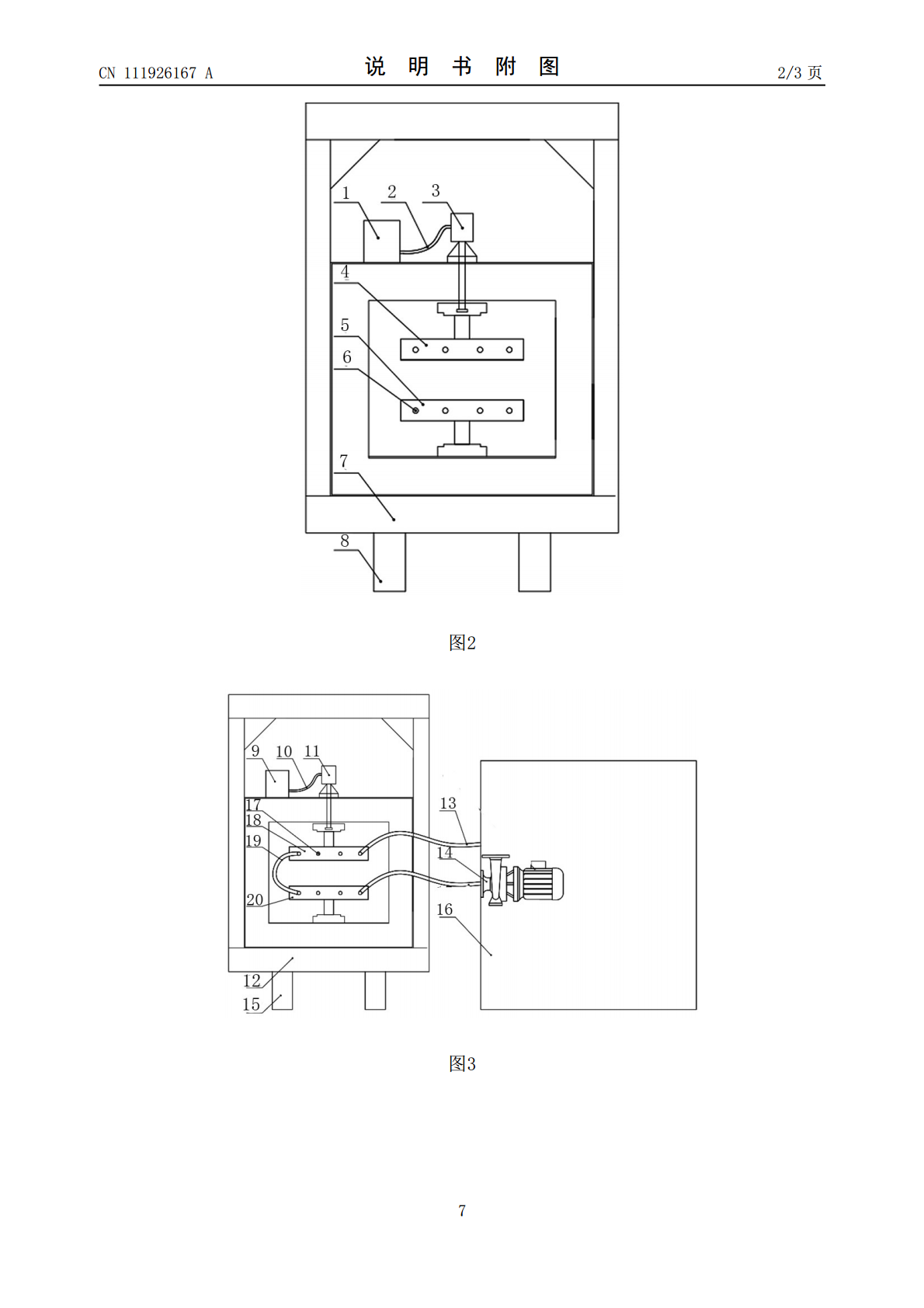
本发明提供了一种大直径金刚石圆锯片淬火工艺,包括以下步骤:A、将待进行热处理的锯片基体进行去毛刺处理;B、将去毛刺后的锯片基体放入加热炉内,使锯片基体升温至840±5℃并保温;C、将锯片基体竖直向下浸入到硝盐淬火液中,使锯片基体降温至210~220℃;D、然后将锯片基体迅速放入第一压平机内进行压平降温,第一压平机的压盘温度控制在120±5℃,使锯片基体温度降至150±5℃;E、然后再将锯片基体迅速放入第二压平机内进行压平降温,第二压平机的压盘温度控制在40±5℃,使锯片基体温度降至70℃以下;F、将锯片基
超大直径金刚石圆锯片基体的拼装焊接工艺.pdf
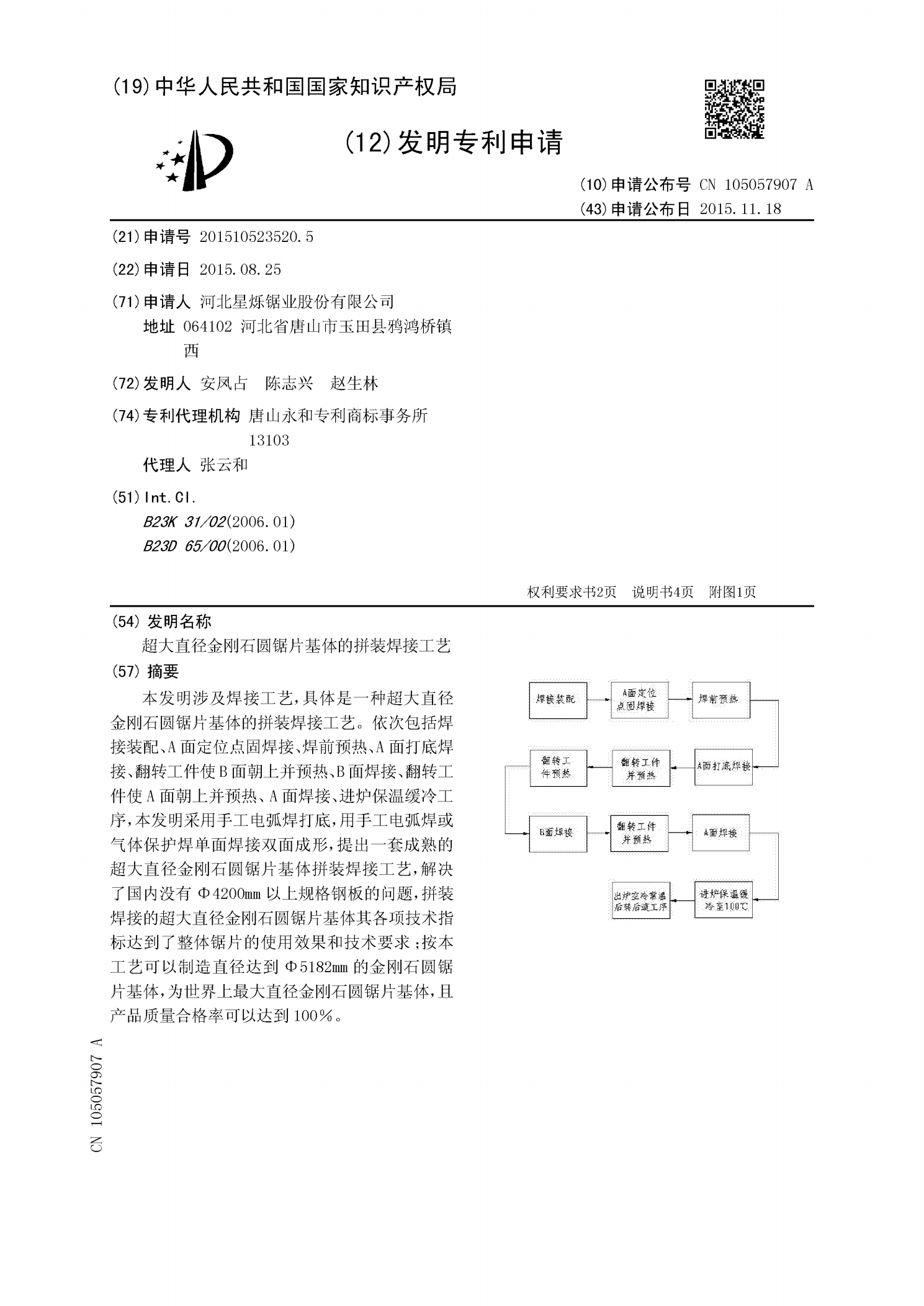
本发明涉及焊接工艺,具体是一种超大直径金刚石圆锯片基体的拼装焊接工艺。依次包括焊接装配、A面定位点固焊接、焊前预热、A面打底焊接、翻转工件使B面朝上并预热、B面焊接、翻转工件使A面朝上并预热、A面焊接、进炉保温缓冷工序,本发明采用手工电弧焊打底,用手工电弧焊或气体保护焊单面焊接双面成形,提出一套成熟的超大直径金刚石圆锯片基体拼装焊接工艺,解决了国内没有Φ4200mm以上规格钢板的问题,拼装焊接的超大直径金刚石圆锯片基体其各项技术指标达到了整体锯片的使用效果和技术要求;按本工艺可以制造直径达到Φ5182mm
木工圆锯片连续淬火工艺.pdf
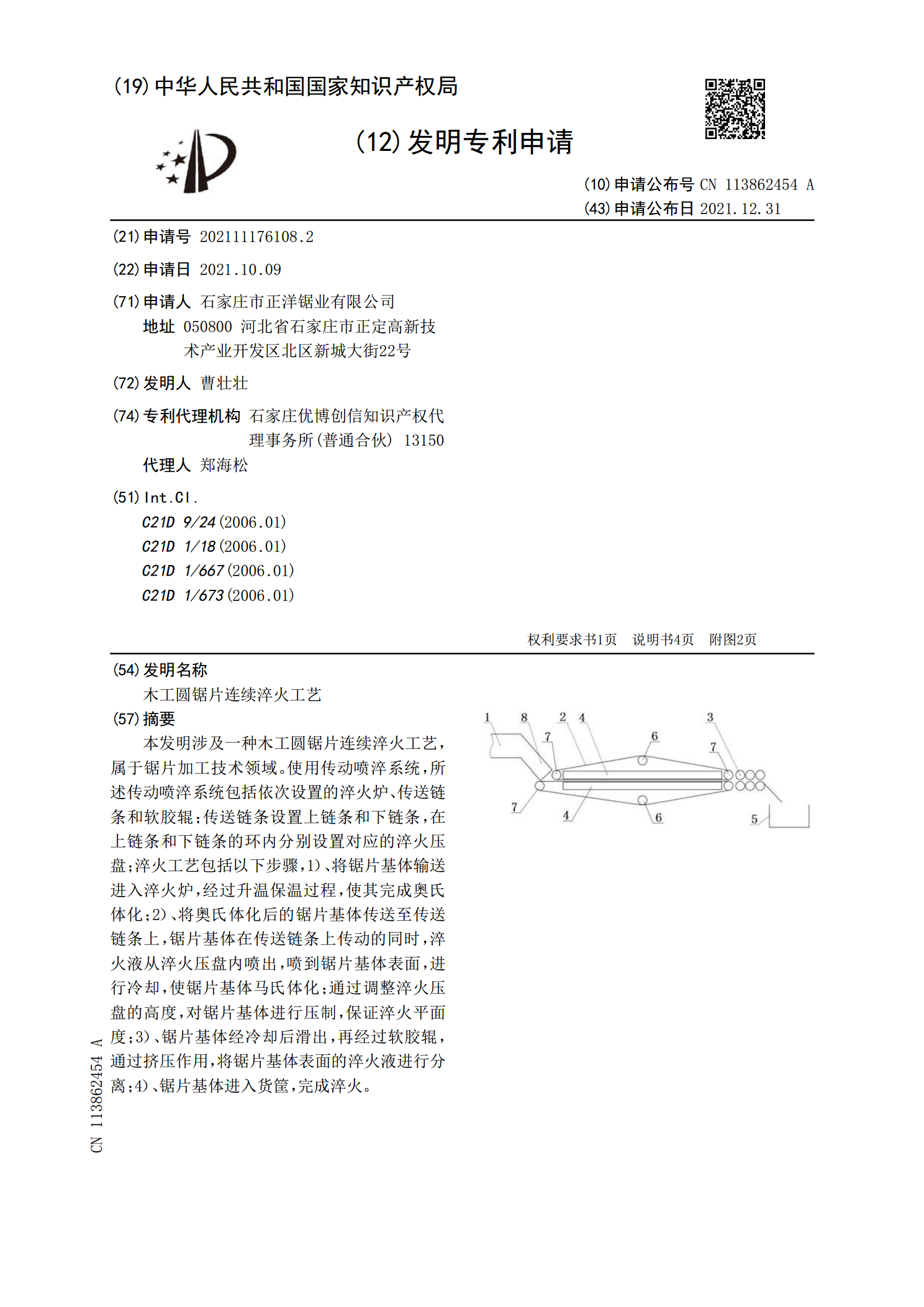
本发明涉及一种木工圆锯片连续淬火工艺,属于锯片加工技术领域。使用传动喷淬系统,所述传动喷淬系统包括依次设置的淬火炉、传送链条和软胶辊;传送链条设置上链条和下链条,在上链条和下链条的环内分别设置对应的淬火压盘;淬火工艺包括以下步骤,1)、将锯片基体输送进入淬火炉,经过升温保温过程,使其完成奥氏体化;2)、将奥氏体化后的锯片基体传送至传送链条上,锯片基体在传送链条上传动的同时,淬火液从淬火压盘内喷出,喷到锯片基体表面,进行冷却,使锯片基体马氏体化;通过调整淬火压盘的高度,对锯片基体进行压制,保证淬火平面度;3

国产超大直径金刚石圆锯片基体工艺设备的研发.doc
国产超大直径金刚石圆锯片基体工艺设备的研发——河北星烁锯业股份有限公司一、背景在世界范围内,金刚石圆锯片的发展趋势总的向着大直径发展,锯片厚度越来越薄,对锯切石材的质量要求越来越高,这也就对锯片生产企业的生产加工的技术提出了越来越高的要求。大直径金刚石圆锯片基体由于技术含量高,研发和生产资金投入较大,目前,国际上只有德国、意大利等几个发达国家和我国的几家公司能够生产,这其中能够生产φ5000的大直径金刚石圆锯片基体的只有德国莫莫霍夫公司,产品代表了国际先进水平。我国大直径金刚石圆锯片基体的研制开发从200
大直径圆锯片液下淬火压平装置.pdf
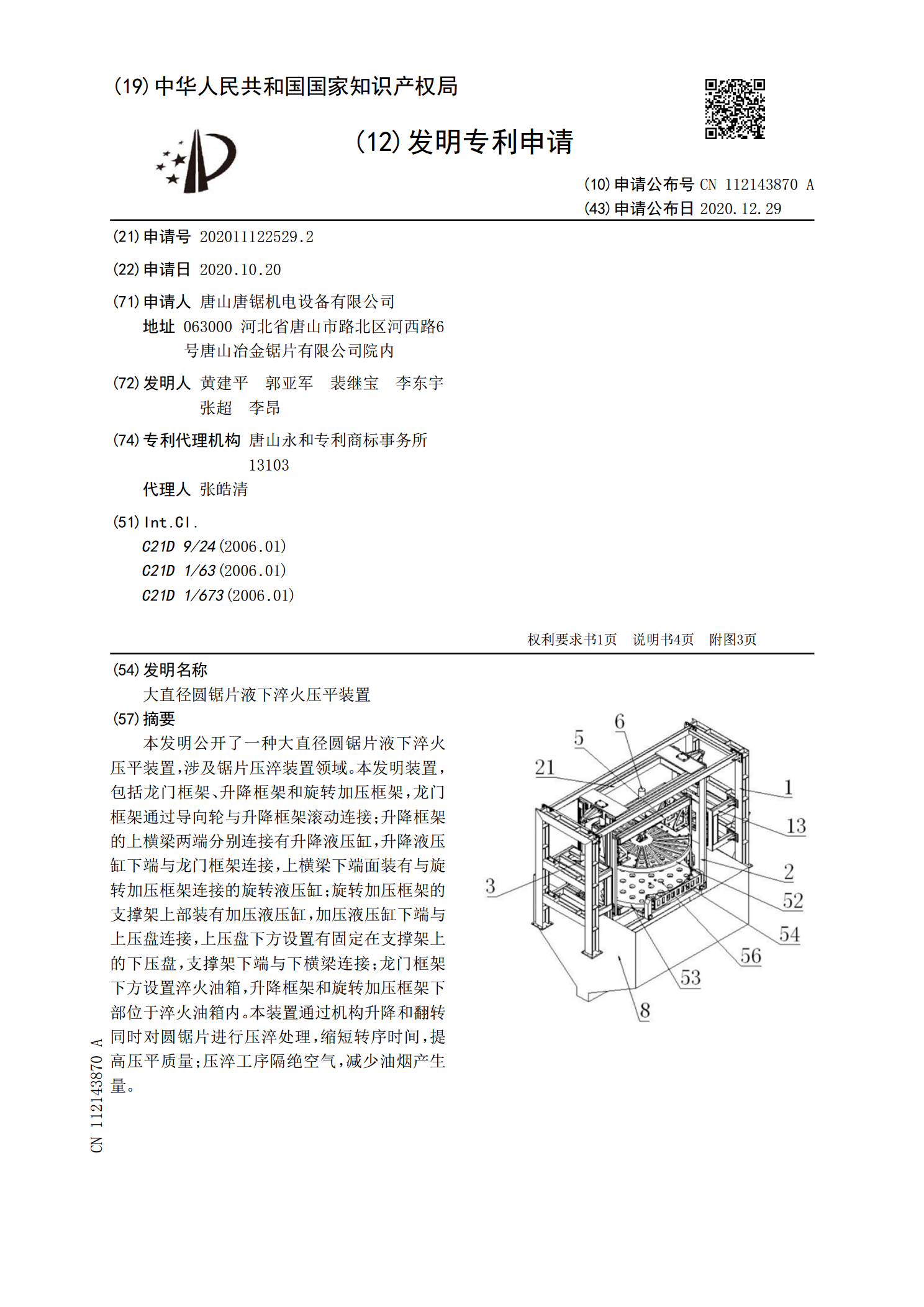
本发明公开了一种大直径圆锯片液下淬火压平装置,涉及锯片压淬装置领域。本发明装置,包括龙门框架、升降框架和旋转加压框架,龙门框架通过导向轮与升降框架滚动连接;升降框架的上横梁两端分别连接有升降液压缸,升降液压缸下端与龙门框架连接,上横梁下端面装有与旋转加压框架连接的旋转液压缸;旋转加压框架的支撑架上部装有加压液压缸,加压液压缸下端与上压盘连接,上压盘下方设置有固定在支撑架上的下压盘,支撑架下端与下横梁连接;龙门框架下方设置淬火油箱,升降框架和旋转加压框架下部位于淬火油箱内。本装置通过机构升降和翻转同时对圆锯