
一种连铸圆坯快速标识方法.pdf

努力****恨风

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸圆坯快速标识方法.pdf
本发明公开了一种连铸圆坯快速标识方法,包括如下步骤:1)将切割好的连铸圆坯移至冷床上,核对铸坯信息,确认钢种、规格、炉号与铸坯跟踪系统一致,并更新喷号牌上字符;2)铸坯到达冷床上喷号区域,清除铸坯断面生成的氧化铁皮;3)喷号牌正对铸坯断面,喷射耐热涂料,将字符喷印在铸坯断面上;4)将铸坯堆垛冷却至指定温度,在铸坯断面涂抹防护涂料,从而形成一层防护涂层。本发明提供的标识方法,将高温喷涂与低温防护工艺相结合,取代了原来的等冷却后再标识的生产方式,使得喷号工序可以不受铸坯余热影响而提前,从而缩短了标识周期,且防
一种快速检测连铸超大规格圆坯偏析的方法.pdf
本发明涉及一种快速检测连铸超大规格圆偏析的方法,所述方法包括以下步骤:(1)对超大规格圆坯选取横截面试样,然后进行冼、磨处理;(2)对加工好的试样进行冷酸酸洗;(3)描画出试样电磁搅拌产生的白亮带的轮廓;(4)判断出试样的内弧和外弧;(5)“三五”定位法在铸坯上定位描点;(6)使用专用规格钻头在描点处钻孔,然后做碳硫检测;(7)根据偏析指数判断铸坯的偏析状况。本发明的方法取样点少,但能够准确反映整个截面的偏析状况,节省了大量人力物力,同时能节省时间。针对连铸超大规格圆坯,这是一种及其快速的方法,“三五”定
生产连铸圆坯的方法.pdf
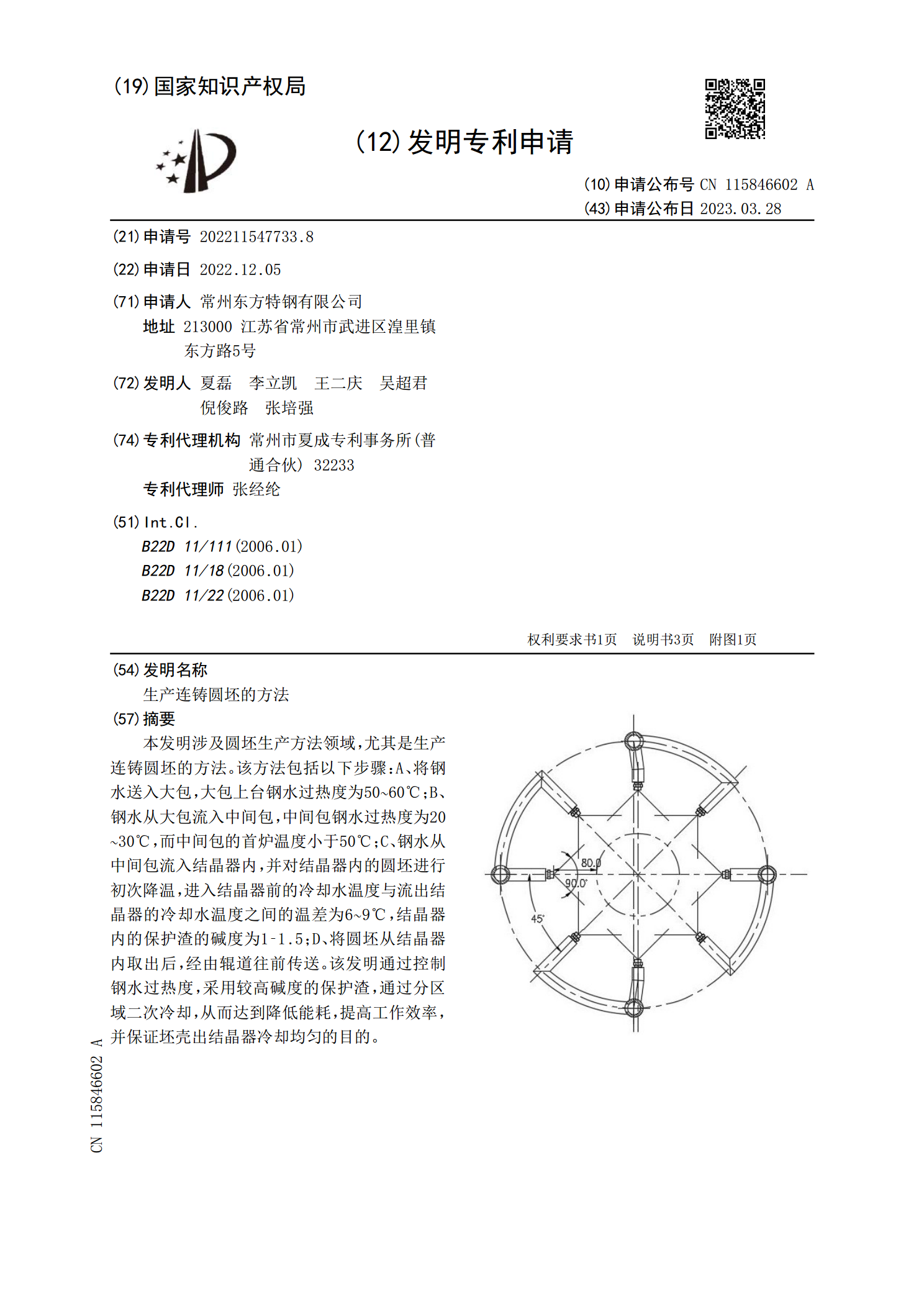
本发明涉及圆坯生产方法领域,尤其是生产连铸圆坯的方法。该方法包括以下步骤:A、将钢水送入大包,大包上台钢水过热度为50~60℃;B、钢水从大包流入中间包,中间包钢水过热度为20~30℃,而中间包的首炉温度小于50℃;C、钢水从中间包流入结晶器内,并对结晶器内的圆坯进行初次降温,进入结晶器前的冷却水温度与流出结晶器的冷却水温度之间的温差为6~9℃,结晶器内的保护渣的碱度为1‑1.5;D、将圆坯从结晶器内取出后,经由辊道往前传送。该发明通过控制钢水过热度,采用较高碱度的保护渣,通过分区域二次冷却,从而达到降低
一种连铸铸坯宽度的自动、快速、准确预报方法.pdf
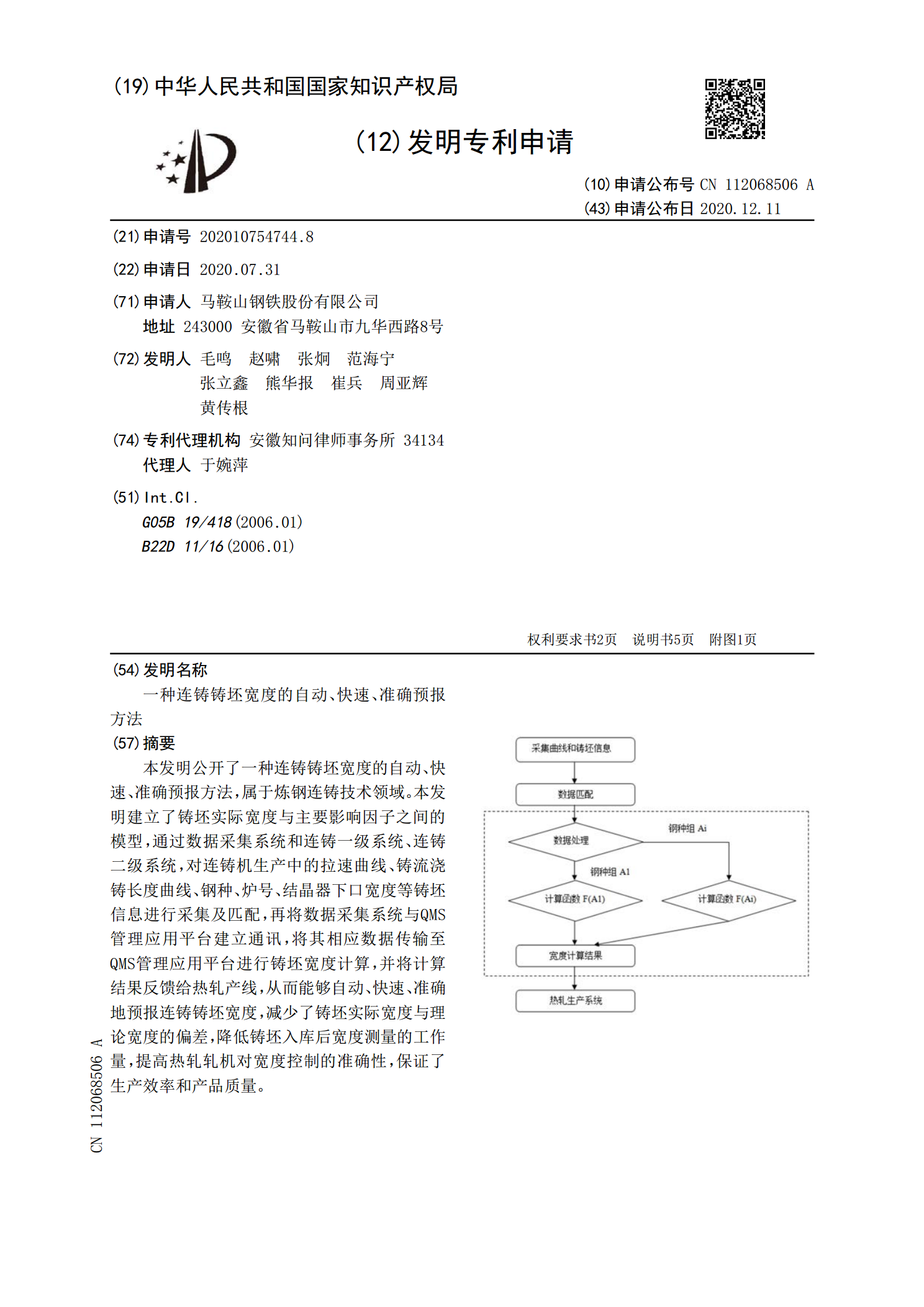
本发明公开了一种连铸铸坯宽度的自动、快速、准确预报方法,属于炼钢连铸技术领域。本发明建立了铸坯实际宽度与主要影响因子之间的模型,通过数据采集系统和连铸一级系统、连铸二级系统,对连铸机生产中的拉速曲线、铸流浇铸长度曲线、钢种、炉号、结晶器下口宽度等铸坯信息进行采集及匹配,再将数据采集系统与QMS管理应用平台建立通讯,将其相应数据传输至QMS管理应用平台进行铸坯宽度计算,并将计算结果反馈给热轧产线,从而能够自动、快速、准确地预报连铸铸坯宽度,减少了铸坯实际宽度与理论宽度的偏差,降低铸坯入库后宽度测量的工作量,
一种连铸圆坯及其制备方法和用途.pdf
本发明公开了一种连铸圆坯及其制备方法和用途,所述连铸圆坯的元素组成按质量份数计包括:C0.13~0.18wt%,Si0.15~0.35wt%,Mn1.30~1.90wt%,P≤0.015wt%,S≤0.005wt%,Cr0.95~1.25wt%,Nb≤0.05wt%,V0.02~0.06wt%,N0.006~0.011wt%,余量为铁以及不可避免的杂质。本发明通过对铸锭中元素组成及含量的控制,尤其是降低C含量,提高Mn含量,并对加入的Nb和V含量进行控制,强化冲击韧性,使强度和韧性合理匹配;同时可有效改善