
高强度叉车门架用型钢及其制备方法.pdf

努力****甲寅

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高强度叉车门架用型钢及其制备方法.pdf
高强度叉车门架用型钢及其制备方法涉及一种高强度叉车门架用型钢及其制备方法。主要是为解决现有的叉车门架用型钢的屈服强度、抗拉强度及硬度都低的问题而发明的。所述的高强度叉车门架用型钢的化学成分重量百分比为:C0.17%—0.25%、Si0.30%—0.60%、Mn1.20%—1.60%、P≤0.025%、S≤0.025%、Nb0.08%、V0.04%—0.1%、其余为铁和微量杂质。制备方法包括如下步骤:铁水预脱硫;转炉冶炼;LF精炼;矩型坯连铸;轧制。优点是增加叉车门架用型钢的屈服强度、抗拉强度及硬度。
一种高强度耐低温叉车门架型钢及其制备方法.pdf
本发明提供一种高强度耐低温叉车门架型钢及其制备方法,所述叉车门架型钢按重量百分比由以下成分组成:C:0.15%~0.20%、Si:0.35%~0.50%、Mn:1.40%~1.60%、P≤0.020%、S≤0.010%、V:0.07%~0.09%、Nb:0.025%~0.04%、Cr:0.30%~0.45%、N:0.011%~0.016%、O≤0.003%,其余为铁和不可避免的杂质。其制备方法为:转炉冶炼,LF精炼,连铸,钢坯加热,轧制,轧后冷却。本发明制备的叉车门架型钢,成本经济合理,在保证材料较高屈服
一种叉车门架用热轧型钢及其制备方法.pdf
本发明提供了一种叉车门架用热轧型钢及其制备方法,所述制备方法包括依次进行的转炉冶炼、LF精炼与连铸;其中,所述LF精炼伴随着吹氮操作;所述叉车门架用热轧型钢满足碳当量≤0.48%。本发明保证了增氮稳定性的同时进一步降低了制造成本,显著提升了钢的强度和韧性,并简化了操作流程。
一种高强度耐低温热轧叉车门架用槽钢及其制备方法.pdf
本发明提供了一种高强度耐低温热轧叉车门架用槽钢及其制备方法。根据本发明的叉车门架用槽钢的化学成分的重量百分数为:C0.15%~0.20%、Si0.30%~0.45%、Mn1.30%~1.45%、P≤0.025%、S≤0.015%、V0.07%~0.09%,其余为铁和不可避免的微量杂质。根据本发明的叉车门架用槽钢的制备方法包括:铁水预脱硫,控制脱硫后铁水中的硫含量不超过0.020wt%;转炉冶炼,采用顶底复吹转炉冶炼,并且在转炉冶炼过程中,采用铝锰铁脱氧,控制钢水中的氧含量小于30ppm;LF精炼,精炼过程
叉车门架型钢焊接装置.pdf
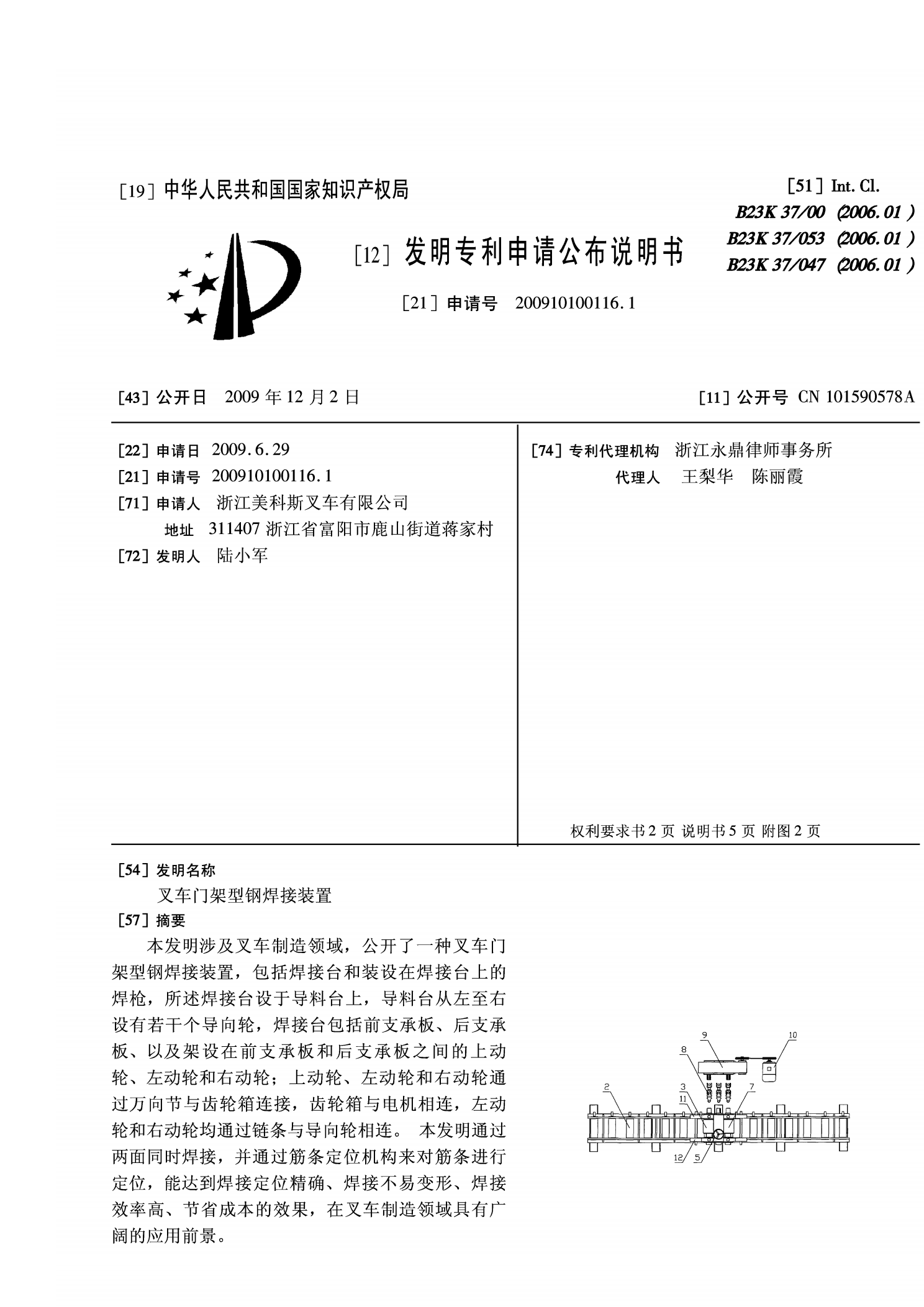
本发明涉及叉车制造领域,公开了一种叉车门架型钢焊接装置,包括焊接台和装设在焊接台上的焊枪,所述焊接台设于导料台上,导料台从左至右设有若干个导向轮,焊接台包括前支承板、后支承板、以及架设在前支承板和后支承板之间的上动轮、左动轮和右动轮;上动轮、左动轮和右动轮通过万向节与齿轮箱连接,齿轮箱与电机相连,左动轮和右动轮均通过链条与导向轮相连。本发明通过两面同时焊接,并通过筋条定位机构来对筋条进行定位,能达到焊接定位精确、焊接不易变形、焊接效率高、节省成本的效果,在叉车制造领域具有广阔的应用前景。