
一种不锈钢生产用炉卷轧机用于生产钛板的方法.pdf

韶敏****ab

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢生产用炉卷轧机用于生产钛板的方法.pdf
本发明公开了一种不锈钢生产用炉卷轧机用于生产钛板的方法,其步骤为:a)对钛板板坯涂覆防氧化涂料;b)将钛板板坯送入加热炉加热,其中加热炉温度控制为:预热区850±10℃,加热区和均热区900±10℃,空燃比1.25;且送料装置上在钛板板坯前后放置保温材料板坯;c)关闭粗轧设备上的除磷装置,钛板板坯进入粗轧设备进行5道次粗轧加工;d)粗轧后的钛板板坯进入精轧设备进行5道次精轧加工;e)精轧机抛钢速度控制为120mpm将钛板板材送入卷曲机打包成卷。

采用轧机轧制生产钛与不锈钢复合卷的方法.pdf
本发明涉及一种采用轧机轧制生产钛与不锈钢复合卷的方法。本发明采用的坯体结构为:包括由下往上依次叠设的下层不锈钢板、下层钛板、隔离层、上层钛板、上层不锈钢板,上层不锈钢板与下层不锈钢板之间通过设于两者四周的封条板连接,且上层不锈钢板、下层不锈钢板、封条板三者配合形成密闭腔体,并使得上层钛板、隔离层、下层钛板设于密闭腔体内,密闭腔体内预留有上层钛板、下层钛板的延伸空间。本发明通过采用叠坯组坯的方式,有效避免了产生翘头和扣头现象。另外,本发明通过采用炉卷轧机轧制,可实现钛与不锈钢复合卷薄规格≤10mm的热轧,同
一种高碳马氏体不锈钢炉卷轧机生产方法.pdf
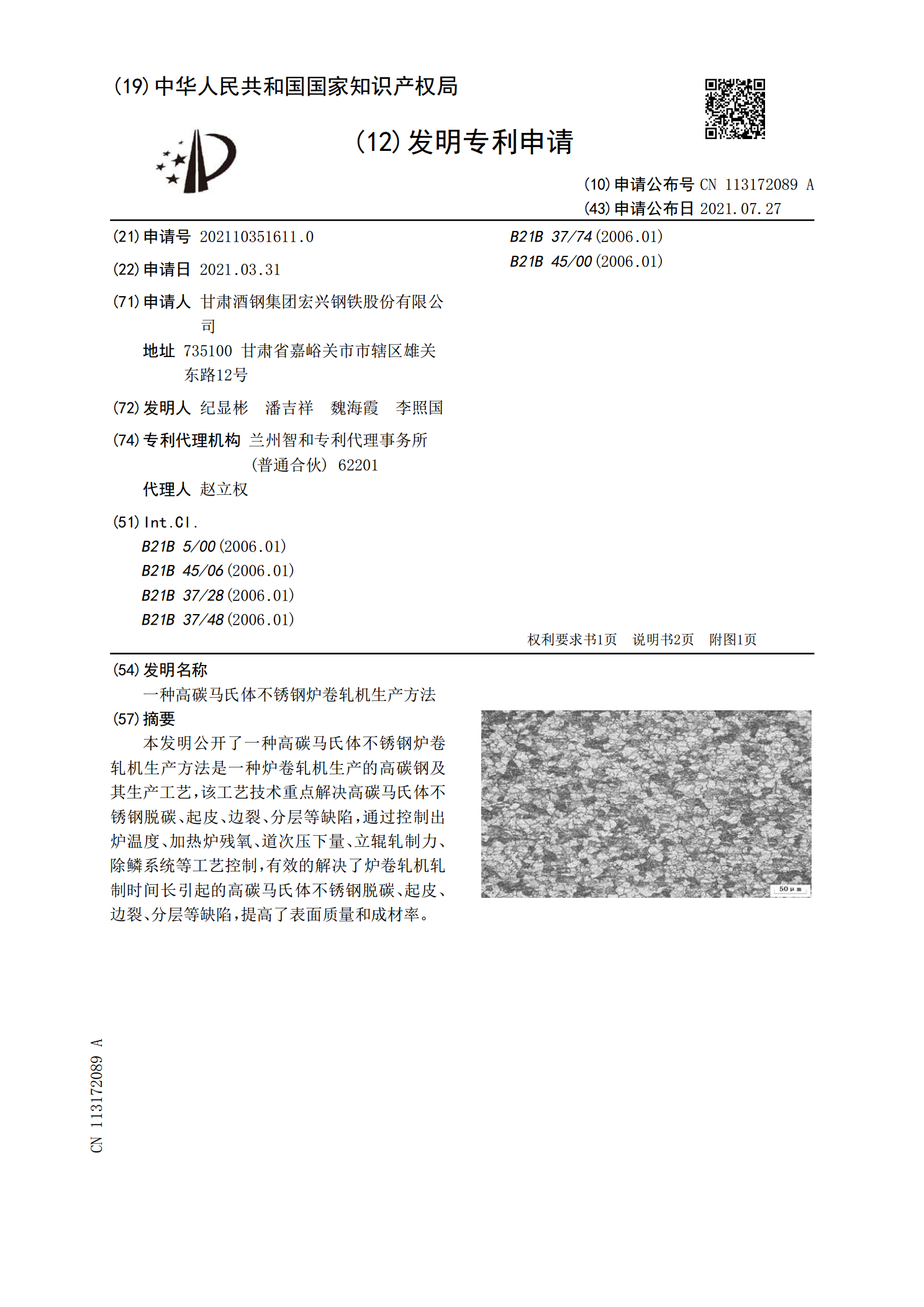
本发明公开了一种高碳马氏体不锈钢炉卷轧机生产方法是一种炉卷轧机生产的高碳钢及其生产工艺,该工艺技术重点解决高碳马氏体不锈钢脱碳、起皮、边裂、分层等缺陷,通过控制出炉温度、加热炉残氧、道次压下量、立辊轧制力、除鳞系统等工艺控制,有效的解决了炉卷轧机轧制时间长引起的高碳马氏体不锈钢脱碳、起皮、边裂、分层等缺陷,提高了表面质量和成材率。
一种采用炉卷轧机生产装饰用超纯铁素体不锈钢的方法.pdf
本发明公开了一种采用炉卷轧机生产装饰用超纯铁素体不锈钢的方法,属于不锈钢生产领域,解决了炉卷轧机轧制超纯铁素体不锈钢存在的表面板纹缺陷的问题。本发明包括以下步骤:冶炼、连铸;修磨;加热炉加热;热轧粗轧;热轧精轧;热轧卷曲;热退火酸洗;冷轧轧制;冷退火酸洗;平整。发明针对炉卷轧机特点,采用合理的轧制温度、轧制规程和适当低的热退火温度,消除传统工艺冷轧产品微观组织中的取向晶粒簇,得到晶粒取向随机弥散分布的微观组织,进而有效消除冷轧2B产品宏观表面沿轧向板纹缺陷,保证产品研磨拉丝处理一遍合格。

一种炉卷轧机与二十辊轧机冷轧生产线的不锈钢冷轧方法.pdf
本发明公开了一种炉卷轧机与二十辊轧机冷轧生产线的不锈钢冷轧方法,其特点是,经过炉卷轧机的冷轧素材头部进入二十辊冷轧机,头部12米、尾部12米不轧制,使用二十辊轧机对冷轧素材除头部和尾部部分进行轧制;轧制完成后切除头部12米和尾部12米。本发明的有益效果是用冷轧素材带有缺陷的部分长度代替引带的作用,本发明简化了不锈钢冷轧素材到冷轧的作业工艺流程,通过简化作业工序,减少不必要的生产流程,增加轧机改善缺陷的能力,减少运输流程,改善运输造成的缺陷产生,减少加工成本,提高产品综合实收率,增加产品收益性,提高产品竞争