
一种高碳马氏体不锈钢炉卷轧机生产方法.pdf

Do****76

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高碳马氏体不锈钢炉卷轧机生产方法.pdf
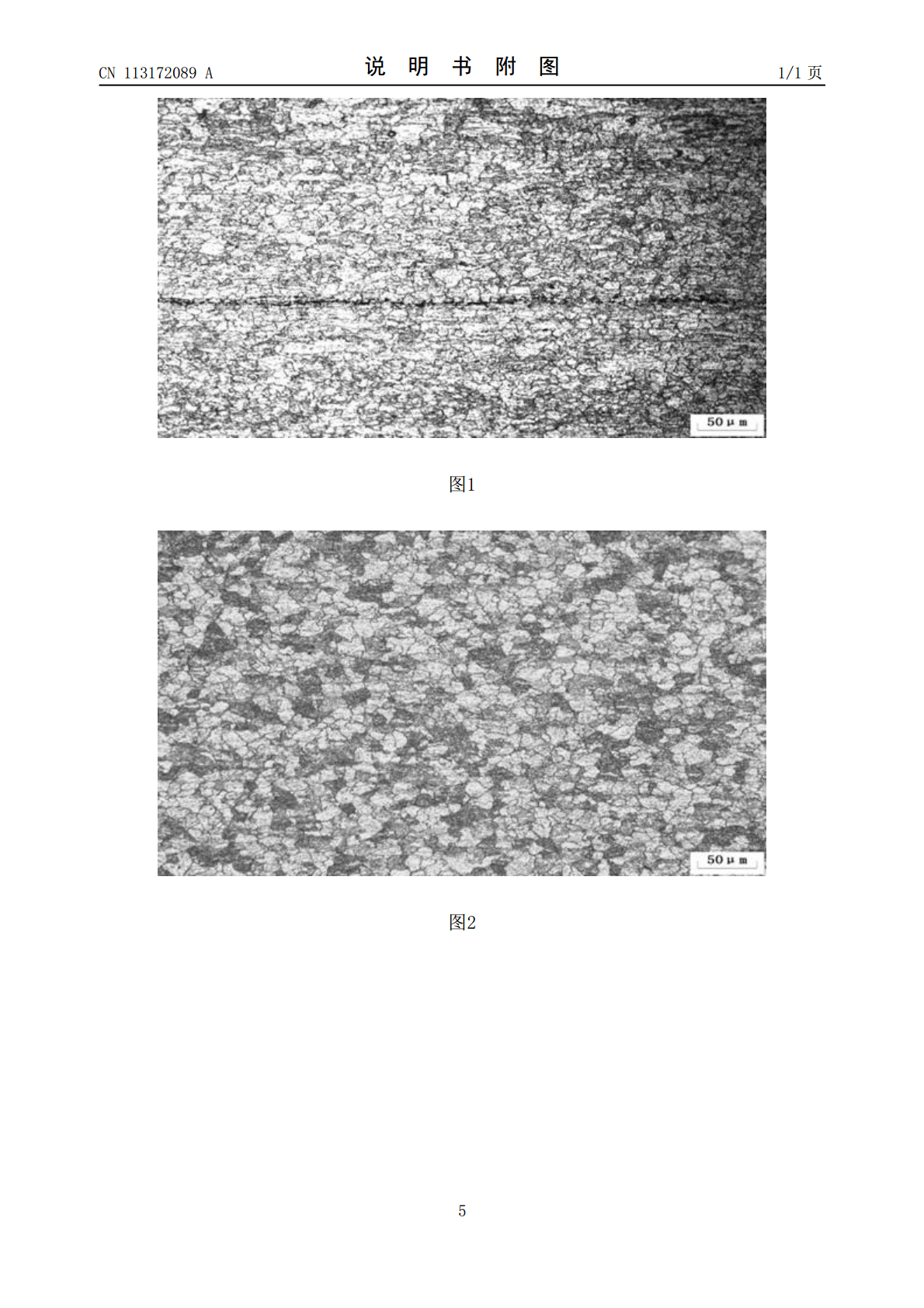
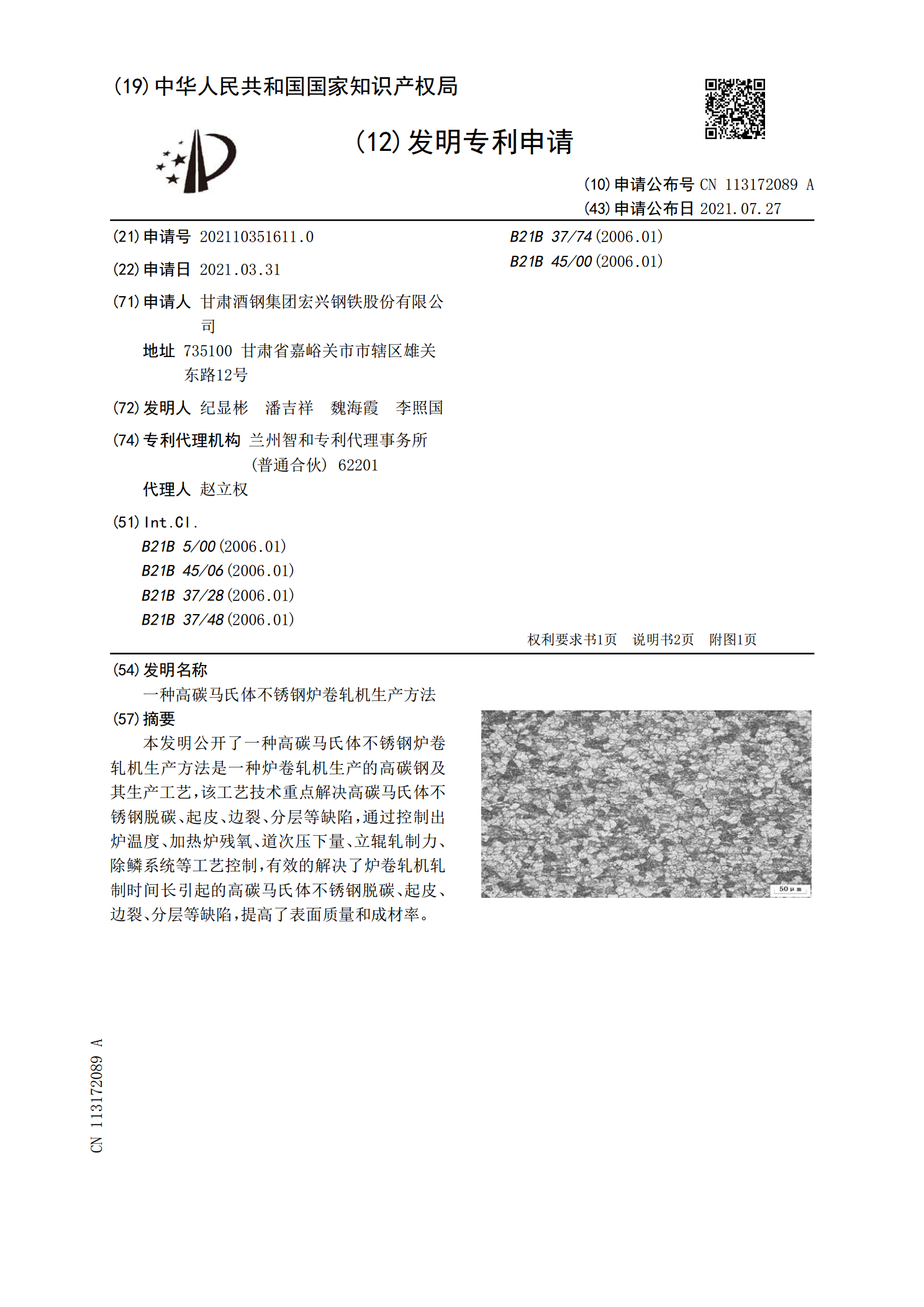
本发明公开了一种高碳马氏体不锈钢炉卷轧机生产方法是一种炉卷轧机生产的高碳钢及其生产工艺,该工艺技术重点解决高碳马氏体不锈钢脱碳、起皮、边裂、分层等缺陷,通过控制出炉温度、加热炉残氧、道次压下量、立辊轧制力、除鳞系统等工艺控制,有效的解决了炉卷轧机轧制时间长引起的高碳马氏体不锈钢脱碳、起皮、边裂、分层等缺陷,提高了表面质量和成材率。
一种高碳马氏体不锈钢盘条的生产方法.pdf
本发明涉及不锈钢冶炼、轧制和热处理生产技术领域,尤其是一种高碳马氏体不锈钢盘条的生产方法,该生产方法包括将高碳马氏体不锈钢原料依次经电炉+AOD+LF+VOD冶炼炼制得不锈钢钢液后,依序经过预成型、退火、修磨、加热、轧制成型、打包和再退火工序,利用该方法可以解决高碳马氏体不锈钢盘条生产过程中劈头、表面开裂、中心孔洞、脆断等缺陷问题,且生产的高碳马氏体不锈钢盘条质量好、成材率高、加工性能优异。
一种中碳马氏体不锈钢的生产方法.pdf
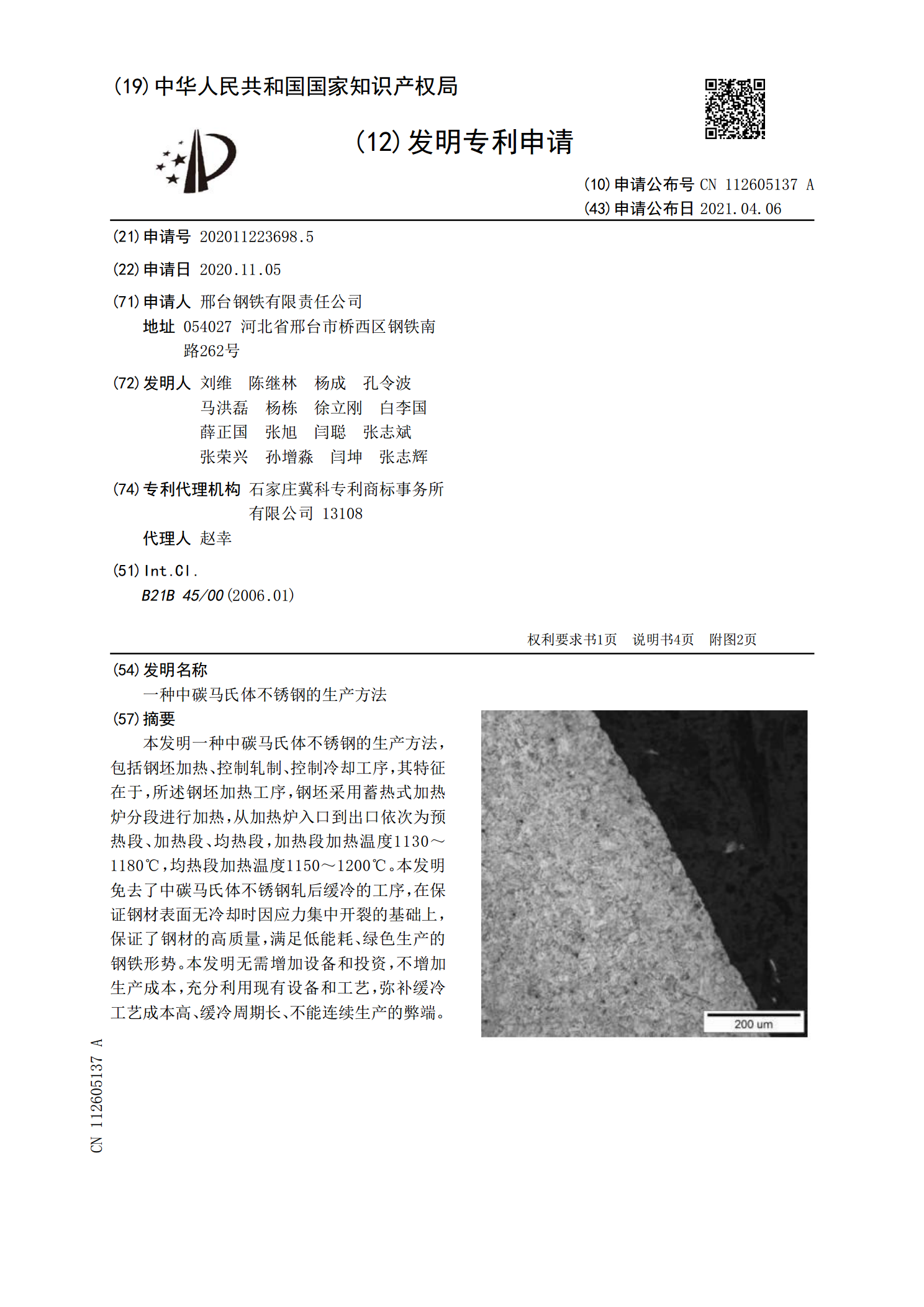
本发明一种中碳马氏体不锈钢的生产方法,包括钢坯加热、控制轧制、控制冷却工序,其特征在于,所述钢坯加热工序,钢坯采用蓄热式加热炉分段进行加热,从加热炉入口到出口依次为预热段、加热段、均热段,加热段加热温度1130~1180℃,均热段加热温度1150~1200℃。本发明免去了中碳马氏体不锈钢轧后缓冷的工序,在保证钢材表面无冷却时因应力集中开裂的基础上,保证了钢材的高质量,满足低能耗、绿色生产的钢铁形势。本发明无需增加设备和投资,不增加生产成本,充分利用现有设备和工艺,弥补缓冷工艺成本高、缓冷周期长、不能连续生
高碳高铬马氏体不锈钢材料的冶炼方法.pdf
本发明公开了高碳高铬马氏体不锈钢材料的冶炼方法,包括以下步骤:1)用真空自耗炉加热原料,将原料融化为液态;2)将步骤1)得到的液态原料转入电渣炉,使用至少两根电极对其进行加热;3)液态原料表层形成造渣。本发明提供的高碳高铬马氏体不锈钢材料的冶炼方法,采用电渣炉,利用电渣炉升温幅度大、温度控制准确等特点,同时通过吹氩搅拌,有效降低液态原料中的S元素含量。采用电渣炉对选通过中频感应加热炉冶炼的高碳高铬马氏体不锈钢材料进行去杂质步骤,从而使高碳高铬马氏体不锈钢材料中各种杂质的含量大大减少,避免产生偏析、白点、大
利用炉卷+连轧机生产高塑性铁素体不锈钢钢带的方法.pdf
本发明公开了一种利用炉卷+连轧机生产高塑性铁素体不锈钢钢带的方法,包括:1)按要求冶炼、浇注成板坯;2)采用步进式加热炉对板坯进行加热,加热炉各区域温度控制:热回收段温度≤850℃,加热段和均热段温度均控制在1180~1200℃,要求驻炉时间:200~240min;出炉温度1160~1180℃;3)采用1、3道次除鳞,粗轧轧制7道次,开轧温度为1100~1120℃,第5道次压下率≥27%,第6道次压下率≥25%,第7道次压下率≥20%,中间坯厚度25~30mm;4)精轧采用炉卷+连轧的工艺,炉卷卷取炉加热