
一种带杆部的齿轮传动头锻造工艺.pdf

山柳****魔王


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带杆部的齿轮传动头锻造工艺.pdf
本发明公开了一种带杆部的齿轮传动头锻造工艺,包括如下步骤:(1)坯料选取,选择直径为15mm,长度为235mm的长棒型坯料;(2)坯料加热,对95mm长度部分的坯料进行感应加热至800℃-850℃;(3)头部墩粗,使用电墩机设备对坯料加热部分进行墩粗,由整体235mm镦至186mm;(4)预锻折弯,对坯料加热部分30mm处进行90度折弯,保持镦粗后的头部与杆部垂直;(5)精锻,将预锻后的坯料放入精锻型腔中,对加热头部进行成型,锻造零件精确外形;(6)切边,将精锻后的锻件放入切边模具中,利用零件与下模具剪切

一种齿轮传动头的锻造工艺.pdf
本发明公开了一种齿轮传动头的锻造工艺,包括如下步骤:(1)坯料选取,选择直径为20mm,长度为80mm的不锈钢长棒型坯料;(2)坯料加热,对坯料进行感应加热至900℃‑1050℃;(3)头部墩粗,使用电墩机设备对坯料加热部分进行墩粗,由整体80mm镦至48mm;(4)去氧化皮,对拔长后的坯料去氧化皮,并将脱落的氧化皮通过气枪清楚,避免其掉落进模具中;(5)精锻,将墩粗后的坯料放入精锻型腔中,对加热头部进行成型,锻造零件精确外形;(6)切边,将精锻后的锻件放入切边模具中,利用零件与下模具剪切作用使锻件与飞边

传动齿轮锻造工艺的改进.docx
传动齿轮锻造工艺的改进论文标题:传动齿轮锻造工艺的改进摘要:传动齿轮被广泛应用于各种机械设备中,具有重要的传动功能。随着科技的发展,对传动齿轮的要求也越来越高。本文针对传动齿轮锻造工艺进行改进研究,探讨了材料选择、锻造参数调整以及后续热处理工艺等方面的改进措施,并通过实验验证了改进后的锻造工艺的有效性。关键词:传动齿轮,锻造工艺,材料选择,锻造参数,热处理1.引言传动齿轮是机械设备中常见的传动元件,其工作环境复杂,对材料及工艺要求较高。目前,主要的齿轮制造工艺包括铸造、机械加工和锻造。相比于其他工艺,锻造
一种齿轮锻造炉及其锻造工艺.pdf
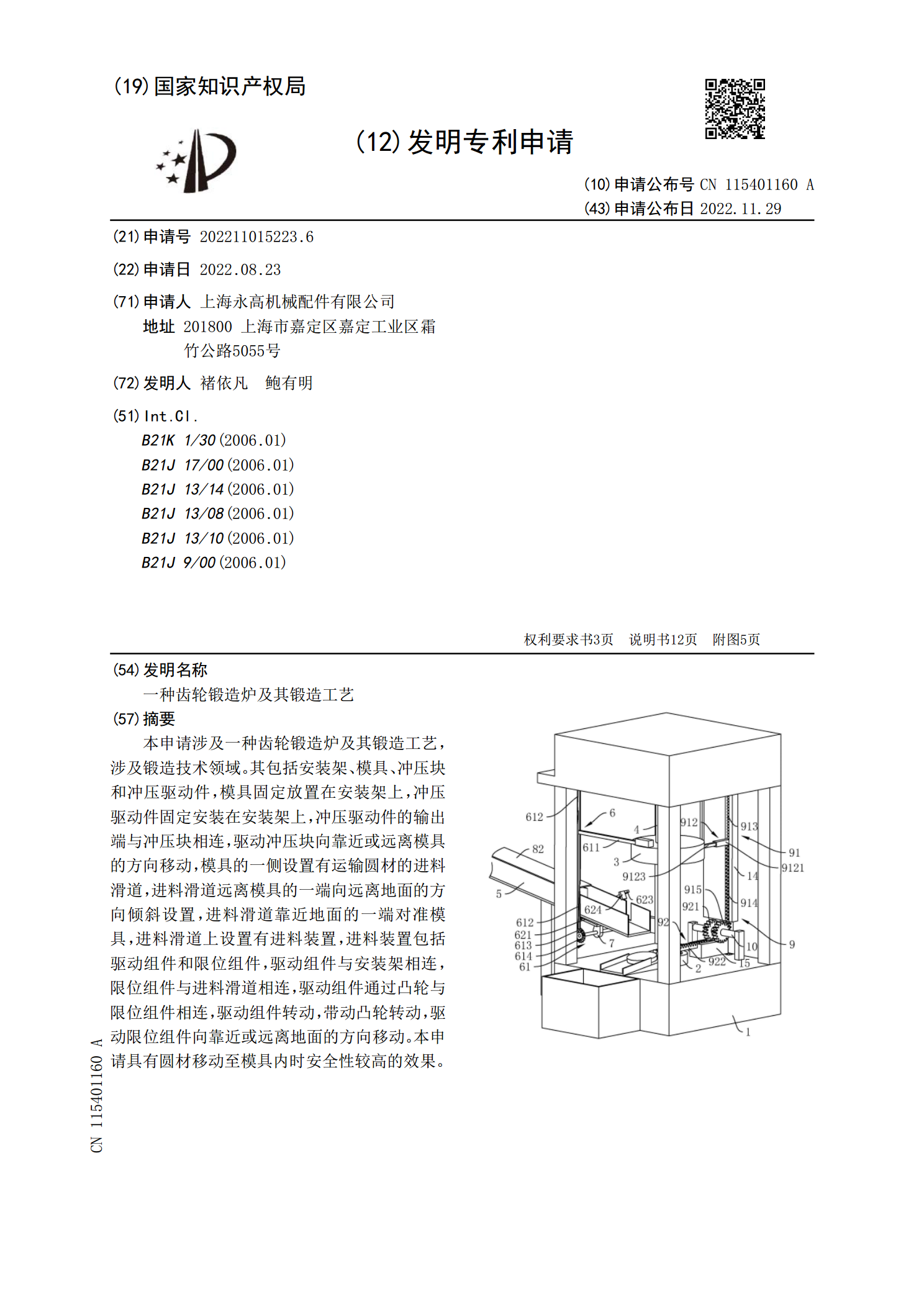
本申请涉及一种齿轮锻造炉及其锻造工艺,涉及锻造技术领域。其包括安装架、模具、冲压块和冲压驱动件,模具固定放置在安装架上,冲压驱动件固定安装在安装架上,冲压驱动件的输出端与冲压块相连,驱动冲压块向靠近或远离模具的方向移动,模具的一侧设置有运输圆材的进料滑道,进料滑道远离模具的一端向远离地面的方向倾斜设置,进料滑道靠近地面的一端对准模具,进料滑道上设置有进料装置,进料装置包括驱动组件和限位组件,驱动组件与安装架相连,限位组件与进料滑道相连,驱动组件通过凸轮与限位组件相连,驱动组件转动,带动凸轮转动,驱动限位组

一种锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造齿轮模具,涉及一种模具,具体包括底座和工作台以及下模和上模,所述底座上通过支撑脚安装工作台,工作台上安装有用于齿轮锻造的下模,工作台的顶面四角处分别通过一根支撑杆与顶板的底面固定连接,顶板的底面中部通过液压缸安装有用于进行锻造工作的冲锤,顶板的四角处均滑动安装有竖直的连接杆,连接杆的顶端分别与升降板的底面四角处固定连接,连接杆的底端分别与安装板的顶面四角处固定连接,安装板位于冲锤的下方,安装板的底面安装有用于锻造齿轮的上模。本发明在实施过程中,通过上模和下模以及滑块的配合作用使齿轮能够