
一种煅烧炉中回转筒体的加工方法.pdf

霞英****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种煅烧炉中回转筒体的加工方法.pdf
一种煅烧炉中回转筒体的加工方法,利用回转设备本身传动机构的零件、在筒体的制造过程中增加工艺工装,使其实现筒体加工时的旋转运动,再在需要加工的部位安装刀架或机车床并进行找正,满足回转筒体加工时所需的进给运动,这样就能实现对回转设备筒体加工部位的加工。加工完成后取掉工艺工装即可。所述对筒体的加工,在制造厂进行或在设备的安装现场进行。本发明通过小刀架或小机床现对大型回转设备筒体的加工,能够降低设备的制造费用,同时实现在用户现场对筒体的加工,满足设备的要求,具有广泛的社会效益和经济效益,适用于化国、冶金、水泥、矿

一种用于大型回转筒体的大齿轮锯齿的加工工艺.pdf
本发明公开了一种用于大型回转筒体的大齿轮锯齿的加工工艺,包括以下步骤,领料、齿坯粗车、对粗车的大齿轮按要求粗滚前进行等分划线,做好加工区域标记,对锯齿加工区域进行锯加工,然后用滚齿机进行滚齿作业,直至加工完成。该用于大型回转筒体的大齿轮锯齿的加工工艺降低了生产成本,同时也节省了设备维护成本。
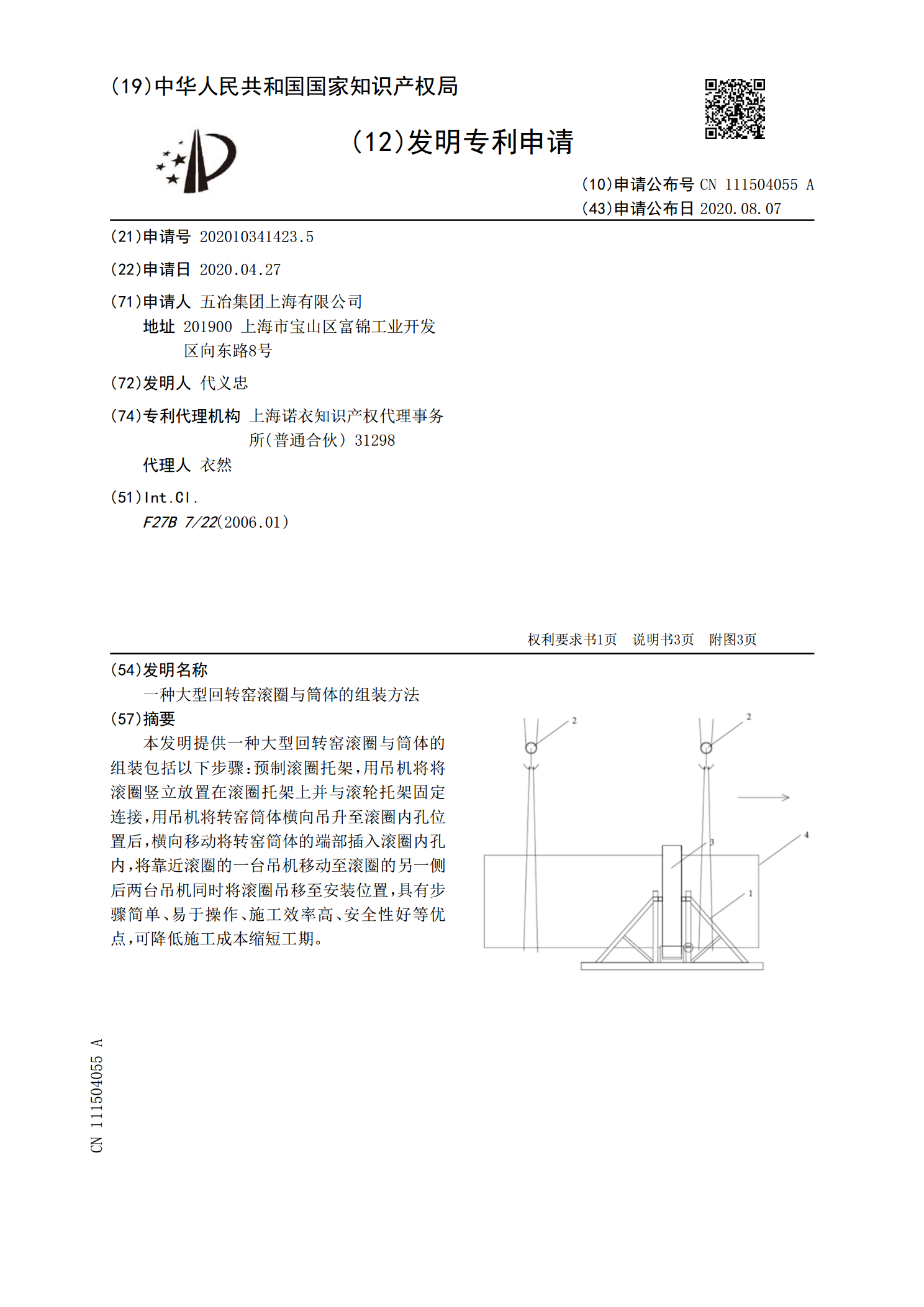
一种大型回转窑滚圈与筒体的组装方法.pdf
本发明提供一种大型回转窑滚圈与筒体的组装包括以下步骤:预制滚圈托架,用吊机将将滚圈竖立放置在滚圈托架上并与滚轮托架固定连接,用吊机将转窑筒体横向吊升至滚圈内孔位置后,横向移动将转窑筒体的端部插入滚圈内孔内,将靠近滚圈的一台吊机移动至滚圈的另一侧后两台吊机同时将滚圈吊移至安装位置,具有步骤简单、易于操作、施工效率高、安全性好等优点,可降低施工成本缩短工期。

回转窑筒体磨损及处理方法.docx
回转窑筒体磨损及处理方法回转窑是一种常见的烧结设备,广泛用于水泥、冶金、化工等行业。然而,长时间的运行会导致回转窑筒体磨损,影响其正常运行和寿命。本文将探讨回转窑筒体磨损的原因及其处理方法。一、回转窑筒体磨损原因分析1.磨料的作用:回转窑内部存在大量的磨料,磨料与筒体不断摩擦产生磨损。特别是当石灰石等石质物料在烧结过程中与筒体产生化学反应时,更容易造成磨损。2.窑筒内部温度:高温会导致筒体材料的膨胀,降低材料的抗拉强度,增加磨损的风险。3.窑筒内部颗粒运动与撞击:物料在回转窑内部进行滚动、倾斜、下落等运动
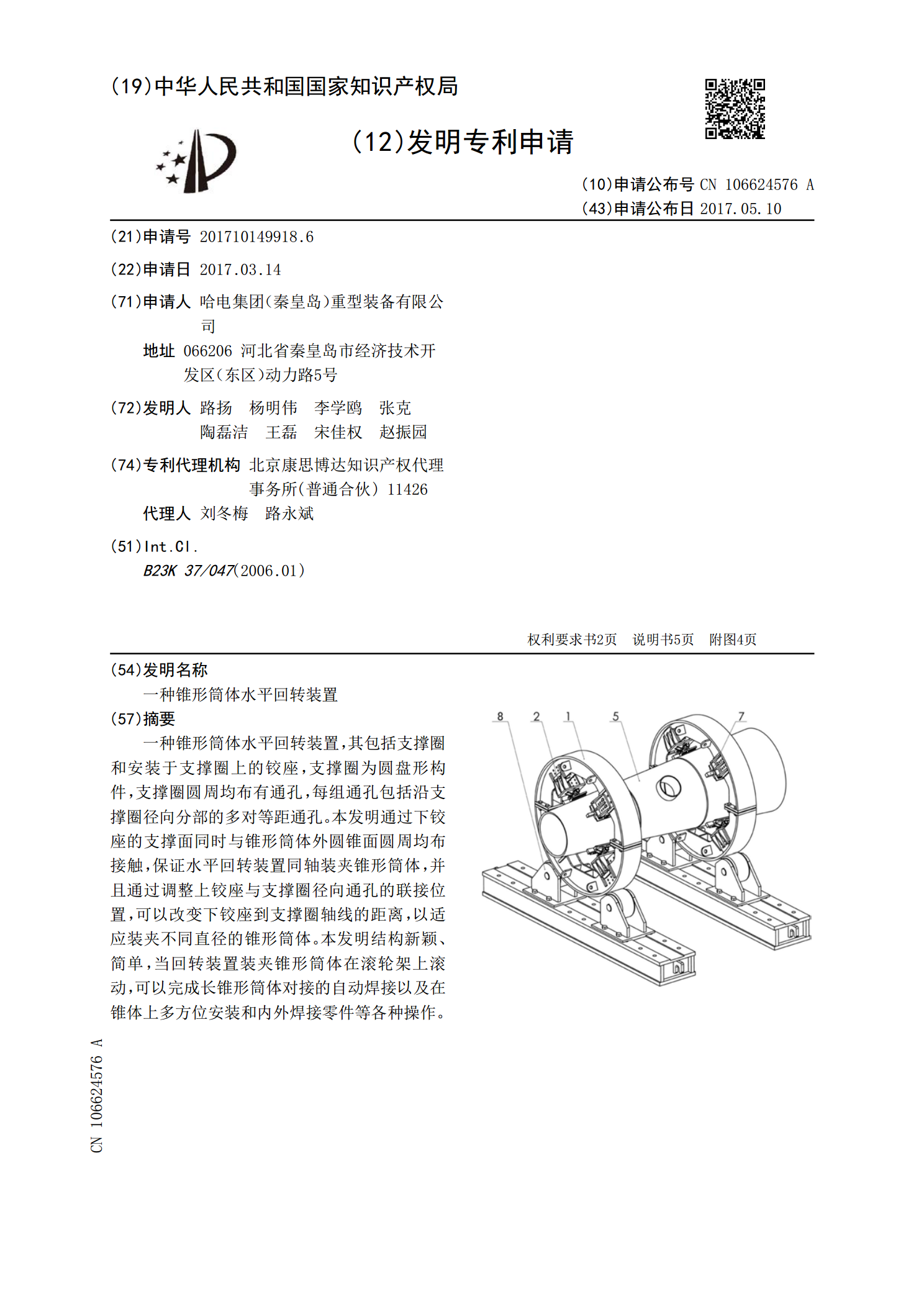
一种锥形筒体水平回转装置.pdf
一种锥形筒体水平回转装置,其包括支撑圈和安装于支撑圈上的铰座,支撑圈为圆盘形构件,支撑圈圆周均布有通孔,每组通孔包括沿支撑圈径向分部的多对等距通孔。本发明通过下铰座的支撑面同时与锥形筒体外圆锥面圆周均布接触,保证水平回转装置同轴装夹锥形筒体,并且通过调整上铰座与支撑圈径向通孔的联接位置,可以改变下铰座到支撑圈轴线的距离,以适应装夹不同直径的锥形筒体。本发明结构新颖、简单,当回转装置装夹锥形筒体在滚轮架上滚动,可以完成长锥形筒体对接的自动焊接以及在锥体上多方位安装和内外焊接零件等各种操作。