
一种管子挠度测量装置及测量方法.pdf

是你****深呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管子挠度测量装置及测量方法.pdf
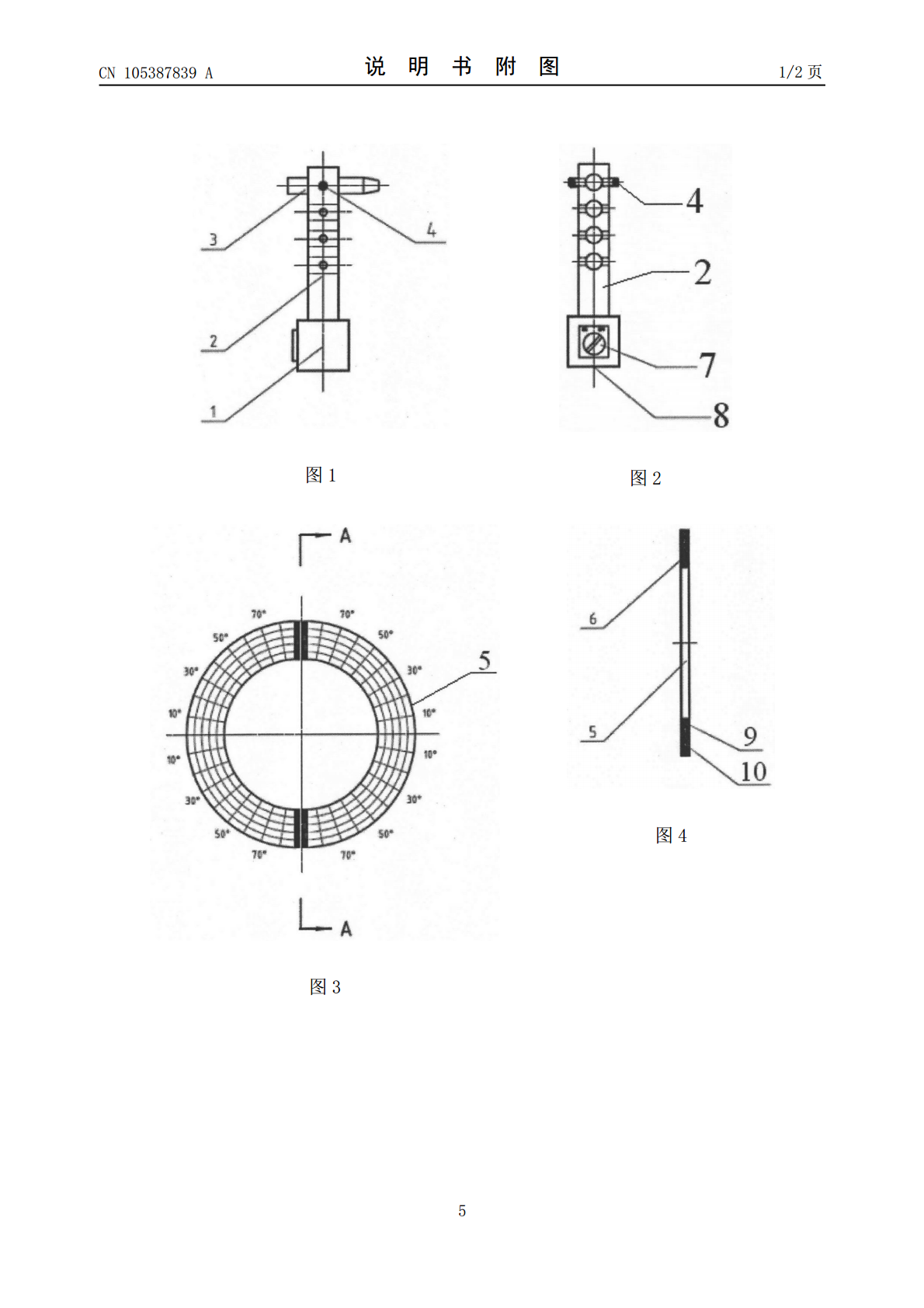
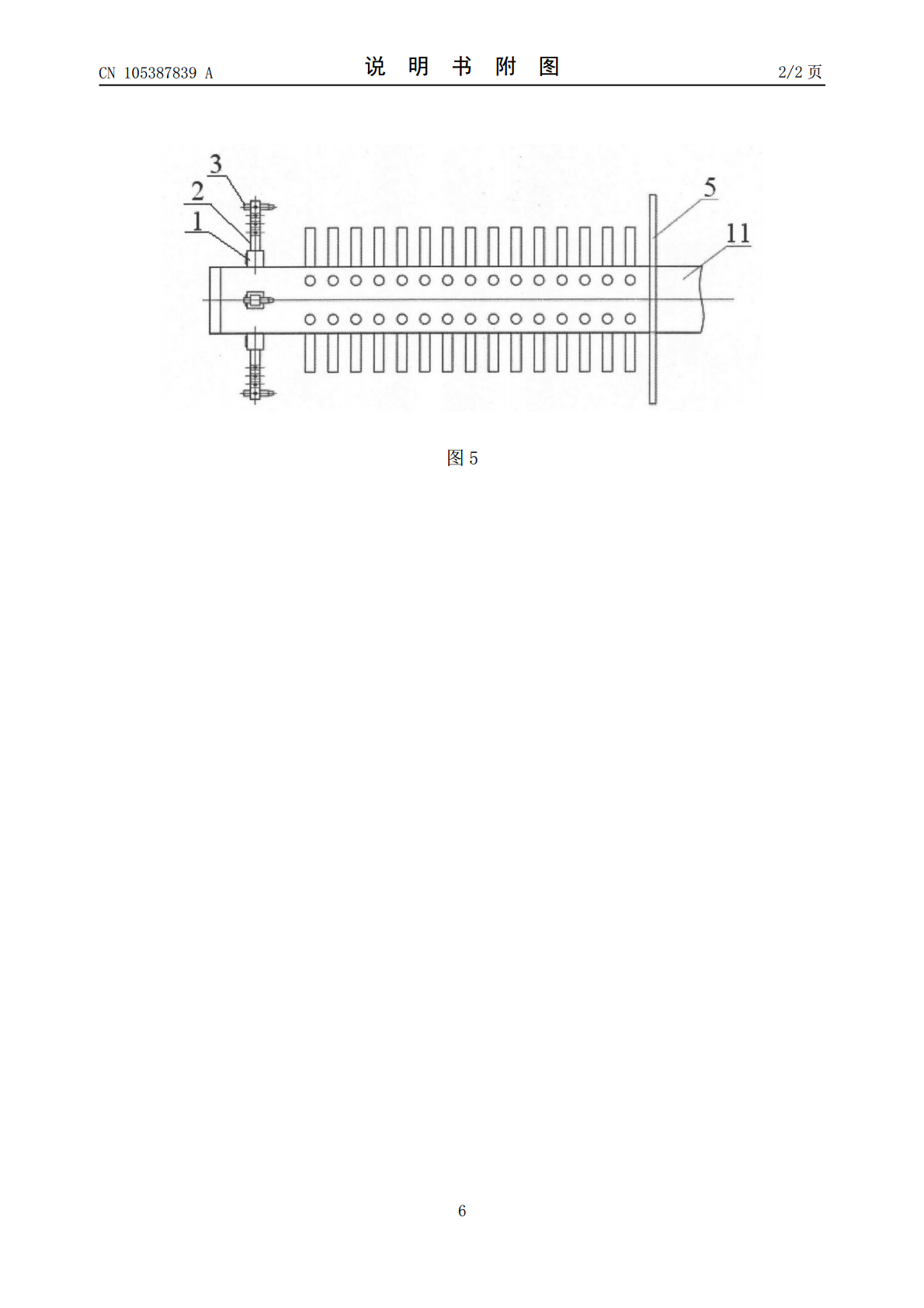
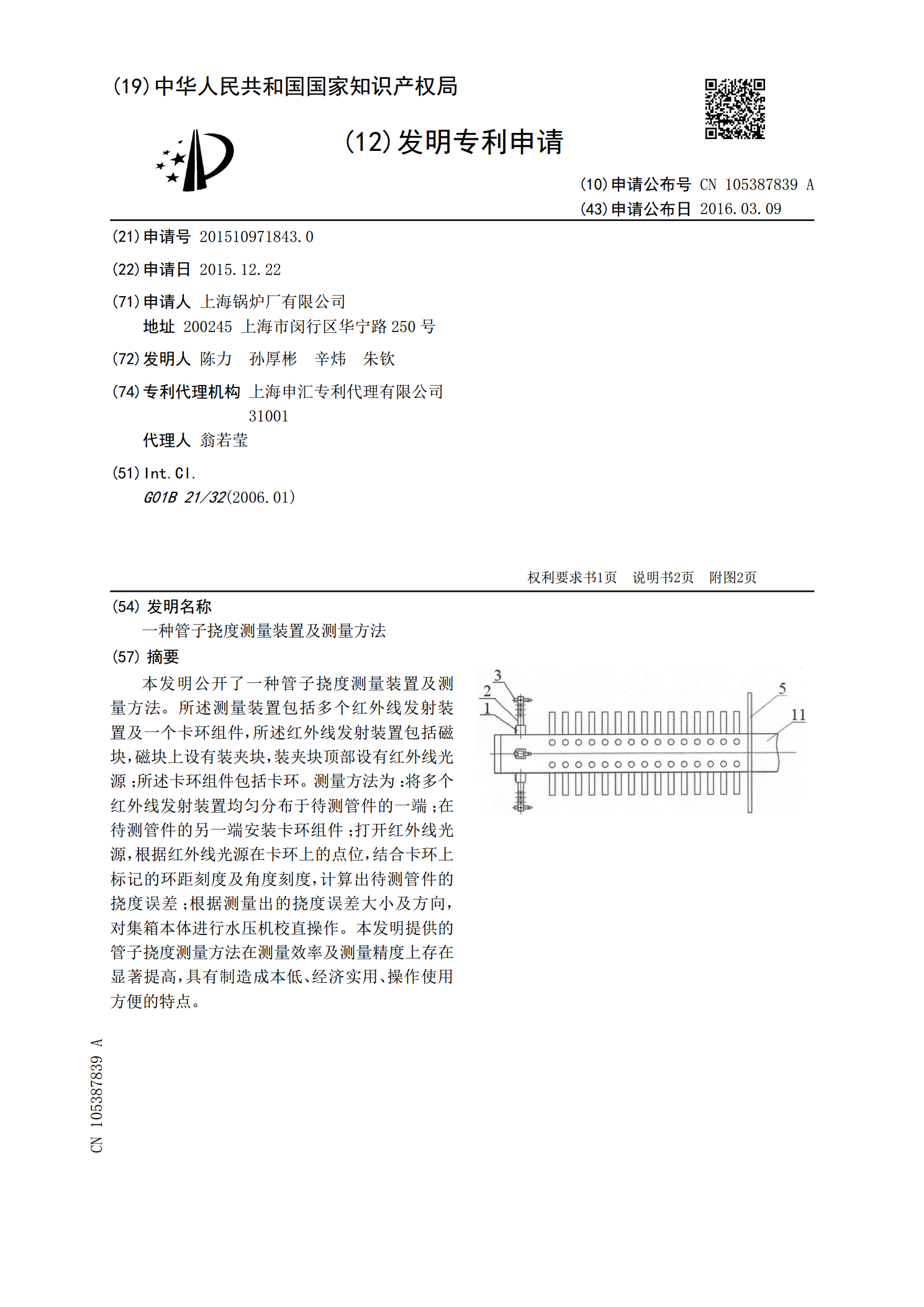
本发明公开了一种管子挠度测量装置及测量方法。所述测量装置包括多个红外线发射装置及一个卡环组件,所述红外线发射装置包括磁块,磁块上设有装夹块,装夹块顶部设有红外线光源;所述卡环组件包括卡环。测量方法为:将多个红外线发射装置均匀分布于待测管件的一端;在待测管件的另一端安装卡环组件;打开红外线光源,根据红外线光源在卡环上的点位,结合卡环上标记的环距刻度及角度刻度,计算出待测管件的挠度误差;根据测量出的挠度误差大小及方向,对集箱本体进行水压机校直操作。本发明提供的管子挠度测量方法在测量效率及测量精度上存在显著提高
一种薄板结构变形挠度测量装置及测量方法.pdf
本发明提供了一种薄板结构变形挠度测量装置及测量方法,包括磁性底座,磁性底座上竖向固定安装有固定板,固定板的横向宽度大于磁性底座的横向宽度,固定板上安装有数显角度尺。数显角度尺包括定测杆,定测杆竖向固定安装在固定板上,定测杆的中垂线与磁性底座的横向右端的纵侧面齐平。定测杆的上端可转动式安装有动测杆的上端,动测杆的表面安装有激光测距仪,激光测距仪的中心轴线与动测杆的中心轴线平行设置。本发明的装置通过磁性底座与被测薄板结构的约束器连接固定,只需要固定于约束器的单个位置,即可实现薄板结构垂直于磁性底座区域的变形挠
一种桥梁动挠度分布式测量装置及测量方法.pdf
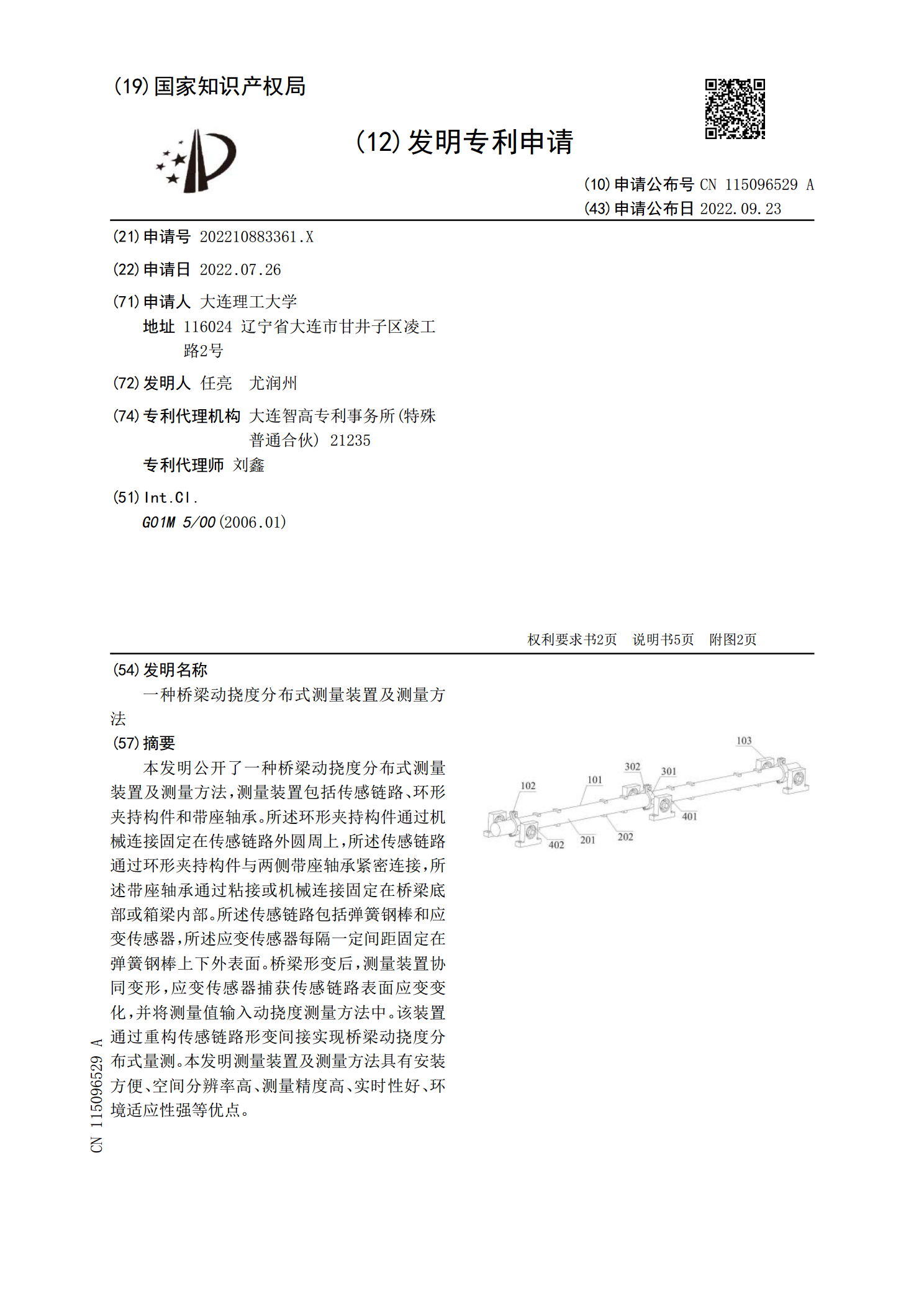
本发明公开了一种桥梁动挠度分布式测量装置及测量方法,测量装置包括传感链路、环形夹持构件和带座轴承。所述环形夹持构件通过机械连接固定在传感链路外圆周上,所述传感链路通过环形夹持构件与两侧带座轴承紧密连接,所述带座轴承通过粘接或机械连接固定在桥梁底部或箱梁内部。所述传感链路包括弹簧钢棒和应变传感器,所述应变传感器每隔一定间距固定在弹簧钢棒上下外表面。桥梁形变后,测量装置协同变形,应变传感器捕获传感链路表面应变变化,并将测量值输入动挠度测量方法中。该装置通过重构传感链路形变间接实现桥梁动挠度分布式量测。本发明测
一种起重机主梁下挠度测量方法及测量装置.pdf
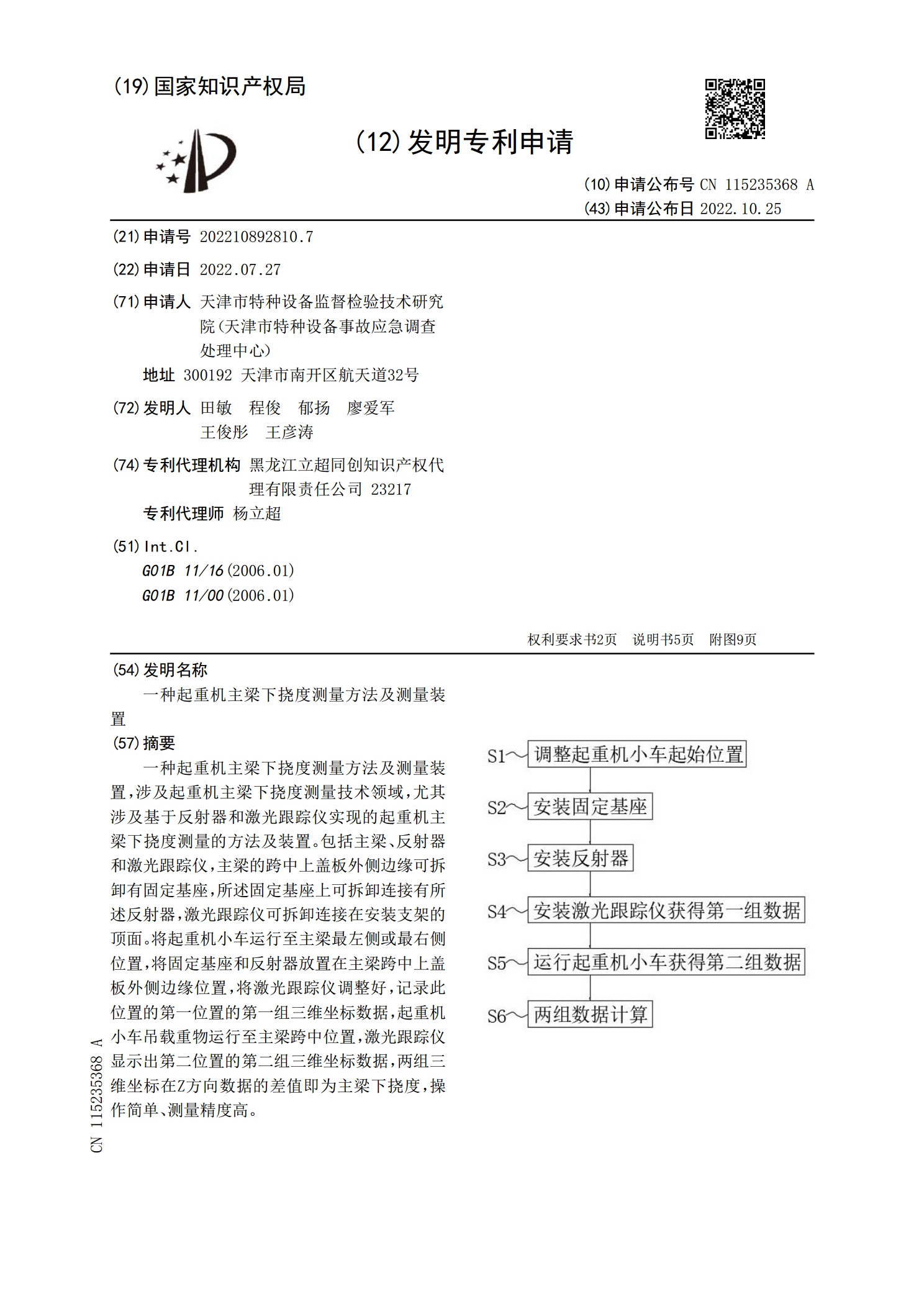
一种起重机主梁下挠度测量方法及测量装置,涉及起重机主梁下挠度测量技术领域,尤其涉及基于反射器和激光跟踪仪实现的起重机主梁下挠度测量的方法及装置。包括主梁、反射器和激光跟踪仪,主梁的跨中上盖板外侧边缘可拆卸有固定基座,所述固定基座上可拆卸连接有所述反射器,激光跟踪仪可拆卸连接在安装支架的顶面。将起重机小车运行至主梁最左侧或最右侧位置,将固定基座和反射器放置在主梁跨中上盖板外侧边缘位置,将激光跟踪仪调整好,记录此位置的第一位置的第一组三维坐标数据,起重机小车吊载重物运行至主梁跨中位置,激光跟踪仪显示出第二位置

一种用于无人机的桥梁挠度检测装置及测量方法.pdf
本发明属于桥梁测量领域,公开了一种用于无人机的桥梁挠度检测装置及测量方法。所述装置包括激光测距模块、双轴云台、数据储存模块、数据处理模块、传输模块、控制模块、基座,并搭载于无人机平台上;所述测量方法适用于拱形桥梁和箱梁形桥梁,该测量方法获取桥梁底部中轴线上测量点的距离参数和角度参数,根据这两个参数,以无人机为坐标原点计算桥梁挠度曲线,并进行重复测量,将多组数据做平差处理,计算获取最终结果。本发明模块化程度高,结构简单,安装方便,成本低,测量范围大,使用方式灵活,测量精度高,操作简单,自动化程度高,能够把测