
打破大型P91/P92材质锻件组织遗传,细化晶粒的热处理方法.pdf

邻家****曼玉

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
打破大型P91/P92材质锻件组织遗传,细化晶粒的热处理方法.pdf
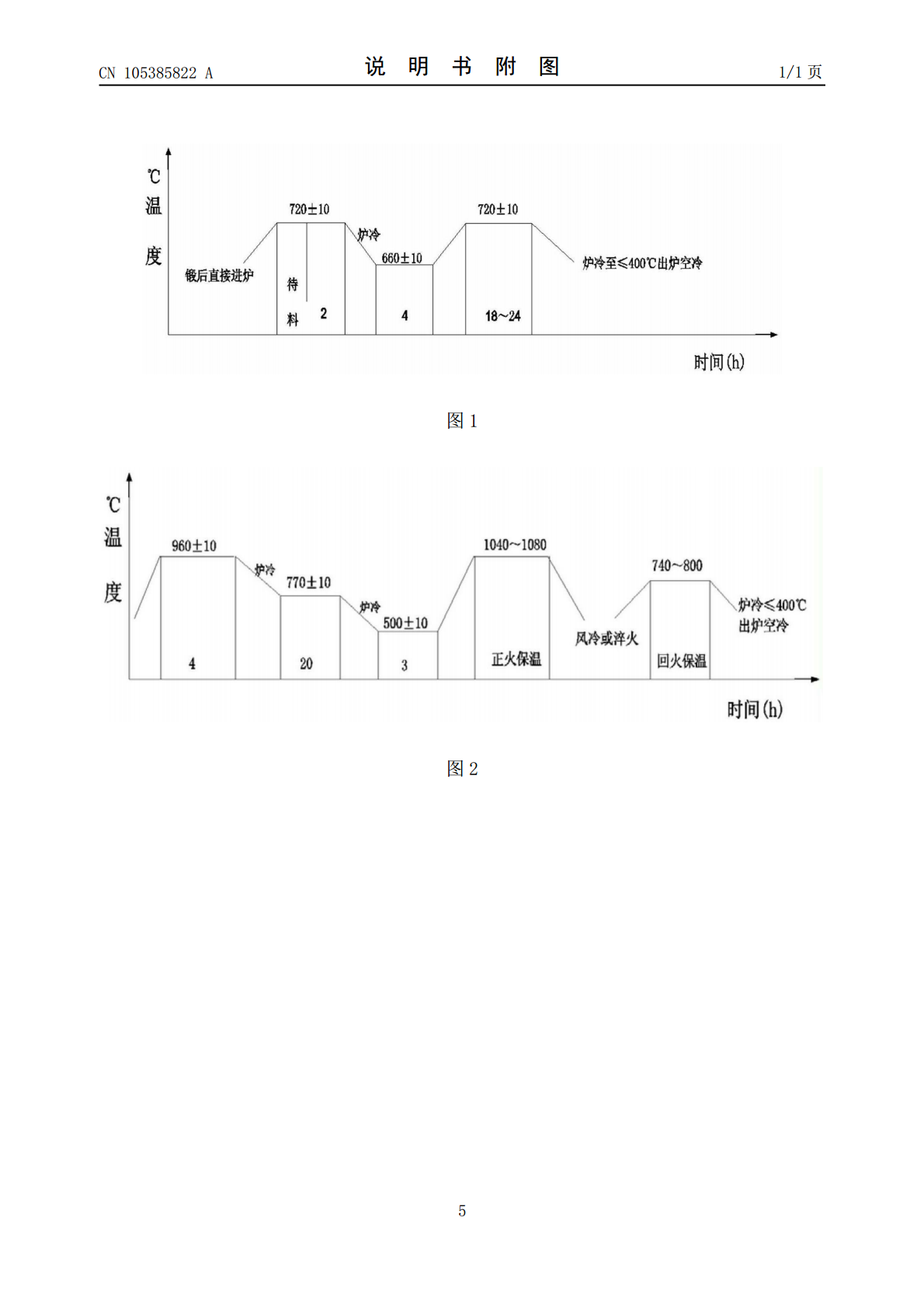
本发明涉及一种打破大型P91和/或P92材质锻件组织遗传,细化晶粒的热处理方法,大型P91和/或P92材质锻件锻造后,在终锻温度状态下直接进热处理炉在720±10℃保温2小时,热处理炉炉温冷至660±10℃保温4小时,再升温至720±10℃保温18—24小时,炉温冷到200℃以下,出炉在空气中冷却,进行最终性能热处理,正火温度1040-1080℃,回火温度为730-790℃,热处理后进行机械性能实验,检验晶粒度,金相组织晶粒度≥4级为合格锻件;晶粒粗大或混晶锻件再重新热处理。采用本发明可生产出满足高容量电
大型叶轮材料锻件晶粒细化热处理工艺.pdf
本发明公开了一种大型叶轮材料锻件的晶粒细化热处理工艺,在通过高温完全奥氏体化后,反复强化核心、多次奥氏体化重新形核,在满足机械性能的前提下,最终使晶粒得到了细化。本发明的优点在于:在通过高温完全奥氏体化后,炉冷充分,奥氏体分解充分;反复强化核心、多次奥氏体化重新形核,增加了790℃形核;并在两相区上沿转变、形核,强化核心的步骤;基于以上组织准备,空冷后迅速升至850℃形成的新晶界将明显细化,最终在满足机械性能的前提下,使晶粒得到了细化。?

均匀细化锻件晶粒度的锻造控制方法.pdf
本发明涉及一种均匀细化锻件晶粒度的锻造控制方法,对大锻件锻造过程采取特殊的锻造控制、返炉加热方式,使锻件表面、心部温度趋于一致,使锻件心部组织完全转变,实现均匀细化大锻件内部组织,采取锻前高温加热,第一火次镦粗拔长锻造后,将锻件空冷到一定温度,使锻件内外表面温度趋于一致,返高温炉加热;在第二火次镦粗拔长后,将锻件空冷到一定温度,在锻件内外表面温度趋于一致后,返低温炉加热;低温炉保温一定时间后出炉锻造成型,使用该锻造控制方法,可在不增加生产成本的情况下,均匀细化大锻件内部组织,解决了大锻件粗晶、混晶的难题,

细化长棒类钢锻件晶粒度的锻造方法.pdf
本发明涉及一种细化长棒类钢锻件晶粒度的锻造方法,按照如下步骤进行:步骤1)、钢锭或电渣锭直接采用径向精锻机锻造,利用180频率或240频率,每道次压下量40mm‑60mm,将锻件直径锻造至Φ340mm‑Φ560mm,给60频率或90频率锻造留3‑5道次变形量;步骤2)、利用60频率或90频率,每道次压下量70mm‑100mm,将锻件直径锻造至锻件成品直径基础上加上30mm‑100mm的尺寸,给180频率或240频率精整锻造留1‑2道次变形量;步骤3)、利用180频率或240频率,每道次压下量30mm‑50
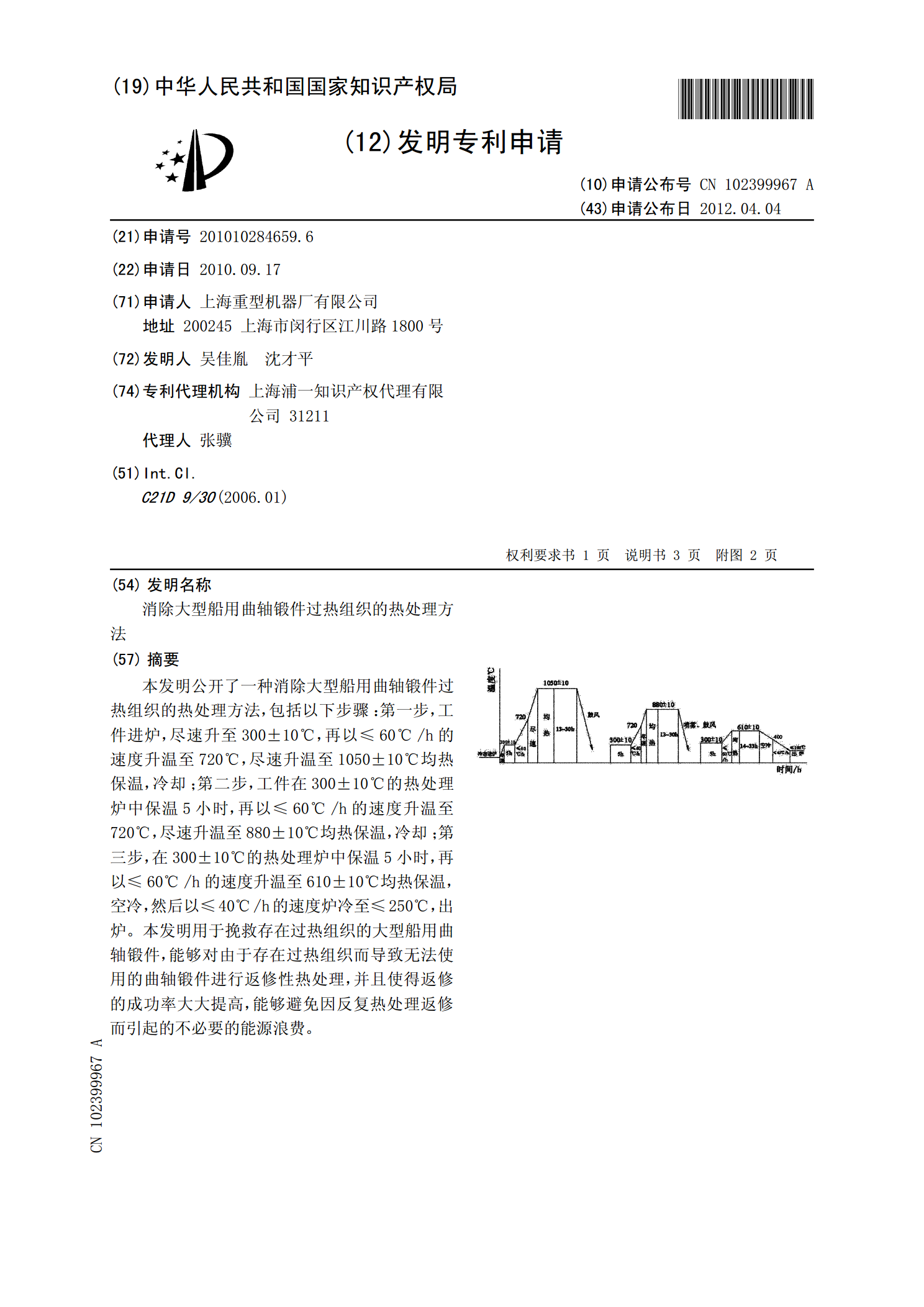
消除大型船用曲轴锻件过热组织的热处理方法.pdf
本发明公开了一种消除大型船用曲轴锻件过热组织的热处理方法,包括以下步骤:第一步,工件进炉,尽速升至300±10℃,再以≤60℃/h的速度升温至720℃,尽速升温至1050±10℃均热保温,冷却;第二步,工件在300±10℃的热处理炉中保温5小时,再以≤60℃/h的速度升温至720℃,尽速升温至880±10℃均热保温,冷却;第三步,在300±10℃的热处理炉中保温5小时,再以≤60℃/h的速度升温至610±10℃均热保温,空冷,然后以≤40℃/h的速度炉冷至≤250℃,出炉。本发明用于挽救存在过热组织的大型