
高刚玉炉管.pdf

书生****12

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高刚玉炉管.pdf
本发明涉及耐火材料,尤其涉及一种高刚玉炉管,该炉管由90%-95%的白刚玉、2%-7%的陶瓷超细粉末和2%-4%的氧化铝粉高温烧结而成,且白刚玉由氧化铝粉在2200℃的高温熔炼形成的液体制成的颗粒混合而成,所述颗粒的规格包括12目、24目、46目、70目、120目和320目。本发明采用上述技术方案,通过采用不同粗细程度的白刚玉颗粒混合,提高白刚玉的含量,缓解了炉管在升温或降温过程中由于炉管材料膨胀或收缩时产生的内应力,降低炉管炸裂机率延长炉管使用寿命。
一种高刚玉炉管.pdf
本发明涉及耐火材料,尤其涉及一种高刚玉炉管,该炉管由90%-95%的白刚玉、2%-7%的高岭土和2%-4%的氧化铝粉高温烧结而成,且白刚玉由氧化铝粉在2200℃的高温熔炼形成的液体制成的颗粒混合而成,所述颗粒的规格包括12目、24目、46目、70目、120目和320目。本发明采用上述技术方案,通过采用不同粗细程度的白刚玉颗粒混合,提高白刚玉的含量,缓解了炉管在升温或降温过程中由于炉管材料膨胀或收缩时产生的内应力,降低炉管炸裂机率延长炉管使用寿命。

一种高刚玉炉管的制备方法.pdf
本发明涉及耐火材料的制备,尤其涉及一种高刚玉炉管的制备方法,包括以下步骤:(1)混匀:将90%-95%的白刚玉和2%-7%的粘土搅拌混合均匀,且在搅拌过程中加入2%-4%的氧化铝粉形成胚料;(2)碾压:将上述形成的胚料放在冲压机上进行碾压;(3)捣打成型:采用手动、风动或电动捣锤将坯料捣实成型,捣打成型时分层加料,坯料水分大控制在4-6%的范围内,坯料的临界颗粒度比机压成型时要大;(4)干燥:将上述成型的炉管放入通风处,自然干燥12-48小时;(5)高温烧结:将上述经过干燥的炉管垂直放入煅烧炉内进行烧结,
刚玉炉管制备方法.pdf
本发明涉及刚玉炉管制备技术领域,具体涉及刚玉炉管制备方法,依次包括配料、混料、困料、打制定型、干燥、烧制和冷却步骤,通过打制成型工艺,使得湿坯的外观更加的规整、有细腻感,同时可以提升湿坯的弹性;将干燥分为初步干燥和再次干燥,初步干燥完成后,再进行脱模再次干燥处理,可以提升湿坯定型后的稳定性;前期在低温阶段,以较低的升温速率进行升温,可以提升干坯的温度的均匀性,避免在前期导致温度不均而导致的皲裂现象的出现,在水分基本烘干后的后期,进行较大幅度的升温,可以减少气孔率,提升物料之间的微晶成型效果,提升刚玉炉管的
一种高纯刚玉的制备工艺.pdf
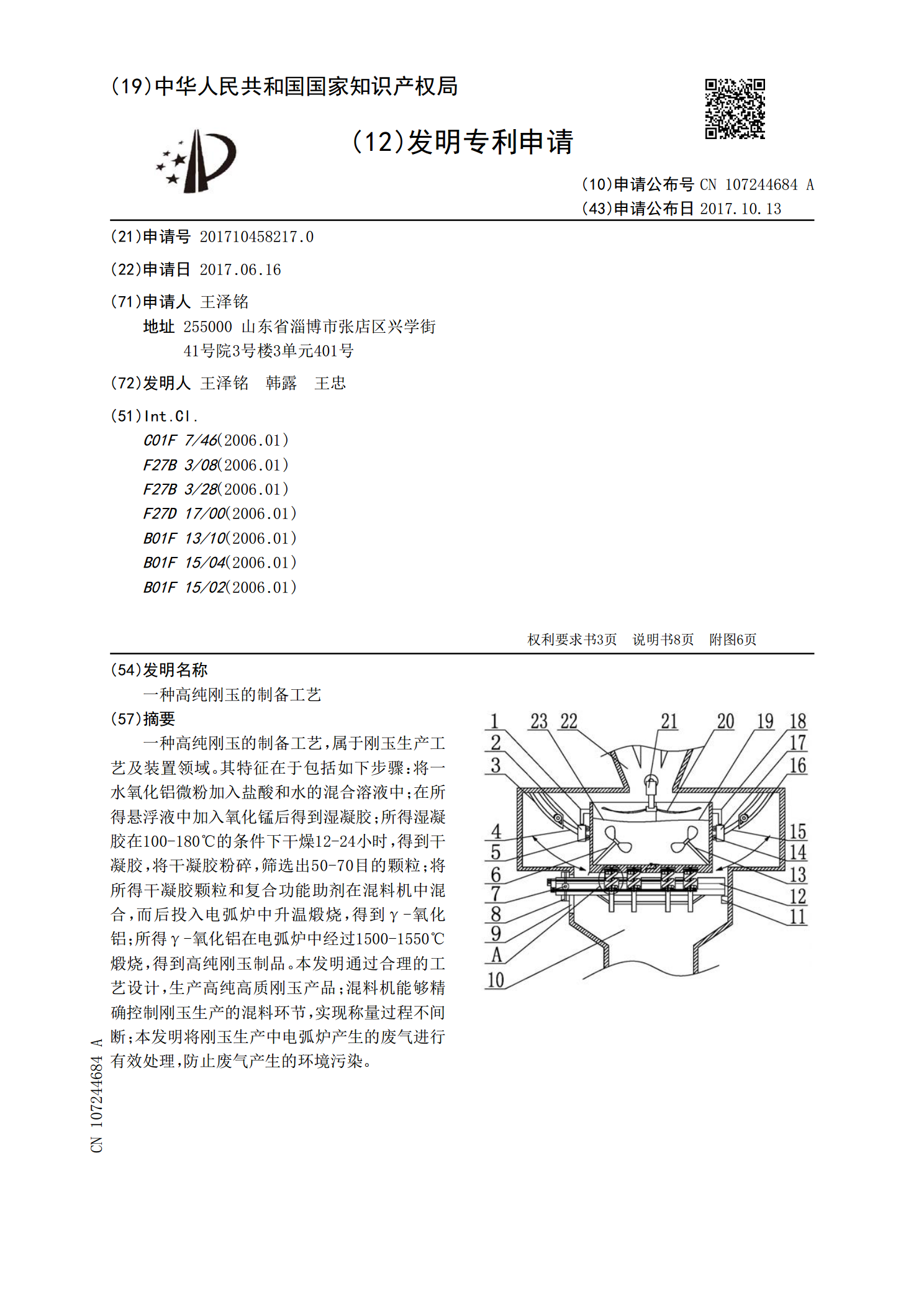
一种高纯刚玉的制备工艺,属于刚玉生产工艺及装置领域。其特征在于包括如下步骤:将一水氧化铝微粉加入盐酸和水的混合溶液中;在所得悬浮液中加入氧化锰后得到湿凝胶;所得湿凝胶在100‑180℃的条件下干燥12‑24小时,得到干凝胶,将干凝胶粉碎,筛选出50‑70目的颗粒;将所得干凝胶颗粒和复合功能助剂在混料机中混合,而后投入电弧炉中升温煅烧,得到γ‑氧化铝;所得γ‑氧化铝在电弧炉中经过1500‑1550℃煅烧,得到高纯刚玉制品。本发明通过合理的工艺设计,生产高纯高质刚玉产品;混料机能够精确控制刚玉生产的混料环节,