
一种高纯刚玉的制备工艺.pdf

Ke****67

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高纯刚玉的制备工艺.pdf
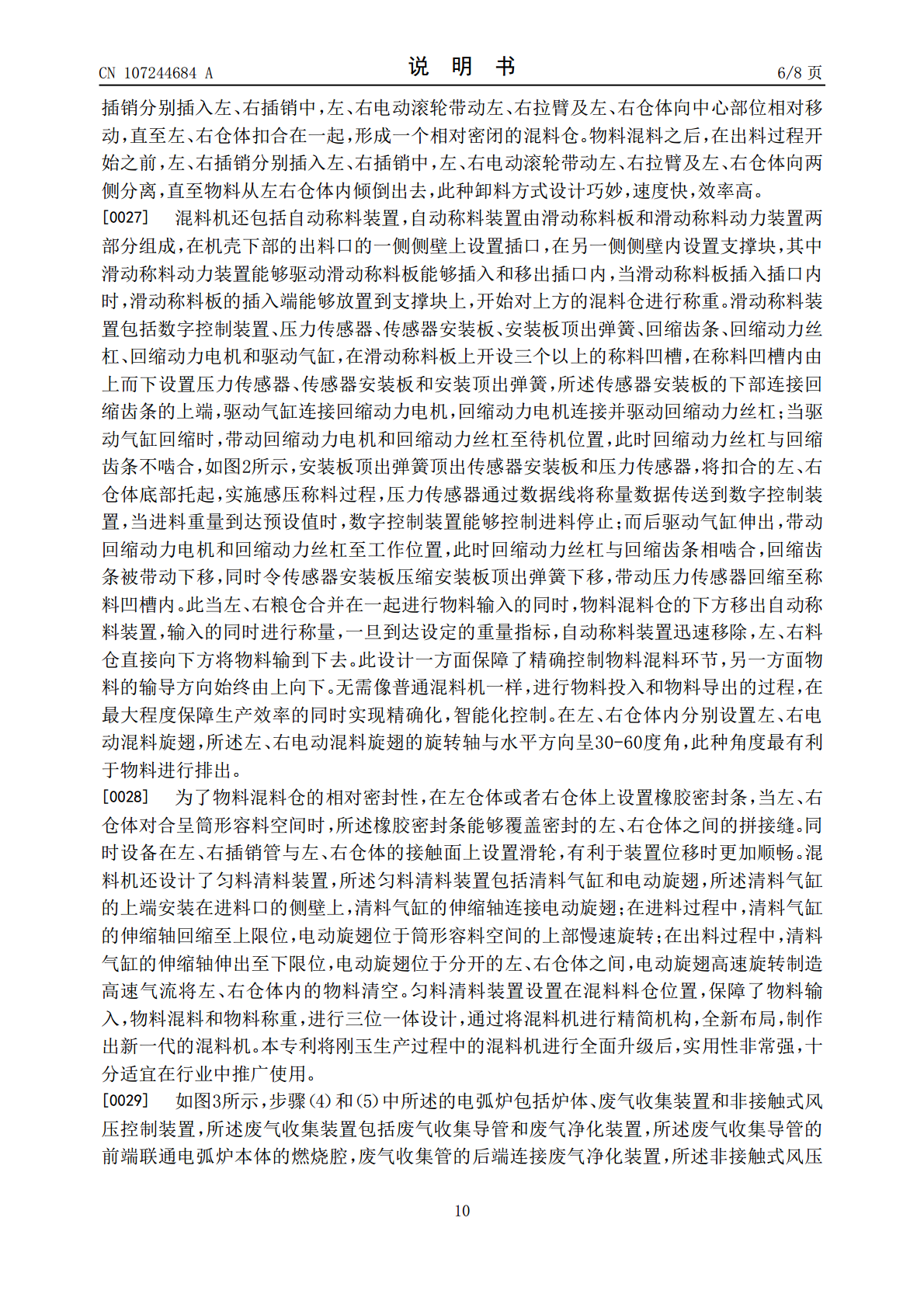
一种高纯刚玉的制备工艺,属于刚玉生产工艺及装置领域。其特征在于包括如下步骤:将一水氧化铝微粉加入盐酸和水的混合溶液中;在所得悬浮液中加入氧化锰后得到湿凝胶;所得湿凝胶在100‑180℃的条件下干燥12‑24小时,得到干凝胶,将干凝胶粉碎,筛选出50‑70目的颗粒;将所得干凝胶颗粒和复合功能助剂在混料机中混合,而后投入电弧炉中升温煅烧,得到γ‑氧化铝;所得γ‑氧化铝在电弧炉中经过1500‑1550℃煅烧,得到高纯刚玉制品。本发明通过合理的工艺设计,生产高纯高质刚玉产品;混料机能够精确控制刚玉生产的混料环节,
一种耐磨性优良的高纯刚玉材料的制备方法.pdf
本发明公开了一种耐磨性优良的高纯刚玉材料制备方法。这种材料以氧化铝颗粒、氧化铝细粉、金属铝粉为起始物料,加入临时结合剂,经轮碾机混合,机压或振动加压成型,坯体经干燥后,在高温窑炉内氧化气氛下烧成,最高烧成温度为1600℃‑1800℃。成型时,利用金属铝粉的可塑性,用较低的成型压力就能制得致密的坯体。烧成时,金属铝粉生成的液相加快了物质迁移和坯体收缩,和金属铝粉氧化产物的高活性,不引入其他杂质就能较好的烧结。这种材料基质、基质与颗粒结合力很强,经过耐磨实验对比,比常规高纯刚玉材料耐磨性提升显著。
一种致密高纯六铝酸钙-刚玉复相材料的制备方法.pdf
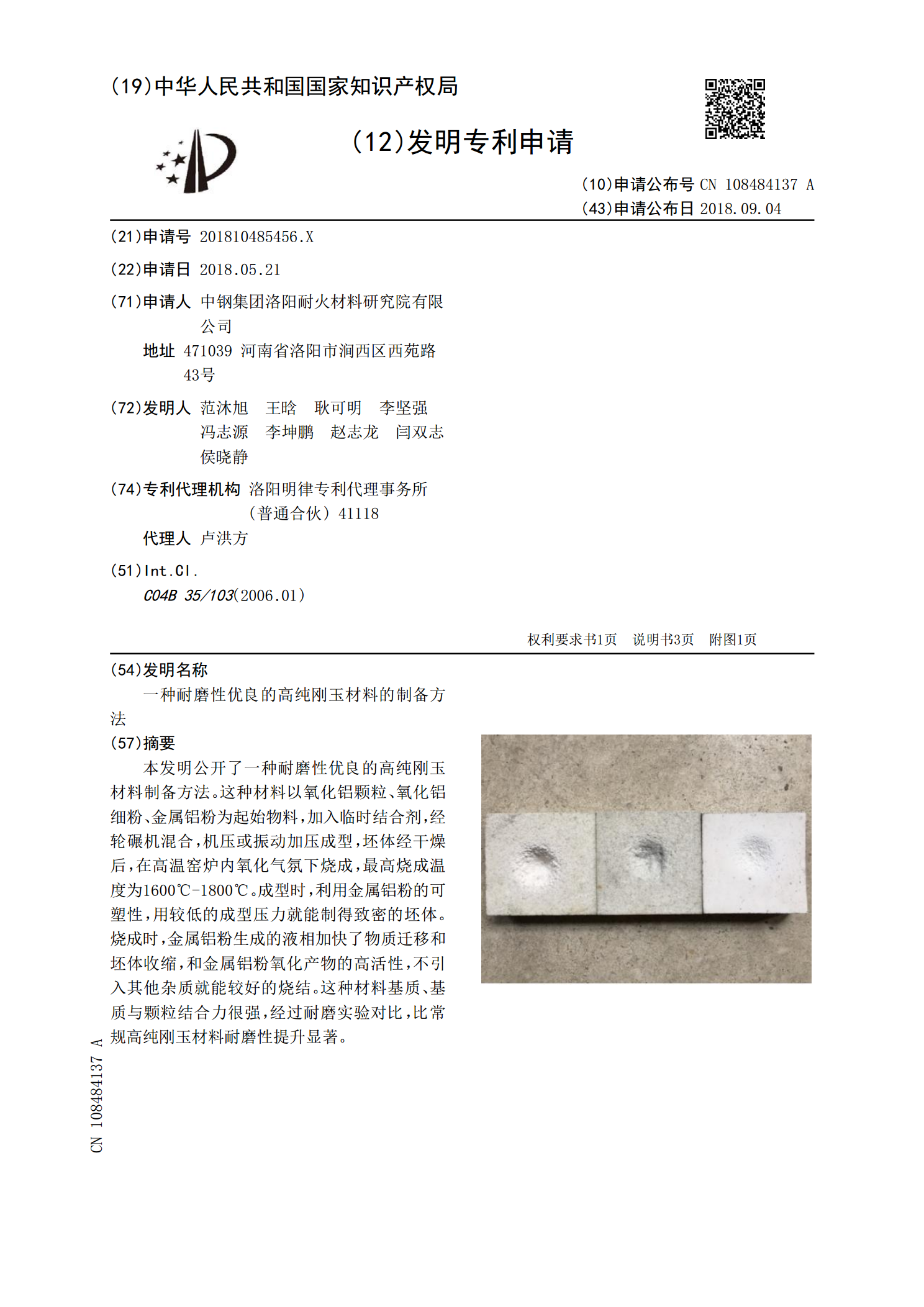
本发明公开了一种致密高纯六铝酸钙‑刚玉复相材料制备方法。这种材料以氧化铝颗粒、氧化铝细粉、金属铝粉、钙源为起始物料,加入临时结合剂,经轮碾机混合,机压或振动加压成型,坯体经干燥后,在高温窑炉内进行烧成,最高烧成温度为1600℃‑1750℃;成型时,利用金属铝粉的可塑性,用较低的成型压力就能制得致密的坯体。烧成时,利用金属铝粉低温液相烧结和金属铝粉氧化产物的高活性,使材料烧结提前,使得六铝酸钙生成的膨胀反应没有足够的空间,解决了原位生成六铝酸钙难以致密化的问题;本发明具有一次烧成、气孔率小、体积密度高、成本

高纯汞的制备工艺.docx
高纯汞的制备工艺高纯汞的制备工艺摘要:高纯汞是一种重要的工业原料和化学试剂,其制备工艺直接影响到其质量和应用范围。本论文通过综合研究和总结,介绍了高纯汞的制备工艺,包括原材料选择、预处理、提炼、精炼和纯化等步骤,并探讨了各步骤的关键技术和影响因素。同时,本文还对高纯汞的应用和发展前景进行了简要分析和展望。1.引言高纯汞是一种化学元素,具有很高的电导率和热导率,还具有好的气密性和抗氧化性能。因此,其在电子、化工、医药和光学等领域有着广泛的应用。然而,由于原材料的汞矿石中常含有多种杂质,使得制备高纯汞是一项具
一种高纯刚玉-尖晶石复合材料及其制备方法.pdf
本发明涉及一种高纯刚玉-尖晶石复合材料及其制备方法。其方案是:将50~60wt%的板状刚玉颗粒、18~30wt%的板状刚玉细粉、8~15wt%的电熔镁铝尖晶石、6~12wt%的镁铝溶胶搅拌均匀,浇注成型,养护20~30小时,脱模,再自然放置20~30小时;然后于110℃~300℃条件下保温12~24小时,最后在900℃~1400℃条件下保温6~18小时,制得高纯刚玉-尖晶石复合材料。其中:镁铝溶胶中镁和铝的摩尔比为1﹕(0.5~2.0);板状刚玉颗粒粒径为11~0.2mm,板状刚玉细粉粒径为1~200μm