
冷挤压柱塞加工方法.pdf

Jo****34

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷挤压柱塞加工方法.pdf
本发明冷挤压柱塞加工方法涉及机械加工领域,具体涉及冷挤压柱塞加工方法,包括以下步骤:检查材料,每批订购的材料应抽查化学成分、表面质量和尺寸,符合要求的原材料才能投入生产;切断,由于毛坯用料为实心的棒料,去毛刺,去除坯料切断时产生的毛刺;软化处理,在冷挤压前进行软化处理,随炉冷却到150℃,检测软化处理前坯料硬度为HB68-72,处理后坯料硬度为HB38-40;涂润滑剂,冷挤压时,单位挤压力很大,涂润滑剂可减少挤压力,使金属流动性好,挤压壁厚均匀,卸料力小,提高冷挤压件的表面光洁度,使用润滑剂为硬脂酸锌粉,
柱塞冷挤压工艺及模具设计.pdf
第31卷第09期煤矿机械Vol.31No.092010年09月CoalMineMachinerySep.2010柱塞冷挤压工艺及模具设计刘苹1,吴鸣2,王红军1,冯娜1(1.天津工程师范学院天津市高速切削与精密加工重点实验室,天津300222;2.天津科信精机有限公司,天津300400)摘要:从零件的结构形状和精度要求入手,分析了柱塞冷挤压工艺,对模具设计时各参数的选择和模具设计的主要技术问题进行了论述。对柱塞进行冷挤压加工,节省了原材料,减少了切削加工时间,同时节流阀零件的机械性能也有所改善,是一种可行

电解磨削方法在柱塞加工中的应用.docx
电解磨削方法在柱塞加工中的应用电解磨削(ElectrolyticGrinding,简称EG)是一种利用电化学原理和磨削技术相结合而形成的高效率磨削方法。通过在磨削过程中通过电解液溶解磨削区域表面金属,在磨削区域形成电解液中的离子群,与阴阳极之间的电位差驱使离子群沿表面传输,从而实现对工件表面进行高精度、高效率的磨削。电解磨削方法广泛应用于柱塞加工,因其独特的优点,在柱塞制造行业得到了广泛的应用。首先,电解磨削方法具有极高的加工精度。柱塞是一种形状复杂的零部件,对其加工精度要求极高。传统的磨削方法往往难以满
用冷挤压工艺加工链通的方法.pdf
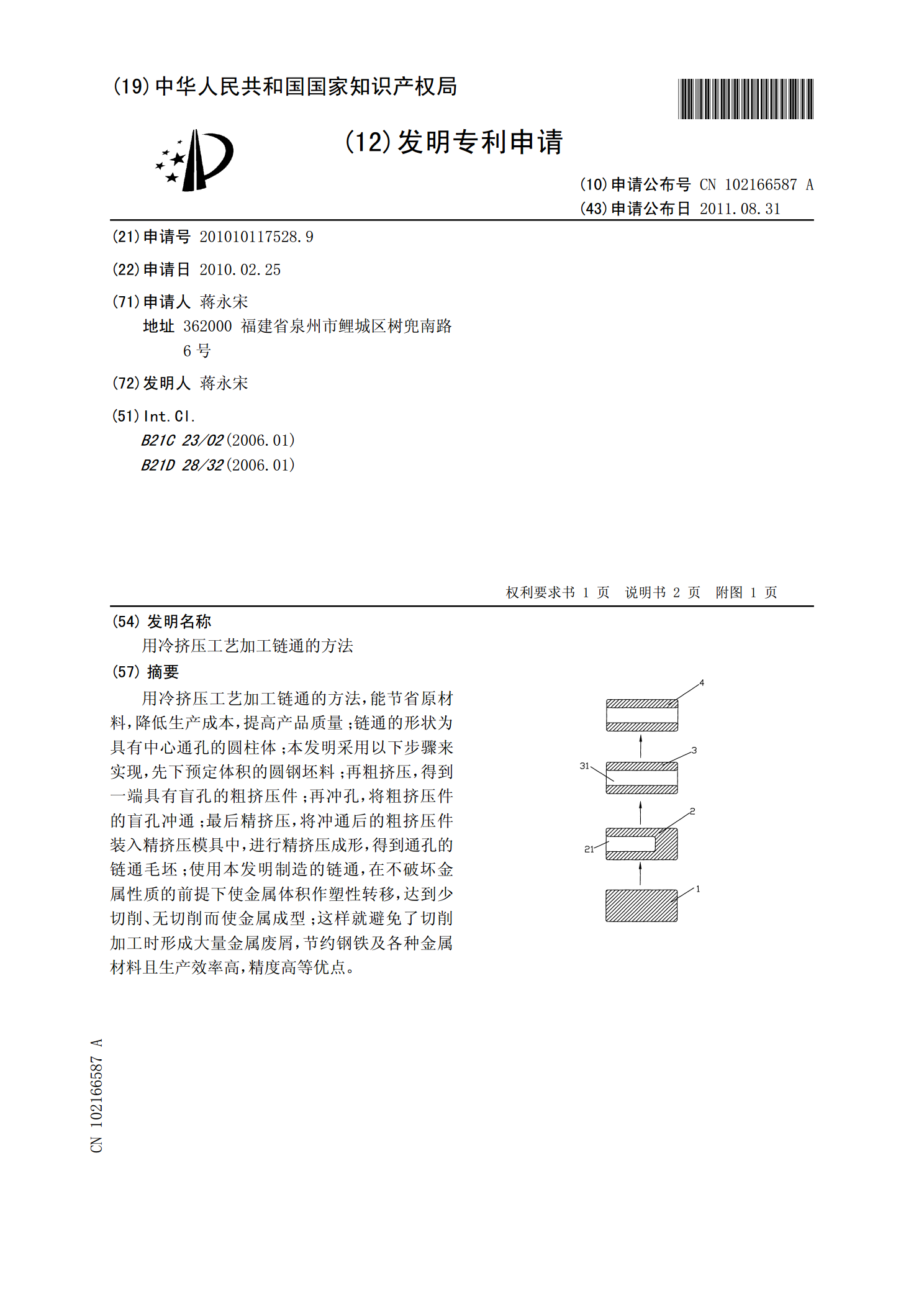
用冷挤压工艺加工链通的方法,能节省原材料,降低生产成本,提高产品质量;链通的形状为具有中心通孔的圆柱体;本发明采用以下步骤来实现,先下预定体积的圆钢坯料;再粗挤压,得到一端具有盲孔的粗挤压件;再冲孔,将粗挤压件的盲孔冲通;最后精挤压,将冲通后的粗挤压件装入精挤压模具中,进行精挤压成形,得到通孔的链通毛坯;使用本发明制造的链通,在不破坏金属性质的前提下使金属体积作塑性转移,达到少切削、无切削而使金属成型;这样就避免了切削加工时形成大量金属废屑,节约钢铁及各种金属材料且生产效率高,精度高等优点。

用冷挤压工艺加工半轴齿轮的方法.pdf
用冷挤压工艺加工半轴齿轮的方法,其加工步骤为下料、装料、合模及开模等工序;使用本发明工艺加工产品整个生产过程中不需采用铣齿、刨齿,且剪料重量几乎等于成型后产品重量,少废料,大大节约原材料,降低生产成本,提高产品质量;并且冷挤压使金属材料产生塑性变形,使金属内部组织发生变化,拉力增加,提高了产品的机械强度,确保了产品质量,使产品在使用功能上更具有优势。