
铜产品连续挤压尾料自动脱模装置.pdf

文宣****66

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜产品连续挤压尾料自动脱模装置.pdf
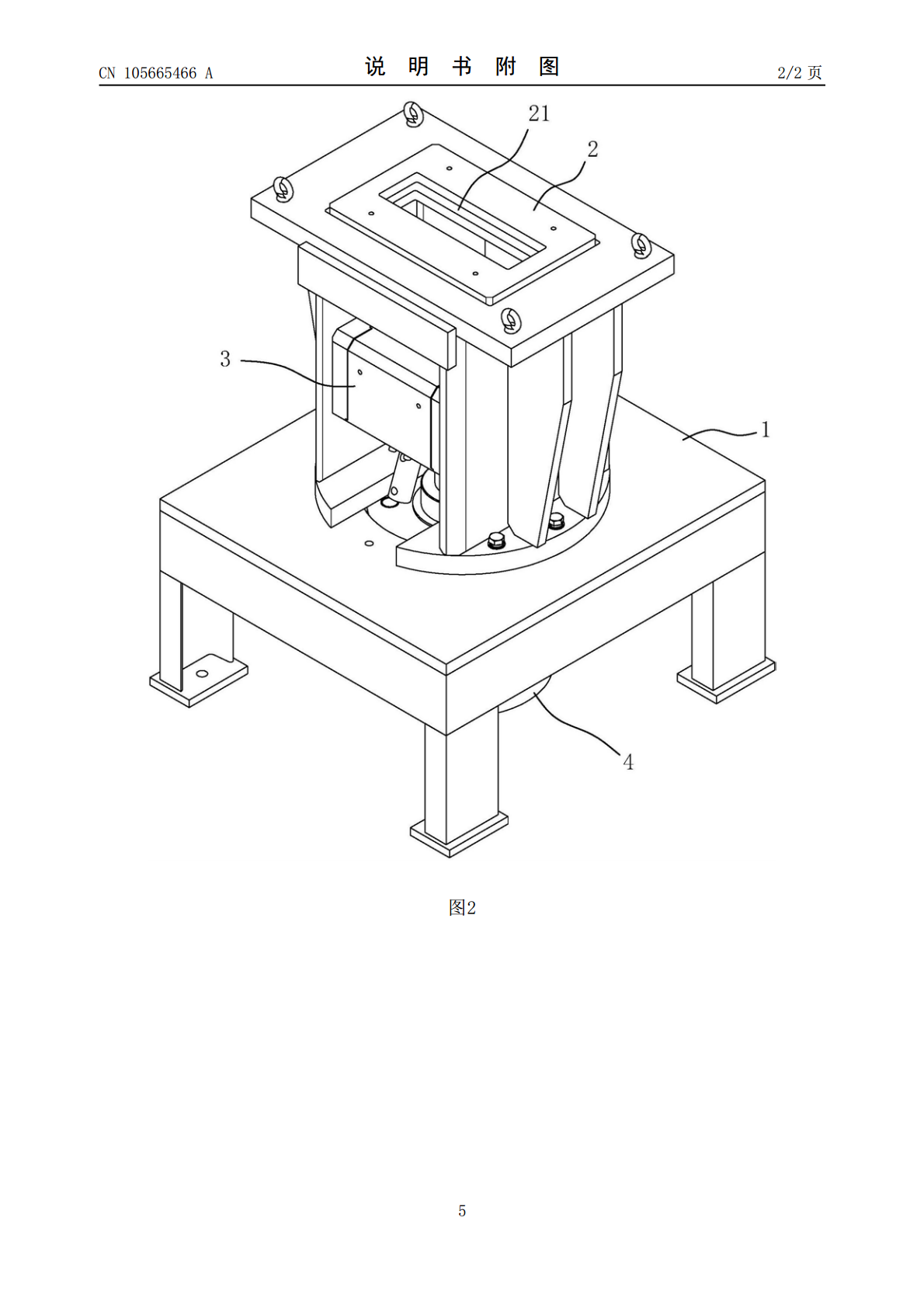
本发明公开一种铜产品连续挤压尾料自动脱模装置,其特征在于:包括固定在机架上用以插置尾料的模座、于模座的下方用以夹紧尾料的且与机架上下滑动连接的夹紧机构、以及安装在机架的用以驱动夹紧机构移动的驱动机构。本发明设计结构简单,大大提高脱模分离效果和效率,使脱模下来的金属为整体,减少金属再回炉重熔过程损耗,由于在脱模过程模具内腔部分不与任何其他铁质金属发生接触,因此避免模具内腔部分发生损坏风险和几率。实现脱模过程模具损坏为零,降低工人劳动强度。
一种带有短料自动送料装置的连续挤压设备.pdf
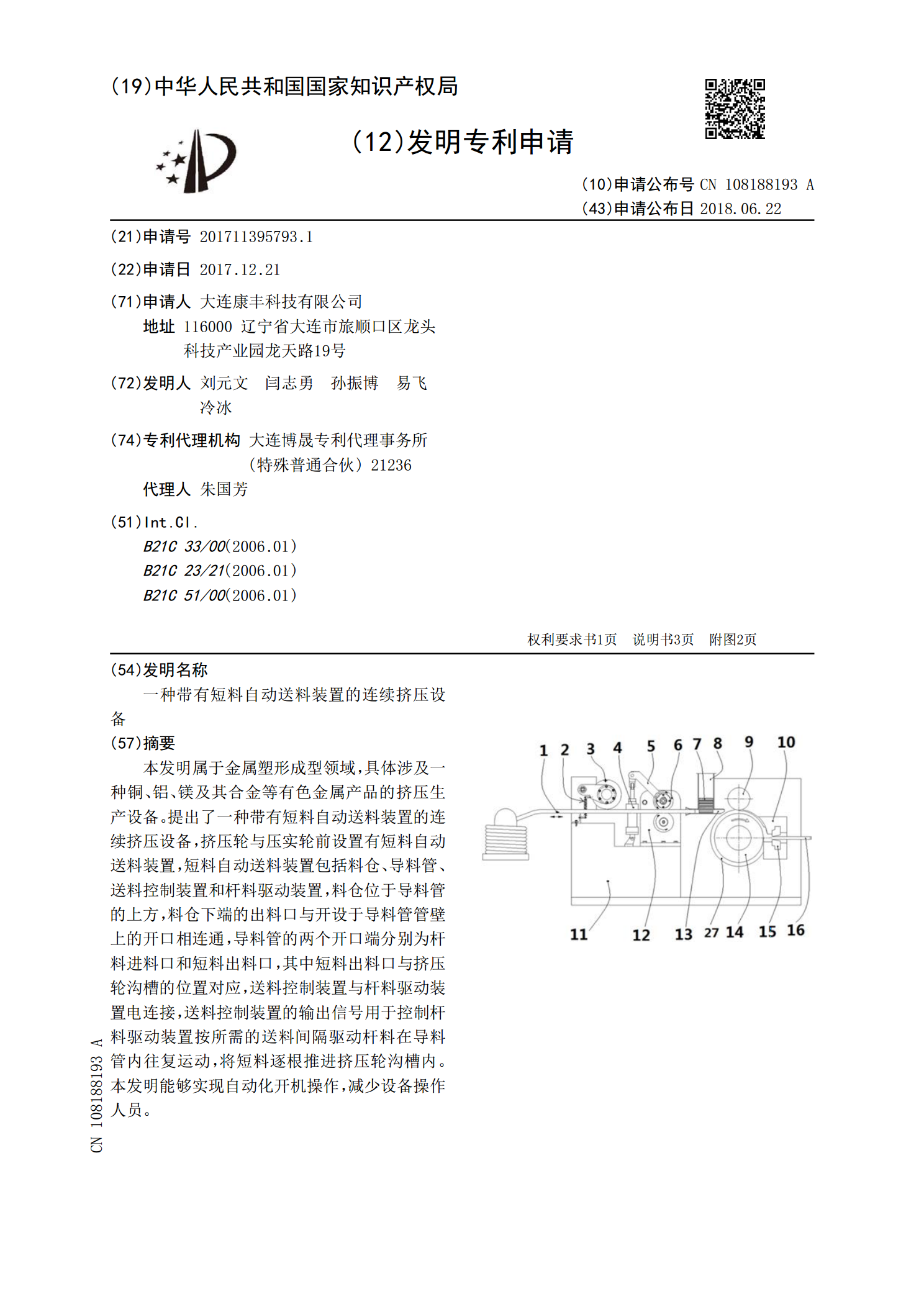
本发明属于金属塑形成型领域,具体涉及一种铜、铝、镁及其合金等有色金属产品的挤压生产设备。提出了一种带有短料自动送料装置的连续挤压设备,挤压轮与压实轮前设置有短料自动送料装置,短料自动送料装置包括料仓、导料管、送料控制装置和杆料驱动装置,料仓位于导料管的上方,料仓下端的出料口与开设于导料管管壁上的开口相连通,导料管的两个开口端分别为杆料进料口和短料出料口,其中短料出料口与挤压轮沟槽的位置对应,送料控制装置与杆料驱动装置电连接,送料控制装置的输出信号用于控制杆料驱动装置按所需的送料间隔驱动杆料在导料管内往复运

连续颗粒料自动称量装置.pdf
发明公开了一种连续颗粒料自动称量装置,其特征在于,在第一底座的上方通过振动底座支撑有振动出料盘,在所述振动出料盘的内壁上设有螺蜗状出料条,在第二底座的顶部设有称量支架,在称量支架的顶端设有自动称量装置,所述自动称量装置上的称料盘与振动出料盘上部的出料口相对应,电控柜设在第二底座上,翻转气缸纵向设在电控柜的内部,所述翻转气缸的活塞杆通过推拉杆与自动称量装置的一侧联接在一起。通过以上设置,本发明对树脂砂轮成型颗粒料进行自动称量和投放工作。本发明安装方便,计量准确,自动化程度高,可替代生产线上操作人员的工作。
一种槽型铜母线连续挤压装置及挤压成型工艺.pdf
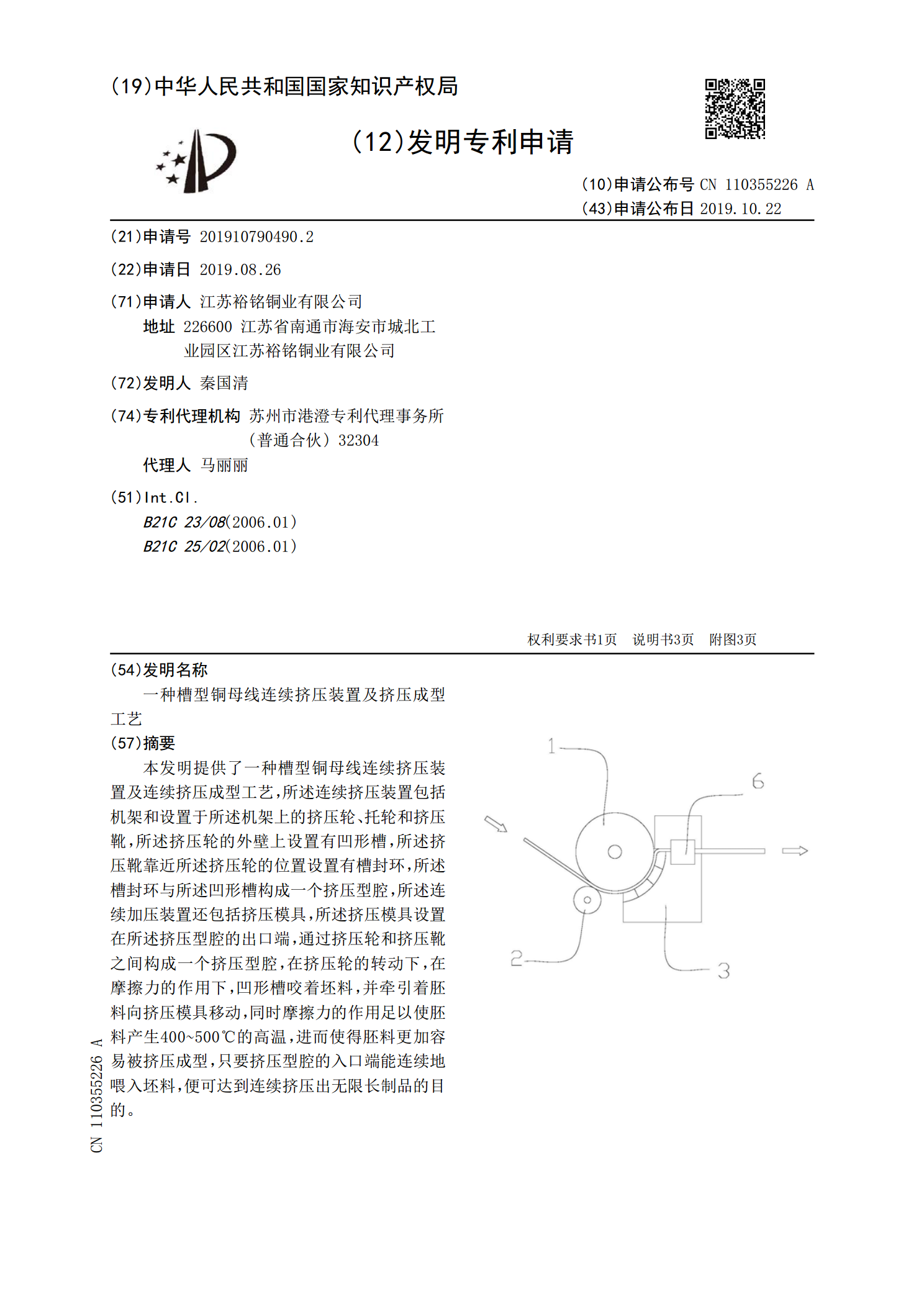
本发明提供了一种槽型铜母线连续挤压装置及连续挤压成型工艺,所述连续挤压装置包括机架和设置于所述机架上的挤压轮、托轮和挤压靴,所述挤压轮的外壁上设置有凹形槽,所述挤压靴靠近所述挤压轮的位置设置有槽封环,所述槽封环与所述凹形槽构成一个挤压型腔,所述连续加压装置还包括挤压模具,所述挤压模具设置在所述挤压型腔的出口端,通过挤压轮和挤压靴之间构成一个挤压型腔,在挤压轮的转动下,在摩擦力的作用下,凹形槽咬着坯料,并牵引着胚料向挤压模具移动,同时摩擦力的作用足以使胚料产生400~500℃的高温,进而使得胚料更加容易被挤
一种紫杂铜颗粒连续挤压装置.pdf
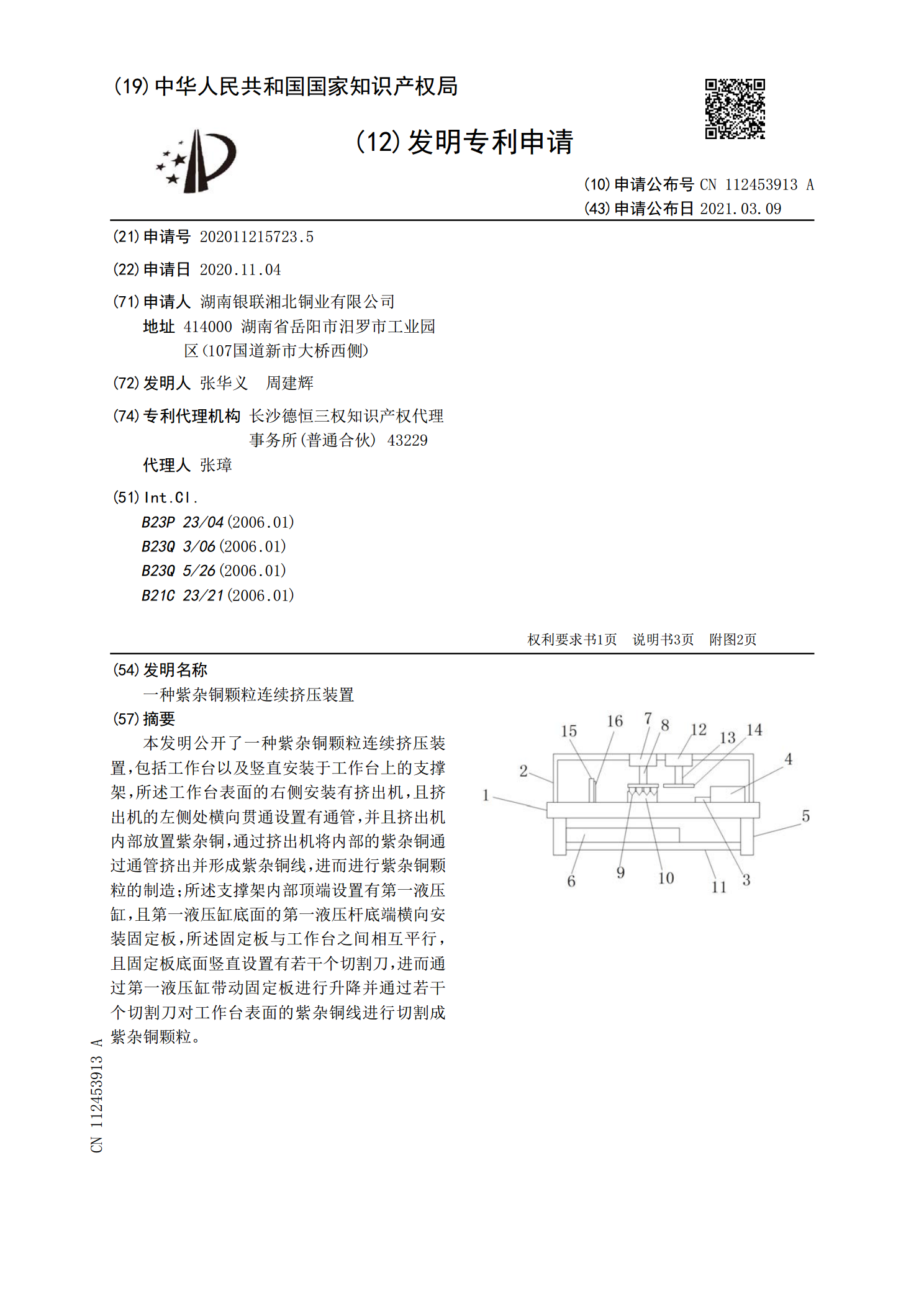
本发明公开了一种紫杂铜颗粒连续挤压装置,包括工作台以及竖直安装于工作台上的支撑架,所述工作台表面的右侧安装有挤出机,且挤出机的左侧处横向贯通设置有通管,并且挤出机内部放置紫杂铜,通过挤出机将内部的紫杂铜通过通管挤出并形成紫杂铜线,进而进行紫杂铜颗粒的制造;所述支撑架内部顶端设置有第一液压缸,且第一液压缸底面的第一液压杆底端横向安装固定板,所述固定板与工作台之间相互平行,且固定板底面竖直设置有若干个切割刀,进而通过第一液压缸带动固定板进行升降并通过若干个切割刀对工作台表面的紫杂铜线进行切割成紫杂铜颗粒。