
一种大直径厚壁铬钼钢热成型封头热处理工艺.pdf

甲申****66

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大直径厚壁铬钼钢热成型封头热处理工艺.pdf
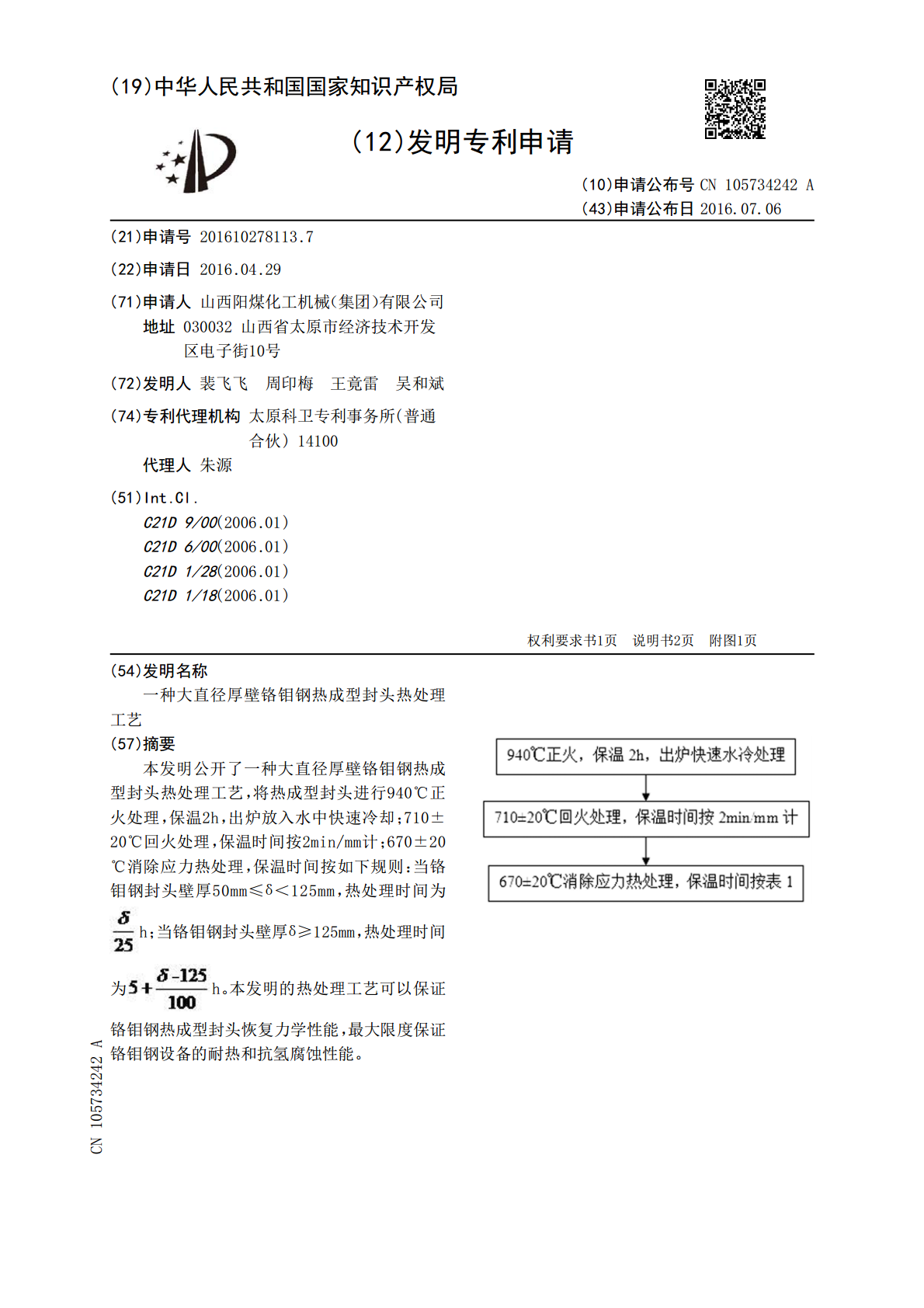
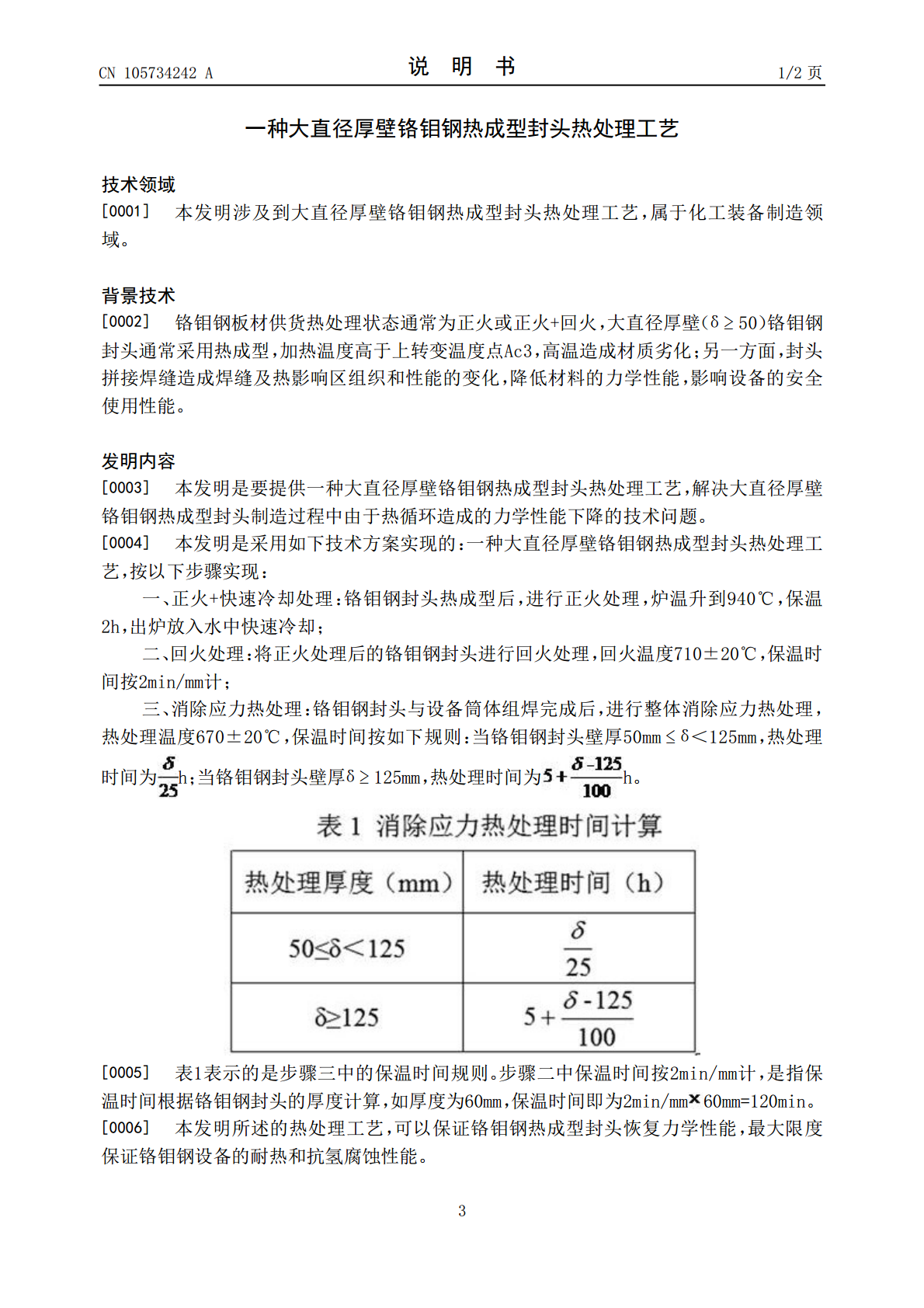
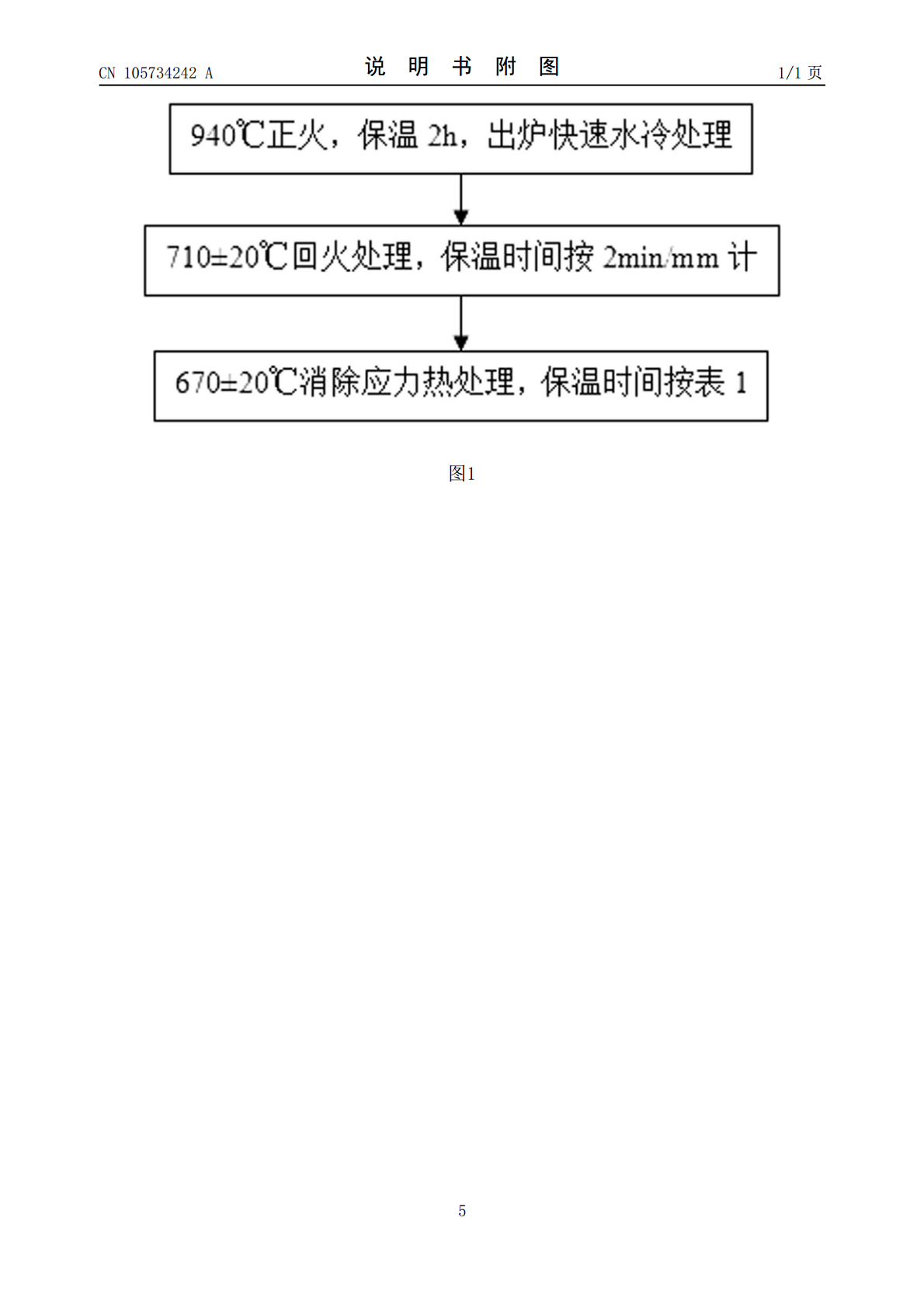
本发明公开了一种大直径厚壁铬钼钢热成型封头热处理工艺,将热成型封头进行940℃正火处理,保温2h,出炉放入水中快速冷却;710±20℃回火处理,保温时间按2min/mm计;670±20℃消除应力热处理,保温时间按如下规则:当铬钼钢封头壁厚50mm≤δ<125mm,热处理时间为

厚壁封头热旋工艺的研究.docx
厚壁封头热旋工艺的研究标题:厚壁封头热旋工艺的研究摘要:随着工业发展和技术进步,厚壁封头在能源、石化、核工业等领域中得到了广泛应用。然而,由于其复杂的形状和艰难的加工过程,厚壁封头的制造一直是一个难题。本文针对厚壁封头的热旋工艺进行研究,通过实验和分析探索了热旋工艺在厚壁封头制造中的应用和优势,并提出了进一步的改进方向。1.引言封头是压力容器的重要组成部分,其作用是分隔容器的内外压力,并承受和分散压力。厚壁封头具有复杂的曲面和高度各向异性的力学性能,因此其制造过程非常具有挑战性。2.厚壁封头热旋工艺原理热
一种特厚特宽特长铬钼钢板的热处理方法.pdf
本发明属于冶金技术领域,公开了一种特厚特宽特长铬钼钢板的热处理方法,其包括加热和水冷工序,所述钢板采用钢锭成材;所述加热工序,钢板单块装炉、单块加热至保温温度并保温后,出钢前30~40min将炉温上调5~10℃;所述水冷工序,辊速0.02~0.06m/s,淬火水量8400~8550m
大单重特厚铬钼钢板的生产工艺.pdf
本发明公开了一种大单重特厚铬钼钢板的生产工艺,其包括锻造、预热、加热和轧制工序;所述预热工序为:锻造坯入炉后以≤30℃/h的升温速率升温至180~200℃,小火焖钢4~5h;再随炉以≤50℃/h的升温速率升温至400~450℃保温≥10h,出炉即可。采用本工艺后,坯料和成材钢板均未出现炸裂、裂纹等缺陷,有效地消除了由于锻造引起的表面裂纹、夹渣、内部撕裂等锻造性缺陷,锻造坯和钢板的表面平整、质量良好,具有广泛的应用价值。

大直径厚壁管的成型技术.docx
大直径厚壁管的成型技术引言在现代工业生产中,管道工程是非常广泛的领域,主要应用于石化、食品、制药、建筑等领域,大直径厚壁管则是在这个领域内非常重要的一种管道类型。大直径厚壁管是市场上使用最广泛的一类管道,广泛应用于化工、电力、冶金、建筑、水利等行业,在工业和建筑领域有着不可忽略的地位和作用。成型技术的选择对于大直径厚壁管质量的影响非常大,不同的成型技术有着不同的成型效果和管道性能,因此,正确选择适合的成型技术对于大直径厚壁管的生产至关重要。本文旨在分析大直径厚壁管的成型技术,并通过实践验证了最适合大直径厚