
30Mn圆管坯钢铸坯内部质量控制的方法.pdf

猫巷****觅蓉

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
30Mn圆管坯钢铸坯内部质量控制的方法.pdf
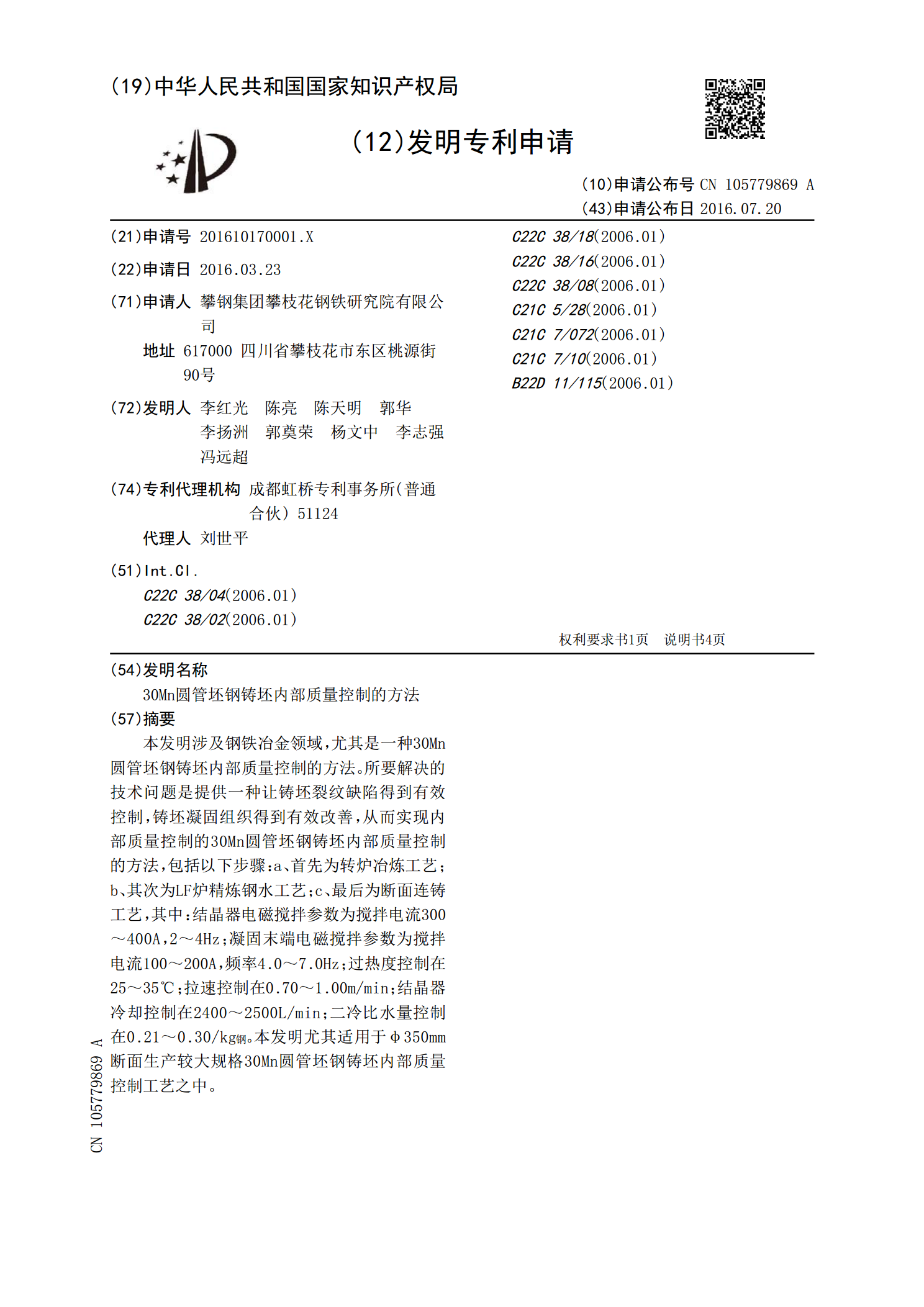
本发明涉及钢铁冶金领域,尤其是一种30Mn圆管坯钢铸坯内部质量控制的方法。所要解决的技术问题是提供一种让铸坯裂纹缺陷得到有效控制,铸坯凝固组织得到有效改善,从而实现内部质量控制的30Mn圆管坯钢铸坯内部质量控制的方法,包括以下步骤:a、首先为转炉冶炼工艺;b、其次为LF炉精炼钢水工艺;c、最后为断面连铸工艺,其中:结晶器电磁搅拌参数为搅拌电流300~400A,2~4Hz;凝固末端电磁搅拌参数为搅拌电流100~200A,频率4.0~7.0Hz;过热度控制在25~35℃;拉速控制在0.70~1.00m/min
30CrMo圆管坯钢铸坯内部质量控制方法.pdf
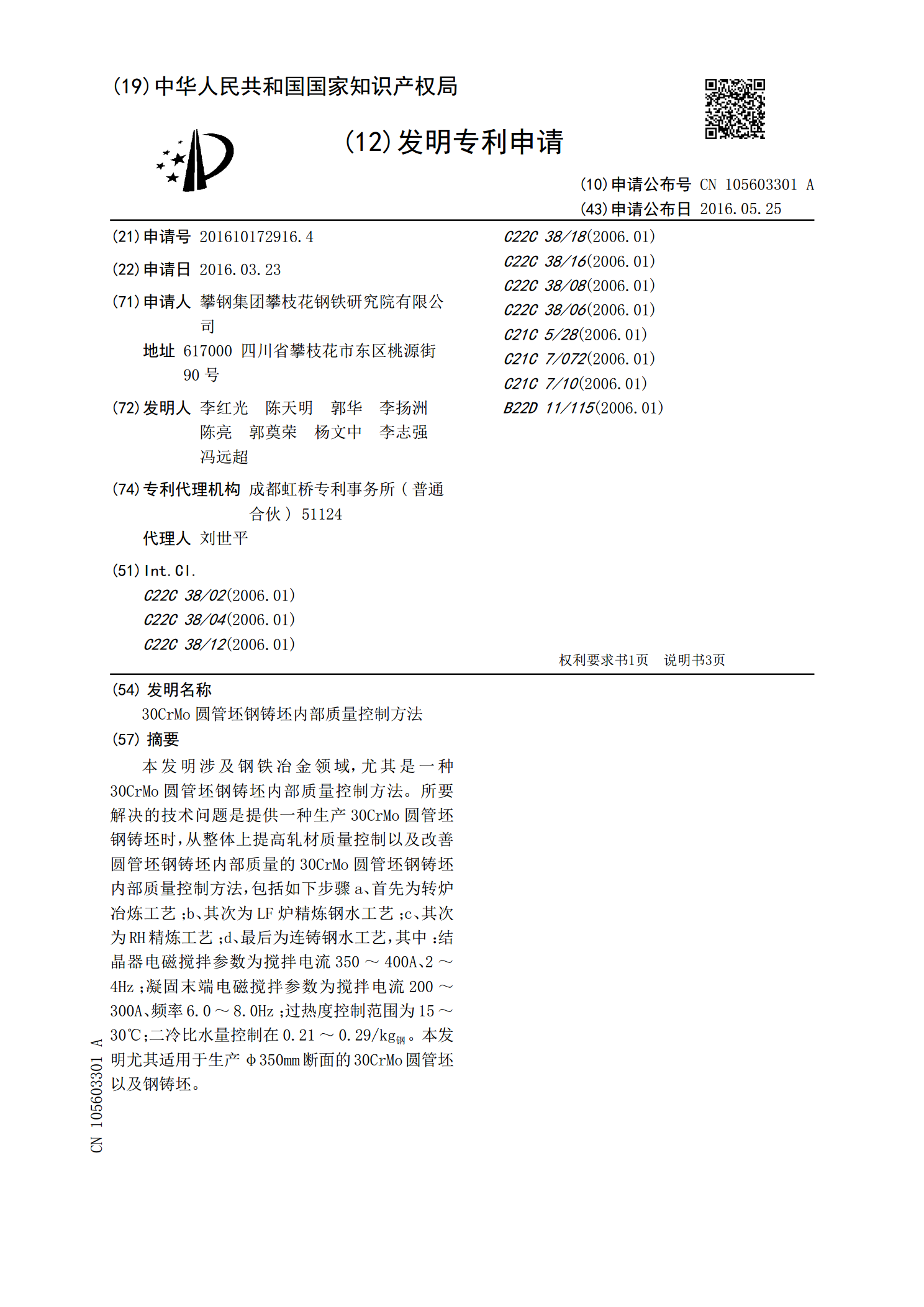
本发明涉及钢铁冶金领域,尤其是一种30CrMo圆管坯钢铸坯内部质量控制方法。所要解决的技术问题是提供一种生产30CrMo圆管坯钢铸坯时,从整体上提高轧材质量控制以及改善圆管坯钢铸坯内部质量的30CrMo圆管坯钢铸坯内部质量控制方法,包括如下步骤a、首先为转炉冶炼工艺;b、其次为LF炉精炼钢水工艺;c、其次为RH精炼工艺;d、最后为连铸钢水工艺,其中:结晶器电磁搅拌参数为搅拌电流350~400A、2~4Hz;凝固末端电磁搅拌参数为搅拌电流200~300A、频率6.0~8.0Hz;过热度控制范围为15~30℃
φ280mm的30Mn圆管坯铸坯质量控制方法.pdf
本发明公开的是冶金领域的一种生产断面为φ280mm的30Mn圆管钢铸坯的内部质量控制方法。该方法包括转炉冶炼、LF炉精炼钢水以及连铸钢水等步骤,首先,在钢水冶炼阶段按照合理的参数控制,提高了钢水的纯净度,并通过对钢液进行微钛处理,改善了其高温塑性,降低了钢种裂纹敏感性,随后在钢水浇注的过程中,采用结晶器电磁搅拌与凝固末端电磁搅拌相结合的方式,使得钢液成分和温度均匀化,坯壳均匀生长,铸坯凝固组织得到有效改善,疏松评级提高、等轴晶区域面积扩大、圆坯中心区域致密性得到有效提高,铸坯裂纹缺陷得到有效控制,表面无清
30CrMo圆管坯钢铸坯的中心偏析控制方法.pdf
本发明涉及钢铁冶金领域,尤其是一种30CrMo圆管坯钢铸坯的中心偏析控制方法。所要解决的技术问题是提供一种提高中心偏析参数控制的30CrMo圆管坯钢铸坯的中心偏析控制方法,包括如下步骤:a、首先为转炉冶炼工艺;b、其次为LF炉精炼钢水工艺;c、其次为RH精炼工艺;d、最后为连铸钢水工艺,其中:结晶器电磁搅的搅拌电流为350~400A,频率2~4Hz;凝固末端电磁搅拌参数为搅拌电流200~300A、频率6.0~8.0Hz;过热度控制范围为15~35℃;拉速控制在0.75~1.00m/min;二冷比水量控制在
30CrMo圆管坯钢铸坯的中心疏松控制方法.pdf
本发明涉及钢铁冶金领域,尤其是一种30CrMo圆管坯钢铸坯的中心疏松控制方法。所要解决的技术问题是提供一种让中心疏松控制得到有效改善的30CrMo圆管坯钢铸坯的中心疏松控制方法,包括如下步骤:a、首先为转炉冶炼工艺;b、其次为LF炉精炼钢水工艺;c、其次为RH精炼工艺;d、最后为连铸钢水工艺,其中:结晶器电磁搅拌参数为搅拌电流350~400A、2~4Hz;凝固末端电磁搅拌参数为搅拌电流200~300A、频率6.0~8.0Hz;过热度控制范围为15~30℃;生产组织炉机匹配需求的拉速范围为0.75~1.00